Спосіб обробки рідкого металу
Номер патенту: 46486
Опубліковано: 25.12.2009
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович

Формула / Реферат
Спосіб обробки рідкого металу в ливарній формі, що включає введення розрахункової кількості модифікатора, лігатури або іншої добавки в розплав за допомогою газифікованої моделі із замішаним порошком, яку розміщують між стояком і живильником на шляху руху рідкого металу до виливка, який відрізняється тим, що газифіковану модель із замішаним порошком вставляють в ливарну форму при формуванні і вона водночас виконує роль проміжної реакційної камери, в якій в процесі заливання протікає переміщування розплаву з частками добавки.
Текст
Спосіб обробки рідкого металу в ливарній формі, що включає введення розрахункової кількості 3 цього для забезпечення і спрощення процесу зборки форми необхідно погоджувати розміри моделі проміжної реакційної камери і газифікованої моделі із замішаним порошком. В основу корисної моделі поставлена задача удосконалення способу внутрішньоформенної обробки металу для забезпечення повного засвоєння модифікатора, лігатури або іншої добавки рідким металом і досягнення відносно рівномірного розподілу її в об'ємі виливка, при одночасному спрощенні і здешевленні модельного комплекту, а також спрощенні процесу виготовлення і зборки ливарної форми. Поставлена задача вирішується тим, що розрахункова кількість модифікатора, лігатури або іншої добавки вводиться в розплав за допомогою газифікованої моделі із замішаним порошком, яка розміщується при формовці ливарної форми (при виготовленні ливарної форми) між стояком і живильником на шляху руху рідкого металу до виливка і водночас виконує роль проміжної реакційної камери, в якій в процесі заливання протікає перемішування розплаву з частками добавки При заливанні металу у форму під дією тепла газифікована (пінополістиролова) модель-вставка газифікується, в результаті чого вивільнюється об'єм, який заповнюється розплавом, де забезпечується змішування розплаву з частками зернистої добавки, які захоплюються потоком металу і переносяться в обсяг виливка і, взаємодіючи з металом, впливають на процес його кристалізації. Гази, що утворюються в процесі газифікації моделі, забезпечують додаткове перемішування часток добавки з розплавом, що сприяє більш повному її засвоєнню металом виливка. Даний спосіб можливо застосовувати для обробки розплаву будь-якими порошкоподібними, зернистими, або гранульованими добавками, у тому числі для графітизуючого, карбідостабілізуючого, сфероїдизуючого та/або зустрічного (двійного) модифікування чавуну в ливарній формі. Розглянемо спосіб на прикладі сфероїдизуючої обробки чавуну усередині ливарної форми, коли подрібнений модифікатор вводиться в розплав за допомогою газифікованої (наприклад зі спіненого полістиролу) моделівставки, яку при формовці розміщують на шляху руху розплаву до виливка між стояком і живильником і яка в процесі заливки форми розплавом одночасно виконує роль проміжної реакційної камери, що підтверджує ефективність модифікування, достатньо високу ступінь засвоєння модифікатора рідким чавуном при одночасному спрощенні конструкції модельного комплекту, процесу формовки і зборки форми. Приклад. Обробку чавуну проводили усередині сирої піщано-глинистої ливарної форми сфероїдизуючим модифікатором, який вводився пінополістироловою моделлю-вставкою, що при 46486 4 виготовленні ливарної форми розміщувалась на шляху руху розплаву до виливка між стояком і живильником і яка одночасно при заливці форми розплавом відігрівала роль реакційної камери. Газифіковану модель-вставку в вигляді циліндра одержували за двухстадійною технологією шляхом спікання в алюмінієвій пресформі в потоці водяного пару попередньо спінених гранул полістиролу з замішеним подрібненим модифікатором. Об'єктом дослідження вибраний експериментальний виливок - «Триступінчаста проба» масою біля 5 кг з товщиною стінок 8, 32 і 64 мм. В якості модифікатора виступав сплав VL63(M) виробництва Німеччини (аналог вітчизняного модифікатора ФСМг5), що містить 45 % Si, 5,9 % Mg, 2,0 % Ca, 0,7 % РЗМ, решта Fe. Кількість модифікатора з розміром часток близько 2,5 мм в пінополістироловій моделі-вставці булла прийнята 1,5% від маси оброблюваного чавуну. Вихідний чавун близького до евтектичного складу виплавляли в індукційній тигельній печі типу ІСТ-006. В якості шихтових матеріалів використовували ливарний доменний чавун, стальний брухт, феросиліцій. Заливку ливарної форми проводили ручним конічним ковшем. Температура заливання металу в ливарну форму складала 1400...1420 С. Якість модифікування оцінювали по структурі чавуну та за остаточним вмістом основного модифікуючого елемента - Mg в перетинах виливків 8, 32 і 64 мм. Як показали проведені експериментальні дослідження після сфероїдизуючого модифікування чавуну в ливарній формі в структурі досліджуваних зразків, вирізаних з різних перетинів виливків (8, 32 і 64 мм) спостерігається утворення включень графіту правильної кулястої форми (бал ШГф5 відповідно ГОСТ 3443-87) рівномірно розподілених у площині шліфа з балом ШГрІ. З ростом перетину виливка спостерігається незначне збільшення розміру глобулярних включень графіту від балу ШГд15 в перетині виливка 8 мм до балу ШГд45 в перетині 64 мм при одночасному збільшенні їх кількості від 6 % (бал ШГ6) в перетині 8 мм до 10 – 12 % - відповідно в перетинах 32 і 64 мм. Мікроструктура зразків - ферритоперлітна зі збільшенням долі фериту з ростом товщини стінки виливка. Також відзначено, що після реалізації пропонованого способу модифікатор газифікованої моделі з реакційної камери цілком віднесений розплавом і залишковий вміст Mgзал у чавуні знаходився на рівні 0,029...0,035 % (мас.). Джерела інформації: 1. McCaulay J.L. Production ofnodulagraphite iron casting by the inmold-process. -Foundry trade journal, 1971, №4, p. 327-332, 335. 2. Деклараційний патент на винахід №44410 А 2000063762 B22D 27/20/ Спосіб обробки рідкого металу / Мандрік Є.А., Пушкаренко О.В., Тупчієнко B.I., Чащін І.М. -Заявл. 27.06.2000; опубл. 15.02.2002. Бюл. № 2. 5 46486 3. Деклараційний патент на корисну модель № 13646 U 2005 09284, B22D27/00. Спосіб обробки рідкого металу в ливарній формі / Фесенко А. М., Комп’ютерна верстка Д. Шеверун 6 Фесенко М. А. - Заявл. 03.10.2005 ; опубл. 17.04.2006. Бюл. № 4. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of processing liquid metal
Автори англійськоюFesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych
Назва патенту російськоюСпособ обработки жидкого металла
Автори російськоюФесенко Анатолий Николаевич, Фесенко Максим Анатольевич
МПК / Мітки
МПК: B22D 27/00
Мітки: обробки, рідкого, металу, спосіб
Код посилання
<a href="https://ua.patents.su/3-46486-sposib-obrobki-ridkogo-metalu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки рідкого металу</a>
Спосіб обробки рідкого металу в ливарній формі
Номер патенту: 13646
Опубліковано: 17.04.2006
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: металу, форми, ливарний, обробки, спосіб, рідкого
Формула / Реферат:
Спосіб обробки рідкого металу в ливарній формі, у якому розрахункова кількість модифікатора або лігатури вводиться в розплав за допомогою газифікованої моделі, який відрізняється тим, що газифікована модель із замішаним порошком розміщується в спеціальній реакційній камері, розташованій між стояком і живильником на шляху руху рідкого металу.
Спосіб обробки рідкого металу
Номер патенту: 44410
Опубліковано: 15.02.2002
Автори: Пушкаренко Олена Вікторовна, Мандрік Євген Андрійович, Чащін Іван Миколайович, Тупчиєнко Віталій Іванович
МПК: B22D 27/20
Мітки: металу, обробки, рідкого, спосіб
Формула / Реферат:
Спосіб обробки рідкого металу у ливарній формі, наприклад, за принципом внутрішньоформеного модифікування, який відрізняється тим, що порошок модифікатора у заданій кількості вводять у розплав за допомогою піномоделі, яка у вигляді циліндра або патрона розміщується у стояку ливникової системи над зумпфом.
Установка для моделювання процесів внутрішньоформної обробки рідкого металу
Номер патенту: 20297
Опубліковано: 15.01.2007
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: внутрішньоформної, металу, рідкого, моделювання, установка, обробки, процесів
Формула / Реферат:
Установка для моделювання процесів внутрішньоформної обробки рідкого металу, яка має ливниковий канал, що складається з ливникової чаші або лійки (стакана), стояка, шлаковловлювача і живильників, яка відрізняється тим, що у її конструкції передбачена ливарна форма, виконана у вигляді плоского осьового перерізу виливка і складається з прозорих передньої і задньої стінок, змінного нижнього піддона і торцевих змінних стінок, що моделюють...
Спосіб обробки рідкого металу
Номер патенту: 69091
Опубліковано: 16.08.2004
Автори: Біленький Давид Миронович, Сичевський Анатолій Антонович, Федоров Андрій Олександрович, Нарівський Анатолій Васильович, Найдек Володимир Леонтійович, Ганжа Микола Сергійович
Мітки: металу, спосіб, рідкого, обробки
Формула / Реферат:
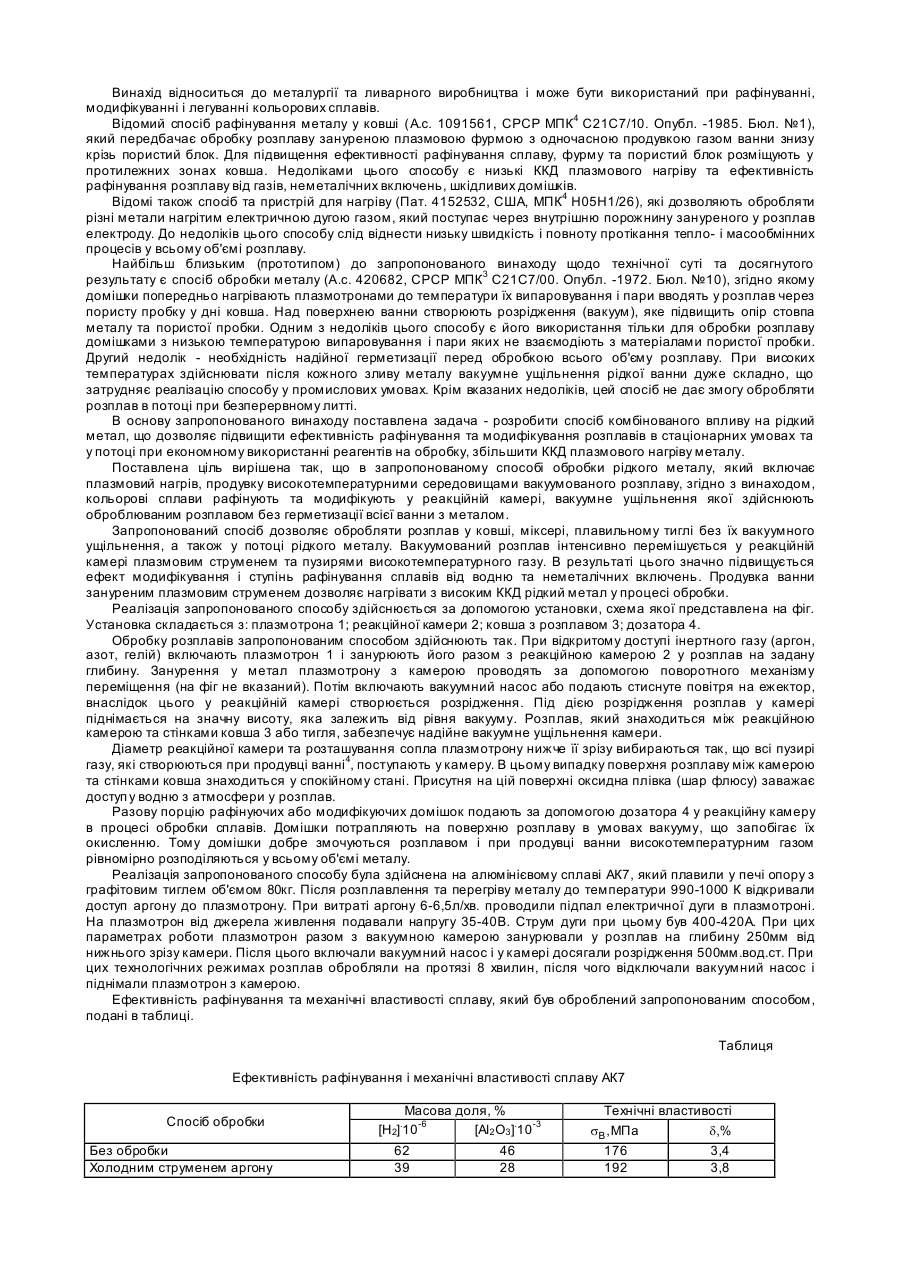
Спосіб обробки рідкого металу, що включає плазмовий нагрів та рафінування і модифікування шляхом продувки високотемпературними середовищами вакуумованого розплаву, який відрізняється тим, що кольорові сплави рафінують та модифікують у реакційній камері, вакуумне ущільнення якої здійснюють оброблюваним розплавом.
Спосіб обробки рідкого металу

Номер патенту: 59393
Опубліковано: 15.09.2003
Автори: Мельцер Герман Давидович, Леус Надія Андріївна, Зінченко Артем Валерійович
МПК: B22D 7/00, B22D 27/08
Мітки: рідкого, спосіб, обробки, металу
Формула / Реферат:
1. Спосіб обробки рідкого металу, при якому занурюють в розплав металевий стрижень та охолоджують його водою з наданням коливань для переводу кірки, що намерзає на стрижень, в розплав, який відрізняється тим, що коливанням стрижня надають зворотно-обертальної форми навколо його поздовжньої осі.2. Спосіб обробки рідкого металу за п. 1, який відрізняється тим, що амплітуду коливань беруть в межах 5°-180°.3. Спосіб обробки рідкого...
Попередній патент: Склад електродного покриття для заварювання дефектів у чавунних виробах
Наступний патент: Золотник системи керування пароповітряним молотом
Випадковий патент: Спосіб оцінки ефективності функціонування багатоагентної системи управління