Склад електродного покриття для заварювання дефектів у чавунних виробах
Номер патенту: 46485
Опубліковано: 25.12.2009
Автори: Карпенко Вадим Володимирович, Красовський Сергій Савелович
Формула / Реферат
1. Склад електродного покриття для заварювання дефектів у чавунних виробах, що містить мармур, рутил, плавиковий шпат, феросиліцій, феромарганець, феротитан, гематит і графіт, який відрізняється тим, що додатково містить оксид нікелю, оксид міді, феромолібден і порошок алюмінію у такому співвідношенні компонентів, мас. %:
мармур
18...21
рутил
10...12
феросиліцій
5...6
феромарганець
4...5
феротитан
4...5
залізний порошок
2...3
феромолібден
4...5
оксид міді
5...6
оксид нікелю
6...6,5
оксид хрому
3...3,5
гематит
8...9
графіт
1...1,3
алюмінієвий порошок
4...5
плавиковий шпат
решта.
2. Склад за п. 1, який відрізняється тим, що відношення суми вмісту активних розкислювачів і окислювачів у покритті до суми вмісту усіх компонентів покриття складає 0,37...0,42 %.
Текст
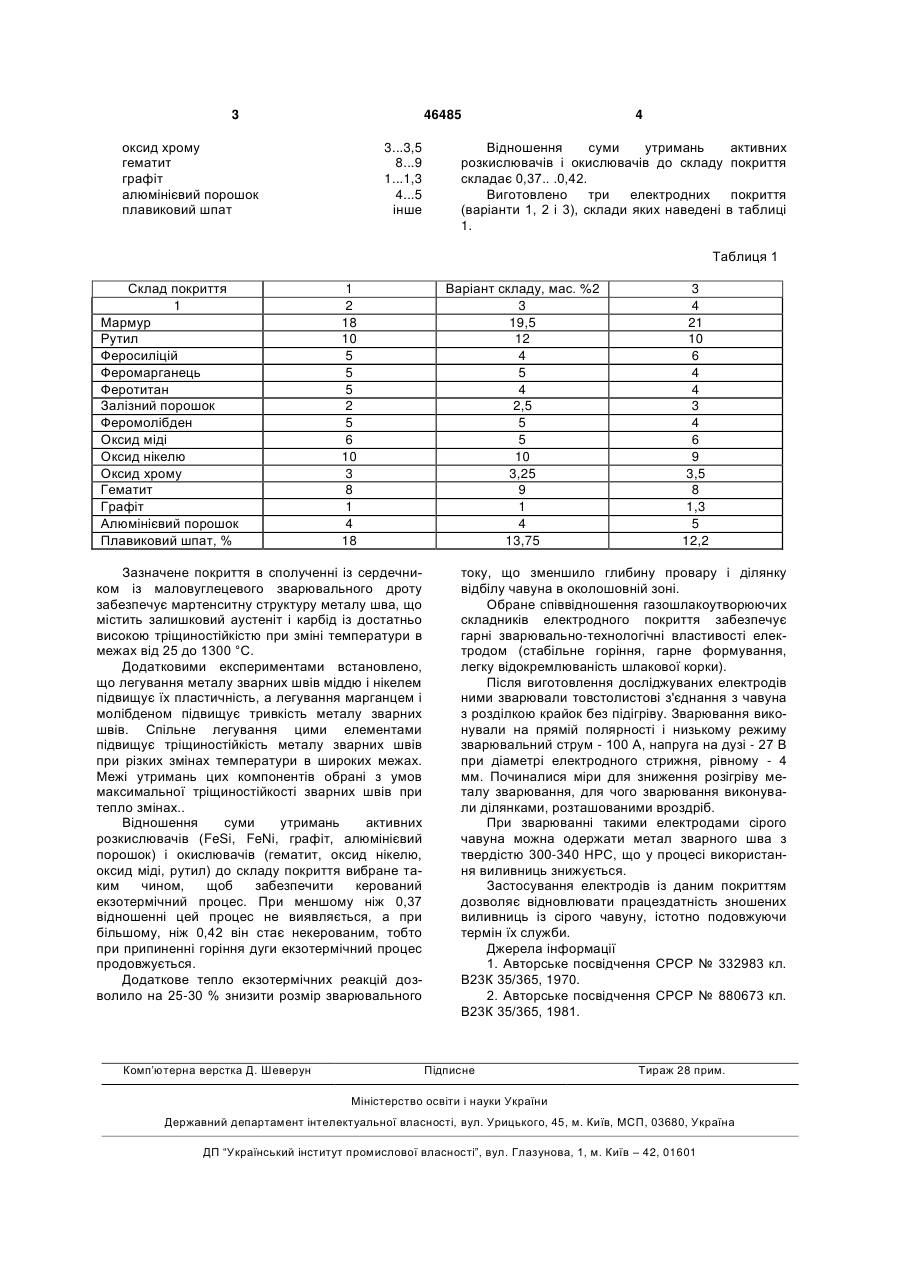
1. Склад електродного покриття для заварювання дефектів у чавунних виробах, що містить мармур, рутил, плавиковий шпат, феросиліцій, феромарганець, феротитан, гематит і графіт, який відрізняється тим, що додатково містить оксид нікелю, оксид міді, феромолібден і порошок алюмінію у такому співвідношенні компонентів, мас. %: мармур 18...21 рутил 10...12 3 46485 оксид хрому гематит графіт алюмінієвий порошок плавиковий шпат 3...3,5 8...9 1...1,3 4...5 інше 4 Відношення суми утримань активних розкислювачів і окислювачів до складу покриття складає 0,37.. .0,42. Виготовлено три електродних покриття (варіанти 1, 2 і 3), склади яких наведені в таблиці 1. Таблиця 1 Склад покриття 1 Мармур Рутил Феросиліцій Феромарганець Феротитан Залізний порошок Феромолібден Оксид міді Оксид нікелю Оксид хрому Гематит Графіт Алюмінієвий порошок Плавиковий шпат, % 1 2 18 10 5 5 5 2 5 6 10 3 8 1 4 18 Зазначене покриття в сполученні із сердечником із маловуглецевого зварювального дроту забезпечує мартенситну структуру металу шва, що містить залишковий аустеніт і карбід із достатньо високою тріщиностійкістю при зміні температури в межах від 25 до 1300 °С. Додатковими експериментами встановлено, що легування металу зварних швів міддю і нікелем підвищує їх пластичність, а легування марганцем і молібденом підвищує тривкість металу зварних швів. Спільне легування цими елементами підвищує тріщиностійкість металу зварних швів при різких змінах температури в широких межах. Межі утримань цих компонентів обрані з умов максимальної тріщиностійкості зварних швів при тепло змінах.. Відношення суми утримань активних розкислювачів (FeSi, FeNi, графіт, алюмінієвий порошок) і окислювачів (гематит, оксид нікелю, оксид міді, рутил) до складу покриття вибране таким чином, щоб забезпечити керований екзотермічний процес. При меншому ніж 0,37 відношенні цей процес не виявляється, а при більшому, ніж 0,42 він стає некерованим, тобто при припиненні горіння дуги екзотермічний процес продовжується. Додаткове тепло екзотермічних реакцій дозволило на 25-30 % знизити розмір зварювального Комп’ютерна верстка Д. Шеверун Варіант складу, мас. %2 3 19,5 12 4 5 4 2,5 5 5 10 3,25 9 1 4 13,75 3 4 21 10 6 4 4 3 4 6 9 3,5 8 1,3 5 12,2 току, що зменшило глибину провару і ділянку відбілу чавуна в околошовній зоні. Обране співвідношення газошлакоутворюючих складників електродного покриття забезпечує гарні зварювально-технологічні властивості електродом (стабільне горіння, гарне формування, легку відокремлюваність шлакової корки). Після виготовлення досліджуваних електродів ними зварювали товстолистові з'єднання з чавуна з розділкою крайок без підігріву. Зварювання виконували на прямій полярності і низькому режиму зварювальний струм - 100 А, напруга на дузі - 27 В при діаметрі електродного стрижня, рівному - 4 мм. Починалися міри для зниження розігріву металу зварювання, для чого зварювання виконували ділянками, розташованими вроздріб. При зварюванні такими електродами сірого чавуна можна одержати метал зварного шва з твердістю 300-340 НРС, що у процесі використання виливниць знижується. Застосування електродів із даним покриттям дозволяє відновлювати працездатність зношених виливниць із сірого чавуну, істотно подовжуючи термін їх служби. Джерела інформації 1. Авторське посвідчення СРСР № 332983 кл. В23К 35/365, 1970. 2. Авторське посвідчення СРСР № 880673 кл. В23К 35/365, 1981. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of electrode flux for welding defects in cast iron articles
Автори англійськоюKrasovskyi Serhii Savelovych, Karpenko Vadym Volodymyrovych
Назва патенту російськоюСостав электродного покрытия для заваривания дефектов в чугунных изделиях
Автори російськоюКрасовский Сергей Савелович, Карпенко Вадим Владимирович
МПК / Мітки
МПК: B23K 35/22
Мітки: електродного, виробах, дефектів, склад, покриття, чавунних, заварювання
Код посилання
<a href="https://ua.patents.su/2-46485-sklad-elektrodnogo-pokrittya-dlya-zavaryuvannya-defektiv-u-chavunnikh-virobakh.html" target="_blank" rel="follow" title="База патентів України">Склад електродного покриття для заварювання дефектів у чавунних виробах</a>
Склад електродного покриття
Номер патенту: 7550
Опубліковано: 15.06.2005
Автори: Кассов Валерій Дмитрович, Бондарев Сергій Володимирович
МПК: B23K 35/40
Мітки: електродного, покриття, склад
Формула / Реферат:
Склад електродного покриття, що містить мармур, плавиковий шпат, феромарганець, феросиліцій, феротитан, який відрізняється тим, що у склад покриття додатково вводиться як отверджувач шлак ферохромового виробництва, при наступному співвідношенні компонентів, ваг. %: мармур 50-53 плавиковий шпат 12-15 кварцовий пісок 7-9 ...
Склад електродного покриття

Номер патенту: 59395
Опубліковано: 15.09.2003
Автори: Рюмін Генадій Володимирович, Іванченко Володмир Миколаїович, Рюмін Володимир Володимирович, Левицький Єфім Львович, Солнцев Леонард Олександрович
МПК: B23K 35/365
Мітки: покриття, склад, електродного
Формула / Реферат:
Склад електродного покриття для наплавки виробів з високомарганцевої сталі, який містить плавиковий шпат, графіт, марганець, слюду, мармур, високовуглецевий ферохром, який відрізняється тим, що додатково містить: карбоксиметилцелюлозу, фероітрій, доломіт, ільменітовий концентрат при такому співвідношенні компонентів, мас.%: 1. Плавиковий шпат 7,0 – 10,7 2. ...
Склад електродного покриття

Номер патенту: 60617
Опубліковано: 15.10.2003
Автори: ДОРОШ СЕРГІЙ ІВАНОВИЧ, Рюмін Геннадій Володимирович, Левицький Юхим Львович, Рюмін Володимир Володимирович, Будьонний Михайло Михайлович, Данільченко Борис Васильович, Солдатов Олександр Іванович
МПК: B23K 35/36
Мітки: покриття, склад, електродного
Формула / Реферат:
Склад електродного покриття, що включає хром металевий, графіт, карбід бору, мармур, який відрізняється тим, що додатково містить силікомарганець, борид титану, алюмінієвий порошок, кальциновану соду і польовий шпат при такому вмісті компонентів, мас. %: хром металевий 61,8-62,5 графіт 6,0 - 7,0 карбід бору 5,1-6,0 мармур ...
Склад електродного покриття
Номер патенту: 32990
Опубліковано: 10.06.2008
Автори: Калін Микола Андрійович, Єфіменко Микола Григорович, Ширяєва Людмила Володимирівна
МПК: B23K 35/365
Мітки: електродного, покриття, склад
Формула / Реферат:
Склад електродного покриття, що містить ільменітовий концентрат, феромарганець, гематит, який відрізняється тим, що додатково містить чавунний порошок, залізний порошок, слюду, деревинне борошно, карбонат металу, вибраний із групи: вапняк, мергель, і компонент, вибраний із групи: цеоліт, кварцовий пісок, при цьому максимальна кількість вмісту чавунного порошку (%ЧП) визначається в залежності від кількості і відношення феромарганцю (%FeMn) до...
Склад електродного покриття

Номер патенту: 46170
Опубліковано: 10.12.2009
Автори: Калін Микола Андрійович, Багров Валерій Анатолійович
МПК: B23K 35/365
Мітки: покриття, електродного, склад
Формула / Реферат:
Склад електродного покриття, що містить графіт, ферохром і карбід бору, який відрізняється тим, що він додатково містить мармур, польовий шпат, силікомарганець, алюміній і соду при наступному співвідношенні компонентів покриття, мас. %: мармур 6-8 польовий шпат 4-6 графіт 5,5-6,5 ферохром 68-72 ...
Попередній патент: Автономна холодильно-теплонасосна система гарячого водопостачання
Наступний патент: Спосіб обробки рідкого металу
Випадковий патент: Пристрій узгодження шлейфів пожежної сигналізації