Спосіб електронно-променевого оплавлення поверхні циліндричних злитків
Номер патенту: 46061
Опубліковано: 15.05.2002
Автори: Калинюк Олексій Миколайович, ДЕРЕЧА Олександр Якович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович
Формула / Реферат
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків, що включає нагрівання електронними променями поверхні злитка, формування ванни рідкого металу уздовж його твірної і обертання злитка навколо його горизонтальної осі, який відрізняється тим, що наводять ванну рідкого металу під кутом до вертикальної площини, що проходить через вісь злитка, і підтримують її під цим кутом на довжині дуги по поверхні злитка, рівною
![]() (1);
(1);
![]() (2);
(2);
де:
q - питома потужність, кВт/м2;
h - задана глибина обплавлення, м;
a - коефіцієнт температуропровідності, м2/с;
![]() - коефіцієнт теплопровідності, Вт/м×К;
- коефіцієнт теплопровідності, Вт/м×К;
Тпл - температура плавлення металу, К;
Тсер - середня температура злитка, К;
V - швидкість обертання злитка, об/с;
D - діаметр злитка, м;
![]() - густина металу, кг/м3;
- густина металу, кг/м3;
![]() - поверхневий натяг рідкого металу, Н/м.
- поверхневий натяг рідкого металу, Н/м.
Текст
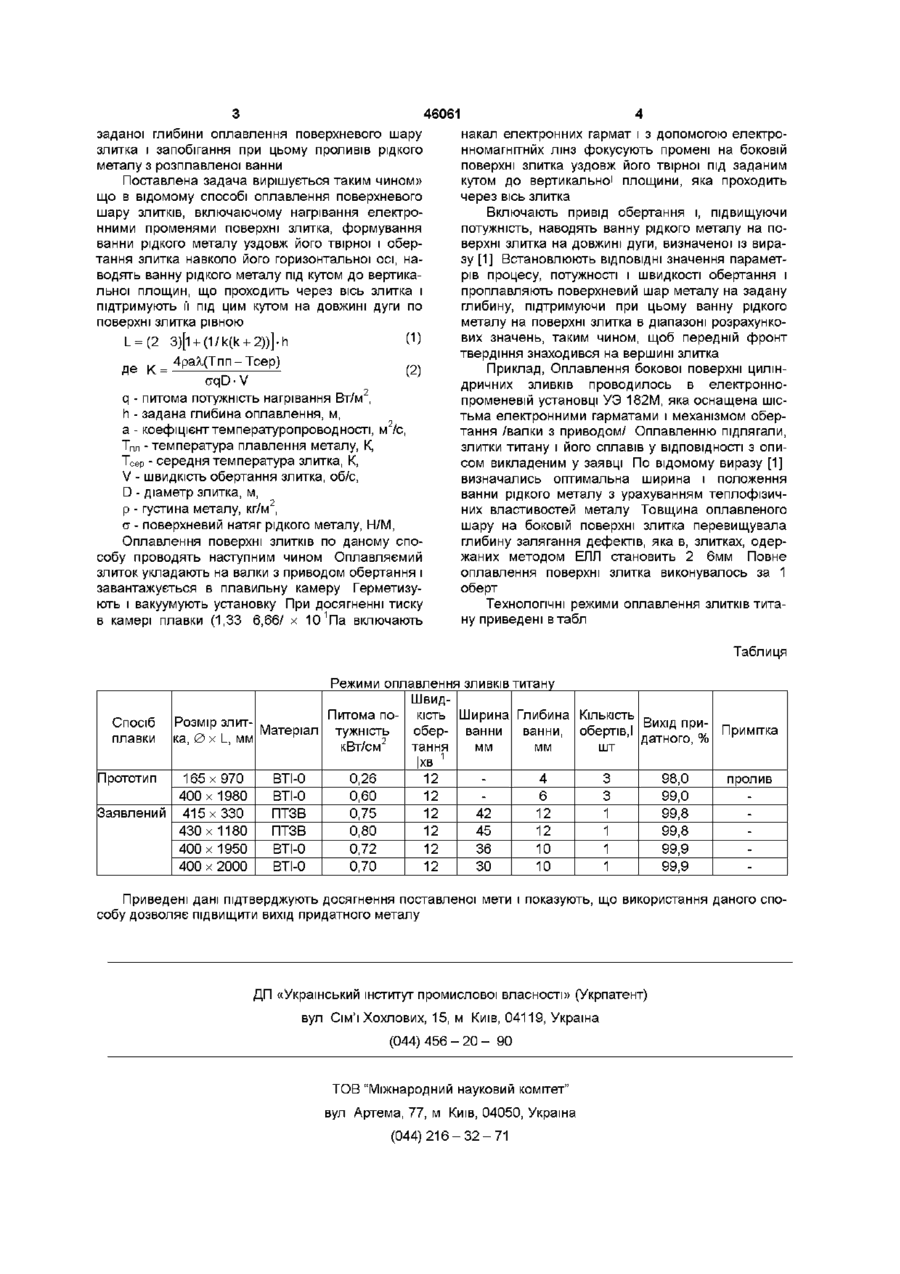
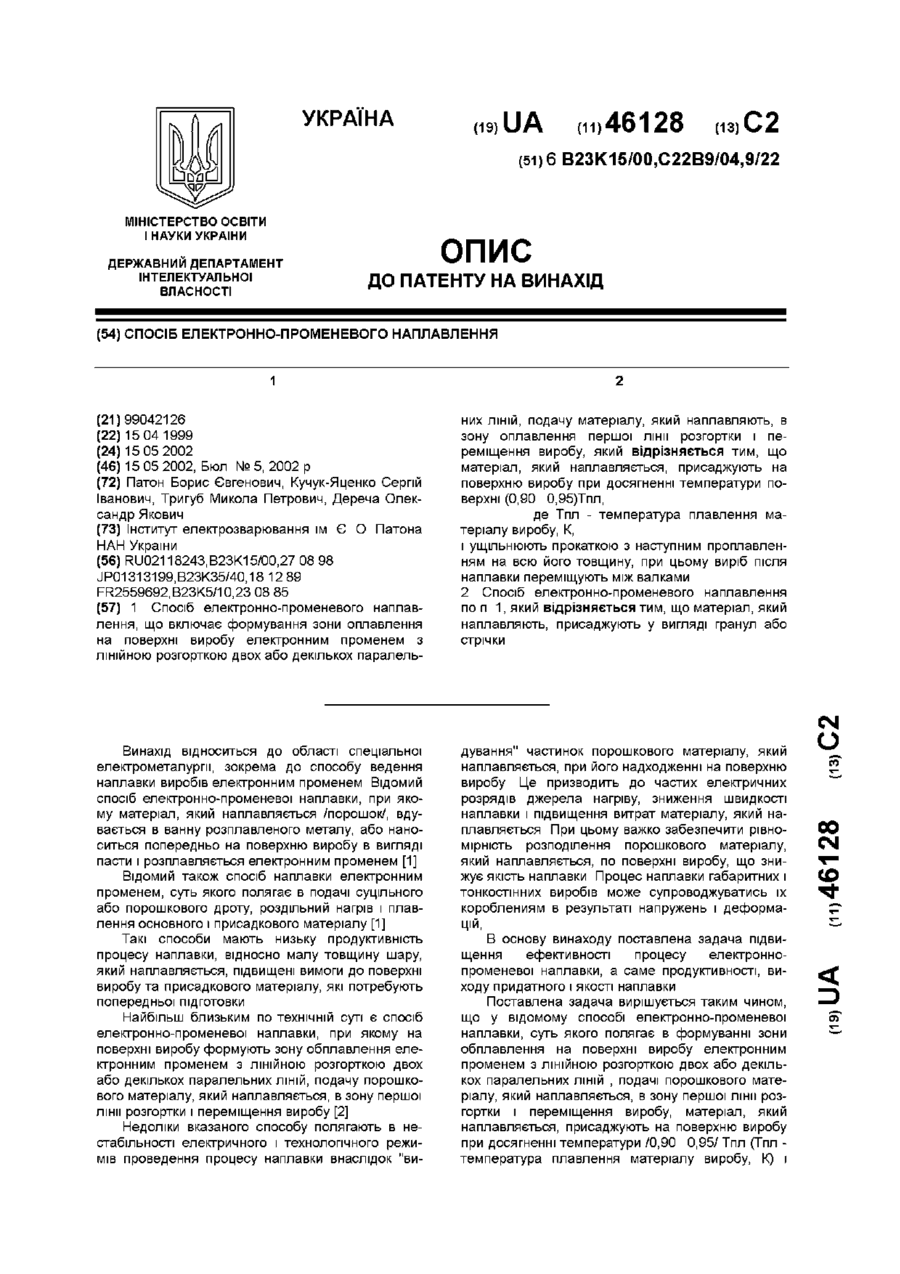
Спосіб електронно-променевого оплавлення поверхні циліндричних злитків, що включає нагрівання електронними променями поверхні злитка, формування ванни рідкого металу уздовж його твірної і обертання злитка навколо його горизонтальної осі, який відрізняється тим, що наводять ванну рідкого металу під кутом до вертикаль ної площини, що проходить через вісь злитка, і підтримують її під цим кутом на довжині дуги по поверхні злитка, рівною L = (2 3)[i + (i/k(k+2))]-h (1), к= 4ра?.(тпл - Т с е р ) cqDV (2), q - питома потужність, кВт/м , h - задана глибина обплавлення, м, а - коефіцієнт температуропровідності, /с, X - коефіцієнт теплопровідності, Вт/м-К, Т пл - температура плавлення металу, К, ТСЄр - середня температура злитка, К, V - швидкість обертання злитка, об/с, D - діаметр злитка, м, р - густина металу, кг/м3, а - поверхневий натяг рідкого металу, Н/м О Винахід відноситься до виробництва злитків і відливок методами спеціальної електрометалургії та оброблення їх поверхні концентрованим джерелом нагрівання з метою усунення металургійних дефектів, без проведення механічної обробки перед наступним переділом Відомий спосіб електронно-променевого оплавлення, при якому на поверхні злитка наводять ванну рідкого металу обмежених розмірів і переміщують її по поверхні по спіральній траєкторії [1] Недоліками данного методу являються нерівномірність проплавлення і нерівності поверхні на межі учасників переплавляємих електронним променем при його зміщенні відносно злитка, що потребує додаткової механічної обробки, можливість виникнення термічних тріщин і коробления злитків із складнолегованих сплавів, низька продуктивність процесу Відомий спосіб електронно-променевого оплавлення, який проводять плоским, або лінійнорозгорнутим променем, причому його фокальне п'ятно витягнуте на всю довжину злитка Після оплавлення доріжки розміщеної уздовж злитка, його повертають так, що зона повторного оплавлення трохи перекриває зону попереднього 3 метою гарантованого видалення дефектів оплавлення проводять за декілька обертів злитка [1] Недоліками способу являються виникнення нерівностей /гребнів/ на поверхні злитка при зміщенні зони повторного оплавлення, виникнення термічних тріщин та усадочних пустот в оплавленому шарі металу, низька продуктивність процесу Найбільш близьким по технологічній сутності являється спосіб електронно-променевого оплавлення, при якому фокальне п'ятно витягнуте на всю довжину злитка [1] Недостатком способу є те, що неможливо забезпечити задану глибину оплавлення поверхневого шару зливків і тим самим гарантувати видалення дефектів, а також виключити при цьому проливи ванни рідкого металу 1 Заборонок Г І , Зеленцов Т И , Рожнин А С и др «Электронная плавка металлов» М , Металлургия, 1972 с 322-329 Задачею винаходу являється забезпечення (О о (О 46061 заданої глибини оплавлення поверхневого шару злитка і запобігання при цьому проливів рідкого металу з розплавленої ванни Поставлена задача вирішується таким чином» що в відомому способі оплавлення поверхневого шару злитків, включаючому нагрівання електронними променями поверхні злитка, формування ванни рідкого металу уздовж його твірної і обертання злитка навколо його горизонтальної осі, наводять ванну рідкого металу під кутом до вертикальної площин, що проходить через вісь злитка і підтримують її під цим кутом на довжині дуги по поверхні злитка рівною (1) L = (2 3)[i + (1/k(k+2))]-h 4раЯ,(Тпп-Тсер) Де К = (2) aqD-V 2 q - питома потужність нагрівання Вт/м , h - задана глибина оплавлення, м, z а - коефіцієнт температуропроводності, Ic, Т пл - температура плавлення металу, К, ТСЄр - середня температура злитка, К, V - швидкість обертання злитка, об/с, D - діаметр злитка, м, р - густина металу, кг/м2, a - поверхневий натяг рідкого металу, Н/М, Оплавлення поверхні злитків по даному способу проводять наступним чином Оплавляємий злиток укладають на валки з приводом обертання і завантажується в плавильну камеру Герметизують і вакуумують установку При досягненні тиску в камері плавки (1,33 6,66/ х 10 1 Па включають накал електронних гармат і з допомогою електронномагнітнйх лінз фокусують промені на боковій поверхні злитка уздовж його твірної під заданим кутом до вертикальної площини, яка проходить через вісь злитка Включають привід обертання і, підвищуючи потужність, наводять ванну рідкого металу на поверхні злитка на довжині дуги, визначеної із виразу [1] Встановлюють ВІДПОВІДНІ значення параметрів процесу, потужності і швидкості обертання і проплавляють поверхневий шар металу на задану глибину, підтримуючи при цьому ванну рідкого металу на поверхні злитка в діапазоні розрахункових значень, таким чином, щоб передній фронт твердіння знаходився на вершині злитка Приклад, Оплавлення бокової поверхні циліндричних зливків проводилось в електроннопроменевій установці УЭ 182М, яка оснащена шістьма електронними гарматами і механізмом обертання /валки з приводом/ Оплавленню підлягали, злитки титану і його сплавів у ВІДПОВІДНОСТІ З ОПИСОМ викладеним у заявці По відомому виразу [1] визначались оптимальна ширина і положення ванни рідкого металу з урахуванням теплофізичних властивостей металу Товщина оплавленого шару на боковій поверхні злитка перевищувала глибину залягання дефектів, яка в, злитках, одержаних методом ЕЛЛ становить 2 6мм Повне оплавлення поверхні злитка виконувалось за 1 оберт Технологічні режими оплавлення злитків титану приведені в табл Таблиця Режими оплавлення зливків титану ШвидПитома по- кість Ширина Глибина КІЛЬКІСТЬ Спосіб Розмір злитВихід приобер- ванни Матеріал тужність Примітка ванни, обертів, І плавки ка, 0 х L, мм датного, % 2 тання кВт/см мм мм шт |хв 1 Прототип 165x970 ВТІ-0 0,26 12 4 3 98,0 пролив 400х1980 ВТІ-0 0,60 12 6 3 99,0 Заявлений 415x330 ПТЗВ 0,75 12 42 12 1 99,8 430х1180 ПТЗВ 0,80 12 45 12 1 99,8 400х1950 ВТІ-0 0,72 12 36 10 1 99,9 400 х 2000 ВТІ-0 0,70 12 ЗО 10 1 99,9 Приведені дані підтверджують досягнення поставленої мети і показують, що використання даного способу дозволяє підвищити вихід придатного металу ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюTryhub Mykola Petrovych, Derecha Oleksandr Yakovych, Kalyniuk Oleksii Mykolaiovych, Zhuk Hennadii Viliorovych
Автори російськоюТригуб Николай Петрович, ДЕРЕЧА Александр Яковлевич, Калынюк Алексей Николаевич, Жук Геннадий Вилиорович
МПК / Мітки
Мітки: злитків, оплавлення, поверхні, циліндричних, спосіб, електронно-променевого
Код посилання
<a href="https://ua.patents.su/2-46061-sposib-elektronno-promenevogo-oplavlennya-poverkhni-cilindrichnikh-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електронно-променевого оплавлення поверхні циліндричних злитків</a>
Спосіб одержання зливків в електронно-променевій установці

Номер патенту: 44741
Опубліковано: 15.03.2002
Автори: ДЕРЕЧА Олександр Якович, Цибань Ігор Володимирович, Жук Генадій Віліорович, ТРИГУБ Микола Петрович
Мітки: зливків, спосіб, установці, одержання, електронно-променевий
Формула / Реферат:
Спосіб отримання злитків в електронно-променевій установці, що включає подачу рідкого металу з проміжного тиглю в кристалізатор та обігрівання металу в проміжному тиглі та кристалізаторі електронними променями, який відрізняється тим, що одночасно з подачею металу в кристалізатор здійснюють обертання злитку під кутом 15...45° до вертикалі в бік місця подачі рідкого металу з проміжного тигля в кристалізатор, при цьому ванну металу в...
Спосіб електронно-променевого наплавлення
Номер патенту: 46128
Опубліковано: 15.05.2002
Автори: Кучук-Яценко Сергій Іванович, ДЕРЕЧА Олександр Якович, ТРИГУБ Микола Петрович, Патон Борис Євгенович
МПК: C22B 9/22, C22B 9/04, B23K 15/00
Мітки: спосіб, електронно-променевого, наплавлення
Формула / Реферат:
1. Спосіб електронно-променевого наплавлення, що включає формування зони оплавлення на поверхні виробу електронним променем з лінійною розгорткою двох або декількох паралельних ліній, подачу матеріалу, який наплавляють, в зону оплавлення першої лінії розгортки і переміщення виробу, який відрізняється тим, що матеріал, який наплавляється, присаджують на поверхню виробу при досягненні температури поверхні (0,90...0,95)Тпл, ...
Спосіб пдп оплавлення поверхні металічних заготовок
Номер патенту: 701
Опубліковано: 15.12.1993
Автори: Толстопятов Костянтин Сергійович, Таранов Михаіл Іванович, Тагер Лев Рафаілович, Латаш Юрій Вадімович, Торхов Генадій Федорович, Кедрін Володимир Ксенофонтович
МПК: C21C 5/56
Мітки: оплавлення, спосіб, поверхні, заготовок, пдп, металічних
Формула / Реферат:
1. Способ плазменнодугового оплавлення поверхности металлических заготовок, включающий образование ванны жидкого металла в контролируемой атмосфере, перемещение плазмотронов и металлической заготовки относительно друг друга, отличающийся тем, что, с целью формирования качественной переплавленной поверхности, предварительно определяют оптимальное давление плазменной дуги изменением ее давления в диапазоне 5—20- 10 Н/м до получения...
Спосіб пдп оплавлення поверхні плоских зливків
Номер патенту: 702
Опубліковано: 15.12.1993
Автори: Торхов Генадій Федорович, Кедрін Володимир Ксенофонтович, Толстопятов Костянтин Сергійович, Тагер Лев Рафаілович, Латаш Юрій Вадімович
МПК: C21C 5/56
Мітки: поверхні, оплавлення, плоских, пдп, спосіб, зливків
Формула / Реферат:
1. Способ плазменнодугового оплавлення поверхности плоских слитков, включаюший колебание плазмотронов по синусоидальному закону симметрично продольной оси слитка, отличающийся тем, что, с целью получения качественной поверхности и макроструктуры поверхностного слоя слитка, оси крайних плазмотронов располагают в одной плоскости на расстоянии друг от друга равном 4,0—4,8 амплитуды их колебания, а ось среднего плазмотрона в плоскости,...
Спосіб електронно-променевого одержання покриттів, вільних від лідерів
Номер патенту: 32758
Опубліковано: 15.04.2002
Автори: Топал Валерій Іванович, Белявін Олександр Федорович, Братусь Василій Яковлевич
МПК: C23C 14/30
Мітки: лідерів, спосіб, одержання, покриттів, вільних, електронно-променевого
Формула / Реферат:
1. Спосіб електронно-променевого одержання покриттів, вільних від лідерів, який включає електронно-променеве нагрівання зливка матеріалу покриття, його випаровування і подальше фізичне осадження парового потоку на нагрітій основі у вакуумі, який відрізняється тим, що випаровують зливок і осаджують паровий потік при температурах осадження Тосадж., швидкостях подачі зливка Vзл. і швидкості осадження парового потоку Vосадж., які вибирають у...
Попередній патент: Реактивний двигун
Наступний патент: Бетонна суміш
Випадковий патент: Пристрій для розкривання м'яких контейнерів