Зв’язка для виготовлення абразивного інструменту
Номер патенту: 45645
Опубліковано: 15.04.2002
Автори: Саф'янюк Георгій Андрійович, Одуха Віктор Антонович, Морозов Віктор Олексійович, Манжар Василь Олексійович
Формула / Реферат
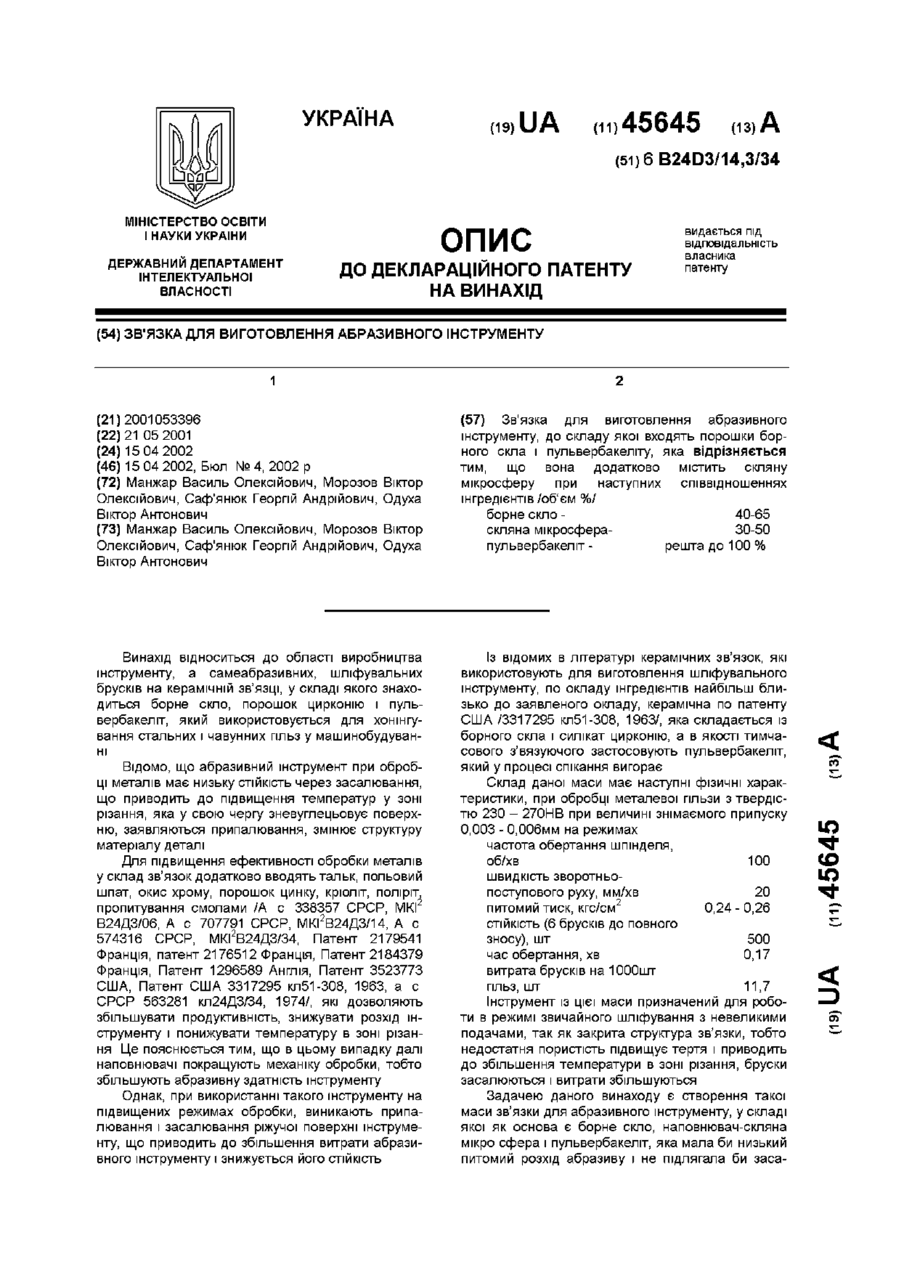
Зв‘язка для виготовлення абразивного інструменту, до складу якої входять порошки борного скла і пульвербакеліту, яка відрізняється тим, що вона додатково містить скляну мікросферу при наступних співвідношеннях інгредієнтів /об‘єм %/:
Борне скло -
40-65
Скляна мікросфера-
30-50
Пульвербакеліт -
решта до 100 %.
Текст
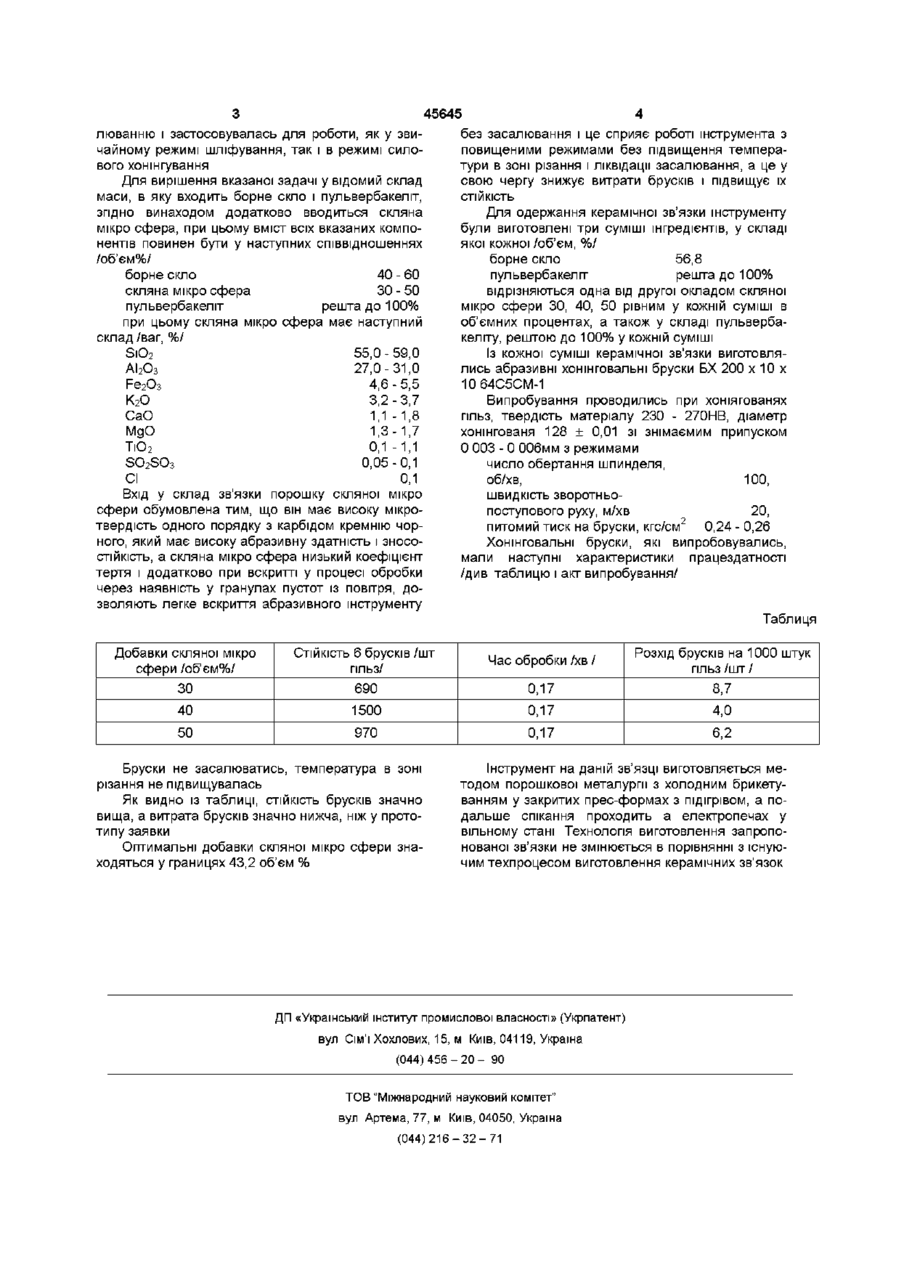
Зв'язка для виготовлення абразивного інструменту, до складу якої входять порошки борного скла і пульвербакеліту, яка відрізняється тим, що вона додатково містить скляну мікросферу при наступних співвідношеннях інгредієнтів /об'єм %/ борне скло 40-65 скляна мікросфера30-50 пульвербакеліт решта до 100 % Винахід відноситься до області виробництва інструменту, а самеабразивних, шліфувальних брусків на керамічній зв'язці, у складі якого знаходиться борне скло, порошок цирконію і пульвербакеліт, який використовується для хонінгування стальних і чавунних гільз у машинобудуванні Відомо, ЩО абразивний інструмент при обробці металів має низьку СТІЙКІСТЬ через засалювання, що приводить до підвищення температур у зоні різання, яка у свою чергу зневуглецьовує поверхню, заявляються припалювання, змінює структуру матеріалу деталі Для підвищення ефективності обробки металів у склад зв'язок додатково вводять тальк, польовий шпат, окис хрому, порошок цинку, кріоліт, поліріт пропитування смолами /А с 338357 СРСР, МКІ В24ДЗ/06, А с 707791 СРСР, МКІ2В24ДЗ/14, А с 574316 СРСР, МКІ2В24ДЗ/34, Патент 2179541 Франція, патент 2176512 Франція, Патент 2184379 Франція, Патент 1296589 Англія, Патент 3523773 США, Патент США 3317295 кл51-308, 1963, а с СРСР 563281 кл24ДЗ/34, 1974/, які дозволяють збільшувати продуктивність, знижувати розхід інструменту і понижувати температуру в зоні різання Це пояснюється тим, що в цьому випадку далі наповнювачі покращують механіку обробки, тобто збільшують абразивну здатність інструменту Із відомих в літературі керамічних зв'язок, які використовують для виготовлення шліфувального інструменту, по окладу інгредієнтів найбільш близько до заявленого окладу, керамічна по патенту США /3317295 кл51-308, 1963/, яка складається із борного скла і силікат цирконію, а в якості тимчасового з'вязуючого застосовують пульвербакеліт, який у процесі спікання вигорає Склад даної маси має наступні фізичні характеристики, при обробці металевої гільзи з твердістю 230 - 270НВ при величині знімаємого припуску 0,003 - 0,006мм на режимах частота обертання шпінделя, об/хв 100 швидкість зворотньопоступового руху, мм/хв 20 питомий тиск, кгс/см2 0,24 - 0,26 Однак, при використанні такого інструменту на підвищених режимах обробки, виникають припалювання і засалювання ріжучої поверхні інструменту, що приводить до збільшення витрати абразивного інструменту і знижується його СТІЙКІСТЬ Задачею даного винаходу є створення такої маси зв'язки для абразивного інструменту, у складі якої як основа є борне скло, наповнювач-скляна мікро сфера і пульвербакеліт, яка мала би низький питомий розхід абразиву і не підлягала би заса СТІЙКІСТЬ (6 брусків до повного зносу), шт 500 час обертання, хв 0,17 витрата брусків на 1000шт гільз, шт 11,7 Інструмент із цієї маси призначений для роботи в режимі звичайного шліфування з невеликими подачами, так як закрита структура зв'язки, тобто недостатня пористість підвищує тертя і приводить до збільшення температури в зоні різання, бруски засалюються і витрати збільшуються ю (О ю 45645 люванню і застосовувалась для роботи, як у звичайному режимі шліфування, так і в режимі силового хонінгування Для вирішення вказаної задачі у відомий склад маси, в яку входить борне скло і пульвербакеліт, згідно винаходом додатково вводиться скляна мікро сфера, при цьому вміст всіх вказаних компонентів повинен бути у наступних співвідношеннях /об'єм%/ борне скло 40 - 60 скляна мікро сфера ЗО - 50 пульвербакеліт решта до 100% при цьому скляна мікро сфера має наступний склад /ваг, %/ SiO 2 55,0-59,0 АІ2Оз 27,0-31,0 Fe 2 O 3 4,6 - 5,5 К2О 3,2 - 3,7 CaO 1,1-1,8 MgO 1,3-1,7 TiO 2 0,1-1,1 SO2SO3 0,05-0,1 СІ 0,1 Вхід у склад зв'язки порошку скляної мікро сфери обумовлена тим, що він має високу мікротвердість одного порядку з карбідом кремнію чорного, який має високу абразивну здатність і ЗНОСОСТІЙКІСТЬ, а скляна мікро сфера низький коефіцієнт тертя і додатково при вскритті у процесі обробки через наявність у гранулах пустот із повітря, дозволяють легке вскриття абразивного інструменту без засалювання і це сприяє роботі інструмента з повищеними режимами без підвищення температури в зоні різання і ліквідації засалювання, а це у свою чергу знижує витрати брусків і підвищує їх СТІЙКІСТЬ Для одержання керамічної зв'язки інструменту були виготовлені три суміші інгредієнтів, у складі якої кожної /об'єм, %/ борне скло 56,8 пульвербакеліт решта до 100% відрізняються одна від другої окладом скляної мікро сфери ЗО, 40, 50 рівним у кожній суміші в об'ємних процентах, а також у складі пульвербакеліту, рештою до 100% у кожній суміші Із кожної суміші керамічної зв'язки виготовлялись абразивні хонінговальні бруски БХ 200 х 10 х 10 64С5СМ-1 Випробування проводились при хоніягованях гільз, твердість матеріалу 230 - 270НВ, діаметр хонінгованя 128 ± 0,01 зі знімаємим припуском 0 003 - 0 006мм з режимами число обертання шпинделя, об/хв, 100, швидкість зворотньопоступового руху, м/хв 20, питомий тиск на бруски, кгс/см2 0,24 - 0,26 Хонінговальні бруски, які випробовувались, мали наступні характеристики працездатності /див таблицю і акт випробування/ Таблиця Добавки скляної мікро сфери /об'єм%/ СТІЙКІСТЬ 6 брусків /шт Час обробки /хв / Розхід брусків на 1000 штук гільз /шт / ЗО 690 0,17 8,7 40 1500 0,17 4,0 50 970 0,17 6,2 гільз/ Бруски не засалюватись, температура в зоні різання не підвищувалась Як видно із таблиці, СТІЙКІСТЬ брусків значно вища, а витрата брусків значно нижча, ніж у прототипу заявки Оптимальні добавки скляної мікро сфери знаходяться у границях 43,2 об'єм % Інструмент на даній зв'язці виготовляється методом порошкової металургії з холодним брикетуванням у закритих прес-формах з підігрівом, а подальше спікання проходить а електропечах у вільному стані Технологія виготовлення запропонованої зв'язки не змінюється в порівнянні з існуючим техпроцесом виготовлення керамічних зв'язок ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюManzhar Vasyl Oleksiiovych
Автори російськоюМанжар Василий Алексеевич
МПК / Мітки
Мітки: зв'язка, виготовлення, інструменту, абразивного
Код посилання
<a href="https://ua.patents.su/2-45645-zvyazka-dlya-vigotovlennya-abrazivnogo-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Зв’язка для виготовлення абразивного інструменту</a>
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Балог Ірина Михайлівна, Драгунцов Вячеслав Васильович, Кияк Марина Юріївна, Мельникович Михайло Миколайович, Мигалина Юрій Вікентієвич, Сані Арпад Юліусович, Білинець Микола Денисович, Лендел Василь Георгієвич
МПК: B24D 3/34
Мітки: виготовлення, маса, інструменту, абразивного
Формула / Реферат:
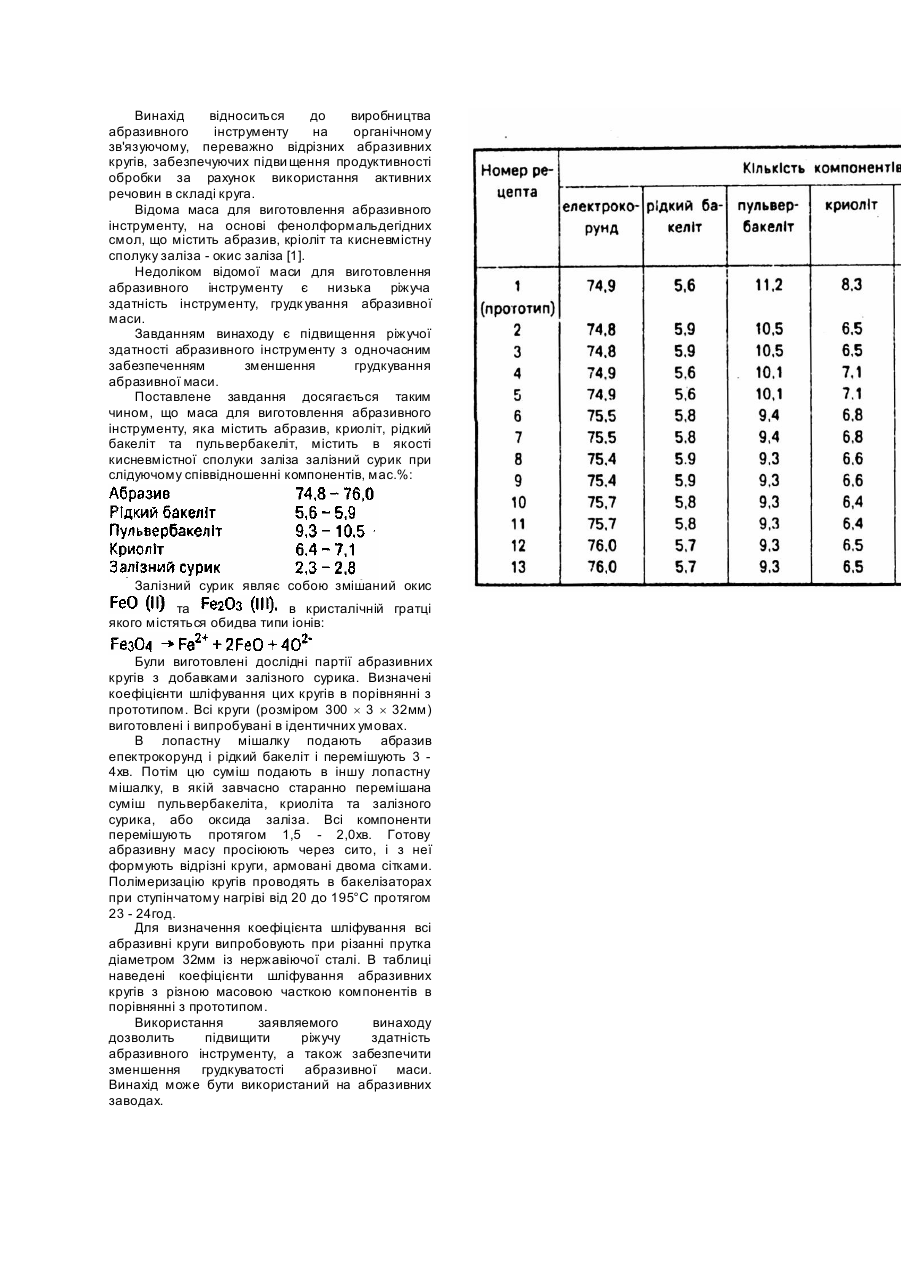
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Вороной Віталій Степанович, Плескач Ігор Всеволодович, Масник Володимир Олександрович
МПК: B24D 3/14
Мітки: виготовлення, інструменту, абразивного, маса
Формула / Реферат:
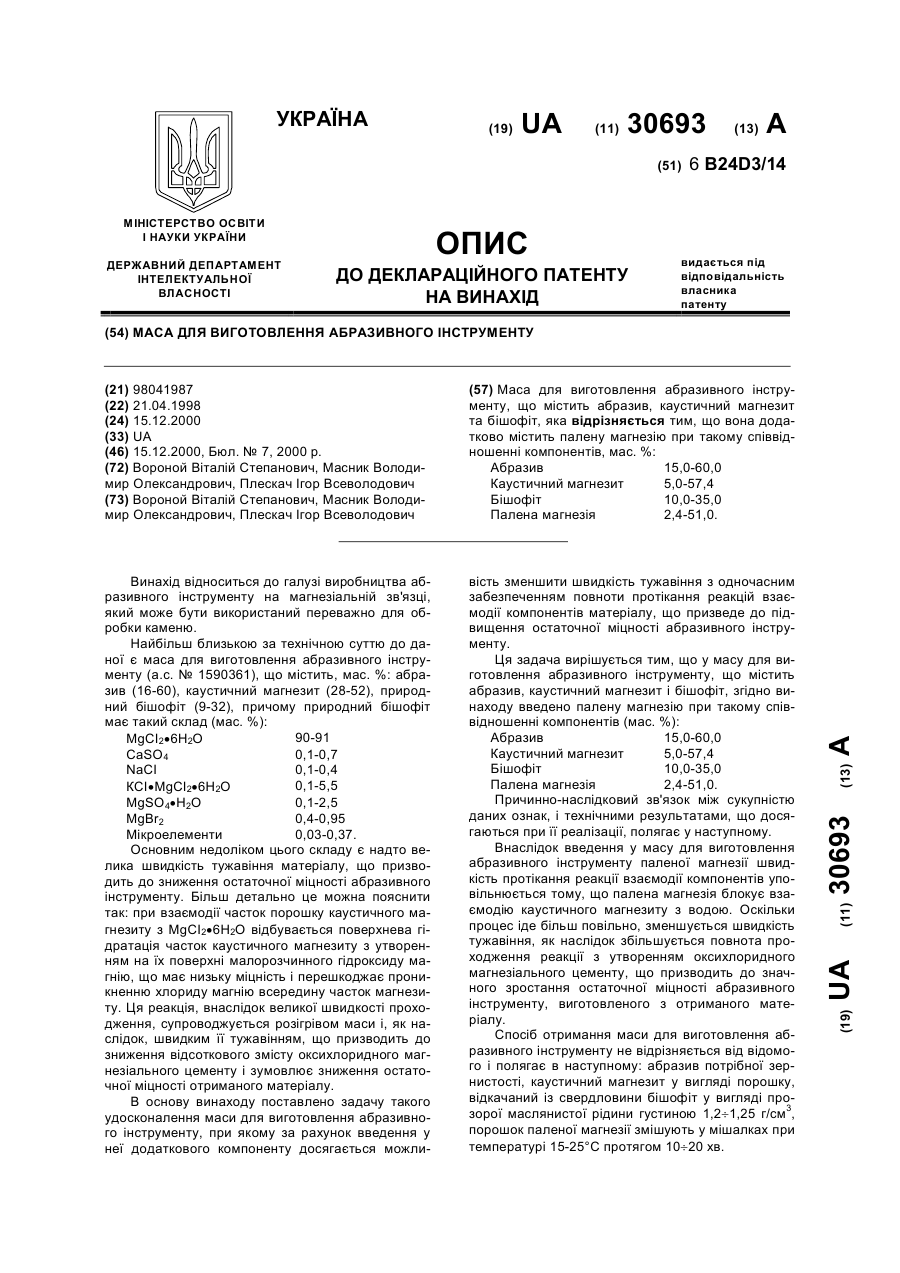
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Мєльнікова Олена Павлівна, Кравченко Борис Васильович, Бабічєв Анатолій Прокопович, Пєтухова Олена Володимирівна
МПК: B24D 18/00, B24D 17/00, C08L 25/00, C08J 5/14
Мітки: виготовлення, інструменту, абразивного, спосіб
Формула / Реферат:
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із...
Прес-форма для виготовлення абразивного інструменту, переважно відрізних кругів
Номер патенту: 30100
Опубліковано: 15.11.2000
Автор: Ігнатенко Валерій Іванович
МПК: B22F 3/14, B30B 15/00
Мітки: кругів, прес-форма, виготовлення, відрізних, інструменту, переважно, абразивного
Формула / Реферат:
1. Прес-форма для виготовлення абразивного інструмента, переважно відрізних кругів, що містить матрицю, яка охоплює зустрічно встановлені пуансони і розміщені усередині них накладки, що утворюють у зборі пресову камеру, причому кожна з накладок складається з двох елементів: вертикального, який обмежує пресову камеру зсередини, і горизонтального, призначеного для взаємодії з корпусом інструмента, яка відрізняється тим, що матриця виконана у...
Металева зв’язка для виготовлення абразивного інструменту
Номер патенту: 10416
Опубліковано: 25.12.1996
Автори: Островський Леонід Леонтійович, Муровський Валерій Олександрович
МПК: B24D 3/06
Мітки: інструменту, зв'язка, металева, виготовлення, абразивного
Формула / Реферат:
Металлическая связка для изготовления абразивного инструмента, содержащая железо, медь и олово, отличающаяся тем, что она дополнительно содержит молибден при следующем соотношении компонентов, мас.%:медь 10-15 олово 5-7молибден 2-4 железо остальное.
Попередній патент: Молольне тіло
Наступний патент: Спосіб вимірювання дальності
Випадковий патент: Комплексний біопрепарат для стимуляції росту та розвитку рослин