Склад електродного покриття
Номер патенту: 32990
Опубліковано: 10.06.2008
Автори: Калін Микола Андрійович, Єфіменко Микола Григорович, Ширяєва Людмила Володимирівна
Формула / Реферат
Склад електродного покриття, що містить ільменітовий концентрат, феромарганець, гематит, який відрізняється тим, що додатково містить чавунний порошок, залізний порошок, слюду, деревинне борошно, карбонат металу, вибраний із групи: вапняк, мергель, і компонент, вибраний із групи: цеоліт, кварцовий пісок, при цьому максимальна кількість вмісту чавунного порошку (%ЧП) визначається в залежності від кількості і відношення феромарганцю (%FeMn) до ільменітового концентрату (%Ільм.) у складі покриття по формулі:
при наступному співвідношенні компонентів, мас. %:
ільменітовий концентрат
35-45
карбонат металу, вибраний із групи:
вапняк, мергель
4,5-6
гематит
2,5-3,5
компонент, вибраний із групи: цеоліт, кварцовий пісок
1,5-2,5
феромарганець
15-20
слюда
8-12
чавунний порошок
7-12
залізний порошок
8-13
деревинне борошно
1-3.
Текст
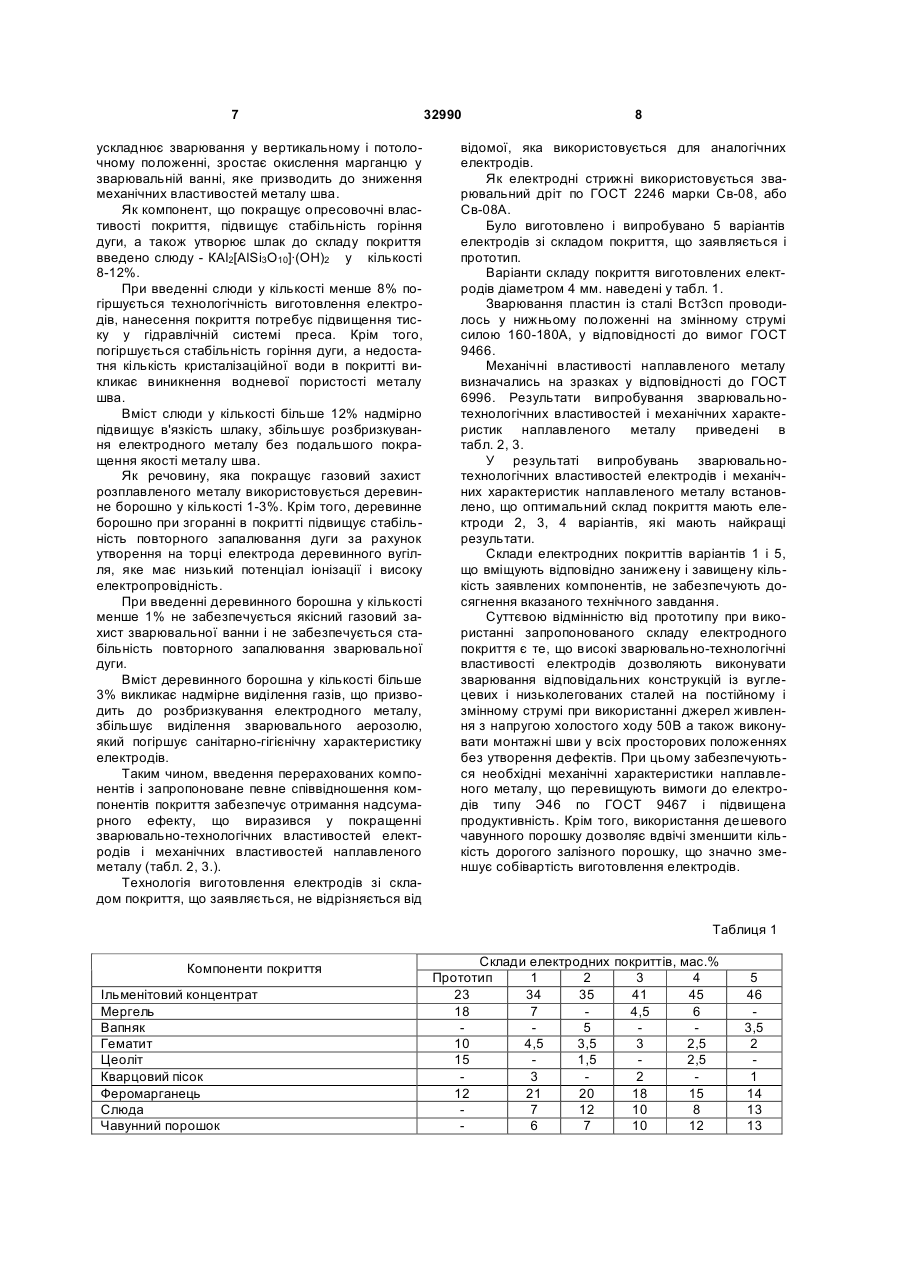
Склад електродного покриття, що містить ільменітовий концентрат, феромарганець, гематит, який відрізняється тим, що додатково містить чавунний порошок, залізний порошок, слюду, деревинне борошно, карбонат металу, вибраний із групи: вапняк, мергель, і компонент, вибраний із групи: цеоліт, кварцовий пісок, при цьому максимальна кількість вмісту чавунного порошку (%ЧП) визначається в залежності від кількості і відношення феромарганцю (%FeMn) до ільменітового концентрату (%Ільм.) у складі покриття по формулі: Корисна модель належить до області зварювального виробництва, зокрема до складу електродних покриттів, які використовуються для зварювання вуглецевих та низьколегованих конструкційних сталей. У зварювальному виробництві відомі склади рутилових, рутил карбонатних, рутилалюмосилікатних та ільменітових покриттів, наприклад електродів марок АНО-4, МР-3, ОЗС-4, АНО-21, АНО-6 та ін., а також склади електродних покриттів по авторським свідоцтвам [1-3], які вміщують рутиловий та ільменітовий концентрат, карбонати металу (мармур, магнезит), різні алюмосилікати (польовий шпат, слюду, тальк), соду, феромарганець, органічні речовини (целюлозу, крохмаль, деревинне борошно), калієво-натрієве рідке скло та інші компоненти. Найбільш близьким по складу компонентів до складу, що заявляється, і взяте як прототипу є покриття [4], яке вміщує наступні компоненти, в мас.%: титановмісний компонент, що вибраний із групи: рутиловий концентрат, ільменітовий 21концентрат 53,5 гематит 4-10 мергель 15-25 цеоліт 5-15 феромарганець 10-20 феросиліцій 1-5 сода 0,5-2 компонент, вибраний з групи: каолін, бентоніт, вогнетривка глина 2-6 сухий залишок калієво-натрієвого силікату 9-12. Електродне покриття рутил карбонатного виду, призначене для виробництва зварювальних електродів, які використовуються для зварювання відповідальних конструкцій із вуглецевих і низьколегованих сталей на постійному та змінному струмі у всіх просторових положеннях. По механічним властивостям наплавленого металу електроди відносяться до типу Э46 по ГОСТ 9467. Недоліком аналогічних електродів, у тому числі і прототипа, є недостатньо стабільне повторне запалювання електрода, що ускладнює зварювання в монтажних умовах при зварювання коротких швів, а також неможливість зварювання в промислових і побутових умовах з використанням транс %ЧП = %FeMn %Ільм. , 0,006 0,12 - 0,137 (19) UA (11) 32990 (13) U при наступному співвідношенні компонентів, мас.%: ільменітовий концентрат 35-45 карбонат металу, вибраний із групи:вапняк, мергель 4,5-6 гематит 2,5-3,5 компонент, вибраний із групи: цеоліт, кварцовий пісок 1,5-2,5 феромарганець 15-20 слюда 8-12 чавунний порошок 7-12 залізний порошок 8-13 деревинне борошно 1-3. 3 форматорів, що мають напругу холостого ходу 50В. Це не дозволяє використовувати згадані електроди для зварювання в монтажних і побутових умовах. Основними причинами, по яким в аналогах і прототипі неможливо отримати технічний результат, що досягається винаходом, є недосконала система розкислення і газо шлакова система покриття електродів, що не дозволяє отримати якісний метал шва і стабільне повторне запалювання дуги при зварюванні на монтажі короткими швами і при використанні джерел змінного струму з напругою холостого ходу 50В. Технічним завданням корисної моделі є створення електрода для зварювання низько вуглецевих і низьколегованих сталей в монтажних умовах, при використанні джерел змінного струму з напругою холостого ходу 50В, що забезпечуються за рахунок зміни системи розкислення, шлакової і газової системи захисту металу шва компонентами електродного покриття. Вирішення поставленного завдання досягається тим, що для оптимізації системи розкислення і газо шлакової системи покриття в його склад, що містить ільменітовий концентрат, феромарганець, мергель, гематит, цеоліт додатково вводять чавунний порошок, залізний порошок, деревинне борошно, слюду, карбонат металу - вибраний із групи: вапняк, мергель, і компонент, вибраний із групи: кварцевий пісок, цеоліт, при цьому максимальна кількість чавунного порошку, в залежності від кількості і відношення введеного ферромарнцю до ільменітового концентрату, визначається по формулі: %ЧП = %FeMn %Ільм. 0,006 0,12 - 0,137 при наступному співвідношенні компонентів покриття, в мас.: ільменітовий концентрат 35-45 карбонат металу, вибраний із групи: вапняк, мергель 4,5-6 феромарганець 15-20 чавунний порошок 7-12 залізний порошок 8-13 слюда 8-12 компонент, вибраний із групи: кварцовий пісок, цеоліт 1,5-2,5 гематит 2,5-3,5 деревинне борошно 1-3. Новим, у порівнянні з прототипом, є введення до складу покриття чавунного порошку 7-12%, залізного порошку 8-13%, деревинного борошна 13% слюди 8-12%, а також введення в якості карбонату метала компонента, вибраного з групи: вапняк, мергель 4,5-6% і компоненту, вибраного з групи: кварцовий пісок, цеоліт 1,5-2,5%, при цьому максимальна кількість чавунного порошку береться з розрахунку кількості і відношення феромарганцю до ільменітового концентрату, що містяться в електродному покритті, по формулі: %ЧП = %FeMn %Ільм. 0,006 0,12 - 0,137 32990 4 Істотність відмін складу покриття, що заявляється полягає в невідомості використання в ньому чавунного порошку в якості розкислювача і наповнювача електродного покриття, що забезпечує додаткове розкислення металу шва, підвищення його якості і стабільне повторне запалювання дуги. Крім того, невідомим є залежність максимальної кількості чавунного порошку, що вводиться в покриття, від вмісту і відношення в ньому феромарганцю і ільменітового концентрату, яка заявляється у вигляді формули: %ЧП = %FeMn %Ільм. 0,006 0,12 - 0,137 Чавунний порошок отримують шляхом розмолу стружки сірого чавуну у шаровому млині і просіву її через сито №0315 по ГОСТ 6613. Чавунний порошок вводиться до складу електродного покриття у кількості 7-12%, як сплав Fe-C, який містить зв'язаний вуглець. Він виконує роль розкислювача металу крапель і зварювальної ванни при плавленні електрода. Додаткове розкислення вуглецем зменшує кількість кисню і неметалічних включень у наплавленому металі, що підвищує механічні властивості металу шва. Крім того, залізо, що утворюється під час плавлення електродів, надає покриттю властивостей електропровідності, тим самим покращуючи повторне запалення електродів, а також збільшує їх продуктивність. Максимальна кількість чавунного порошку, яку можна ввести до складу покриття, обмежується залишковим вмістом вуглецю в наплавленому металі, що становить величину не більше 0,12%. Залишкова кількість вуглецю в наплавленому металі залежить від окислювального потенціалу покриття, яке в свою чергу залежить від вмісту ільменітового концентрату і ступеню розкислення металу шва, обумовленого наявністю феромарганцю у складі електродного покриття. Максимальна кількість чавунного порошку у конкретному складі покриття визначається в залежності від вмісту і відношення кількості феромарганцю до кількості ільменітового концентрату в покритті, по формулі : %ЧП = %FeMn %Ільм. 0,006 0,12 - 0,137 Введення чавунного порошку до складу покриття в кількості менше 7% не забезпечує повного розкислення металу шва і стабільного повторного запалювання електрода при використанні джерела змінного струму з напругою холостого ходу 50В. Крім того, не забезпечується помітне підвищення продуктивності електродів. При введенні чавунного порошку у склад покриття в кількості більше 12% спостерігається збільшення вмісту вуглецю в наплавленому металі понад 0,12%, що може привести до утворення гарячих тріщин в металі шва, а також пороутворенню за рахунок окислення вуглецю у зварювальній ванні, з виділенням CO. Залізний порошок по ГОСТ 9849 вводиться до складу електродного покриття у кількості 8-13% з метою зниження температури плавлення покриття, підвищення продуктивності зварювання і полегшення повторного запалювання електрода. 5 При вмісті залізного порошку у кількості менше 8% не відбувається суттєвого зниження температури плавлення покриття, продуктивності зварювання і стабільного запалювання дуги. Введення залізного порошку у кількості більше 13% робить покриття легкоплавким і електропровідним, що не забезпечує універсальності електродів, особливо при зварюванні в монтажних умовах. Вапняк, або мергель вводяться до складу покриття в кількості 4-6%. Вони відносяться до групи карбонатів металу. Зокрема мергель - осадкова глинисто-карбонатна гірська порода, що вміщує 50-70% карбонатних мінералів (кальциту, доломіту) і 25-50% глинистих мінералів. Вапняк - карбонатний мінерал, що містить ∑(СаО+MgO) - 55,5%, MgO - 1,9%, SiO2 - 1,5%, S
ДивитисяДодаткова інформація
Назва патенту англійськоюComposition of electrode coating
Автори англійськоюKalin Mykola Andriiovych, Yefimenko Mykola Hryhorovych, Shyriaieva Liudmyla Volodymyrivna
Назва патенту російськоюСостав электродного покрытия
Автори російськоюКалин Николай Андреевич, Ефименко Николай Григорьевич, Ширяева Людмила Владимирівна
МПК / Мітки
МПК: B23K 35/365
Мітки: покриття, електродного, склад
Код посилання
<a href="https://ua.patents.su/5-32990-sklad-elektrodnogo-pokrittya.html" target="_blank" rel="follow" title="База патентів України">Склад електродного покриття</a>
Склад електродного покриття

Номер патенту: 50758
Опубліковано: 15.11.2002
Автори: Єфіменко Микола Григорович, Калін Микола Андрійович
МПК: B23K 35/365
Мітки: електродного, склад, покриття
Формула / Реферат:
Склад електродного покриття, переважно для зварювання вуглецевих і низьколегованих сталей, що містить ільменітовий концентрат, феромарганець, тальк, карбонат металу, який відрізняється тим, що він додатково містить чавун, деревинне борошно, компонент, що містить двоокис кремнію, вибраний із групи: кварцовий пісок, цеоліт, вогнетривку глину, компонент, вибраний із групи: вапняк, мергель, при наступному співвідношенні компонентів, мас. %: ...
Склад електродного покриття “елод-1″

Номер патенту: 55492
Опубліковано: 15.04.2003
Автори: Панін Олексій Дмитрович, Стеблянко Борис Максимович, Солодько Костянтин Олександрович
МПК: B23K 35/365
Мітки: покриття, електродного, склад, елод-1
Формула / Реферат:
Склад електронного покриття для зварювання низьковуглецевих марок сталей, який містить ільменітовий концентрат, слюдяний продукт молотий, польовий шпат та феромарганець, який відрізняється тим, що додатково містить марганцеву руду, доломіт, глинозем, соду, торф, пральний порошок при такому співвідношенні компонентів, ваг. %: Ільменітовий концентрат 20-36 Феромарганець 8-22 ...
Склад електродного покриття

Номер патенту: 59395
Опубліковано: 15.09.2003
Автори: Іванченко Володмир Миколаїович, Солнцев Леонард Олександрович, Рюмін Генадій Володимирович, Левицький Єфім Львович, Рюмін Володимир Володимирович
МПК: B23K 35/365
Мітки: склад, електродного, покриття
Формула / Реферат:
Склад електродного покриття для наплавки виробів з високомарганцевої сталі, який містить плавиковий шпат, графіт, марганець, слюду, мармур, високовуглецевий ферохром, який відрізняється тим, що додатково містить: карбоксиметилцелюлозу, фероітрій, доломіт, ільменітовий концентрат при такому співвідношенні компонентів, мас.%: 1. Плавиковий шпат 7,0 – 10,7 2. ...
Склад електродного покриття

Номер патенту: 60617
Опубліковано: 15.10.2003
Автори: Левицький Юхим Львович, Данільченко Борис Васильович, Солдатов Олександр Іванович, Рюмін Геннадій Володимирович, Будьонний Михайло Михайлович, Рюмін Володимир Володимирович, ДОРОШ СЕРГІЙ ІВАНОВИЧ
МПК: B23K 35/36
Мітки: електродного, покриття, склад
Формула / Реферат:
Склад електродного покриття, що включає хром металевий, графіт, карбід бору, мармур, який відрізняється тим, що додатково містить силікомарганець, борид титану, алюмінієвий порошок, кальциновану соду і польовий шпат при такому вмісті компонентів, мас. %: хром металевий 61,8-62,5 графіт 6,0 - 7,0 карбід бору 5,1-6,0 мармур ...
Склад електродного покриття
Номер патенту: 7550
Опубліковано: 15.06.2005
Автори: Кассов Валерій Дмитрович, Бондарев Сергій Володимирович
МПК: B23K 35/40
Мітки: електродного, склад, покриття
Формула / Реферат:
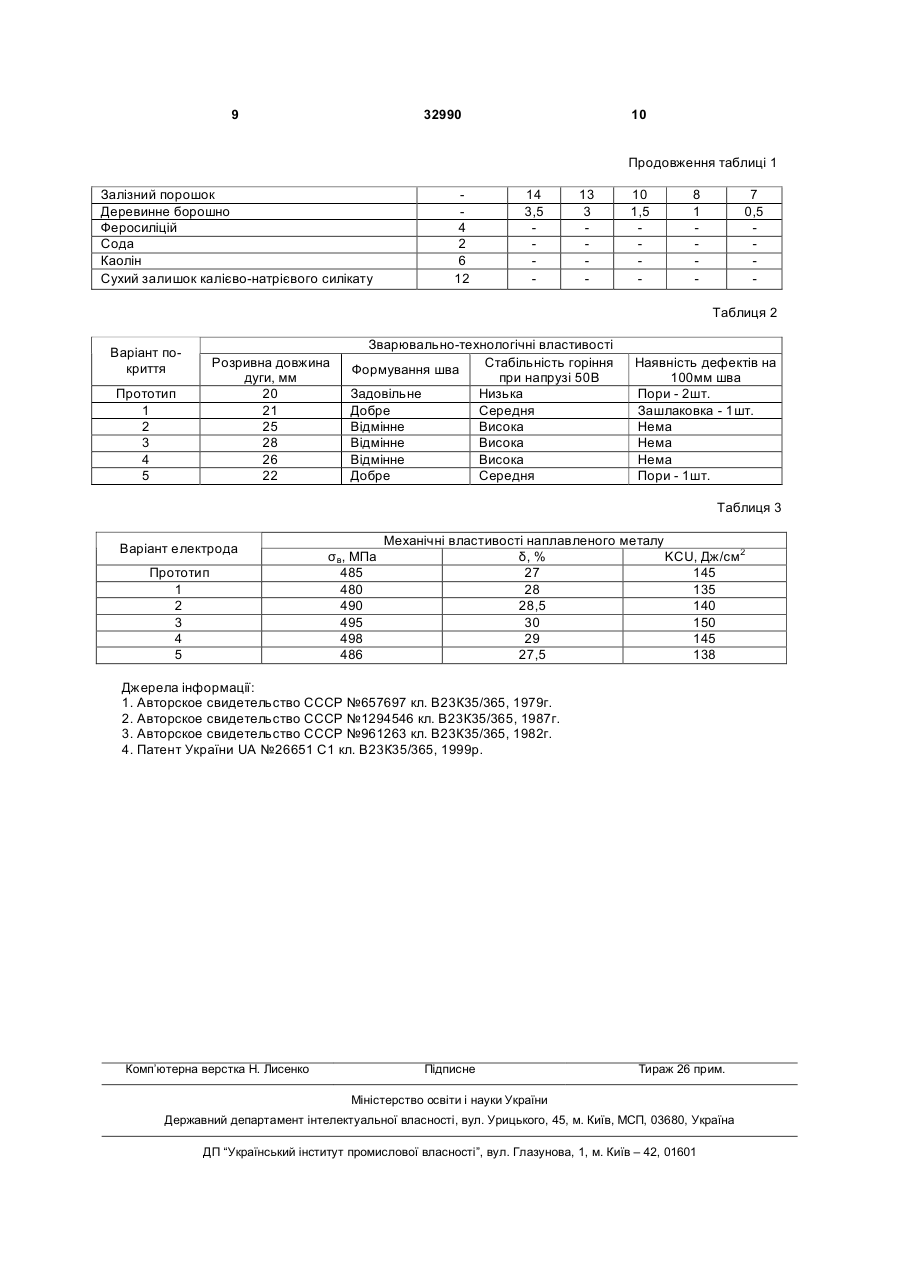
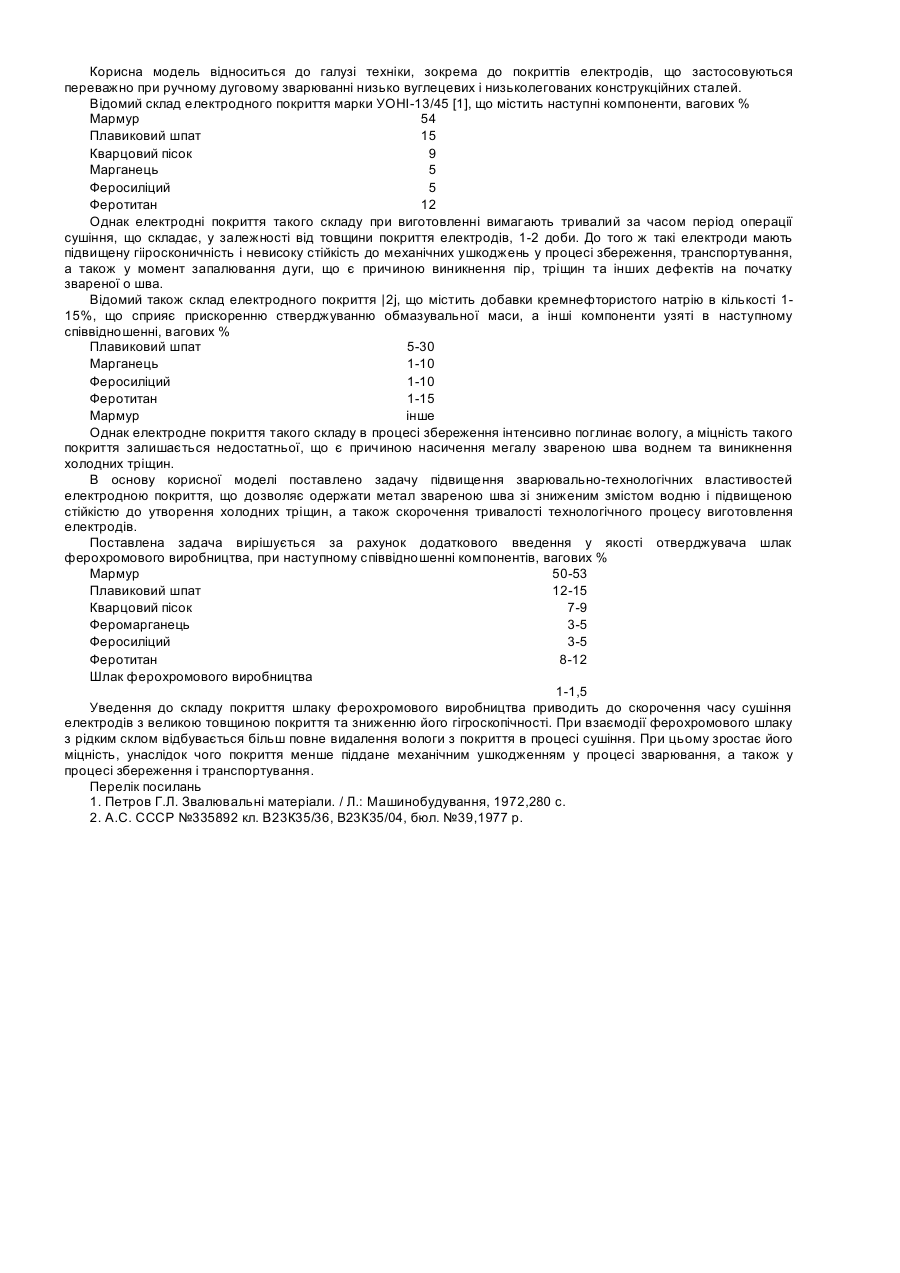
Склад електродного покриття, що містить мармур, плавиковий шпат, феромарганець, феросиліцій, феротитан, який відрізняється тим, що у склад покриття додатково вводиться як отверджувач шлак ферохромового виробництва, при наступному співвідношенні компонентів, ваг. %: мармур 50-53 плавиковий шпат 12-15 кварцовий пісок 7-9 ...
Попередній патент: Спосіб попередження спазму шийки матки великої рогатої худоби при маніпуляціях з нею
Наступний патент: Циклонний теплообмінник обертової печі
Випадковий патент: Пристрій для контролю переміщень трубопроводів