Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту
Формула / Реферат
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні кочення колеса шляхом наплавлення на неї металу і видалення металу з відновлюваної поверхні кочення колеса до одержання заданого профілю, який відрізняється тим, що необхідну температуру зношеної поверхні кочення колеса забезпечують шляхом додаткового технологічного наплавлення металу на частину поверхні колеса, що примикає до нарощуваної частини поверхні кочення, після чого продовжують наплавлення металу на нарощувану частину поверхні кочення, а видалення металу до одержання заданого розміру профілю поверхні кочення колеса здійснюють з всієї поверхні з видаленням металу технологічного наплавлення.
Текст
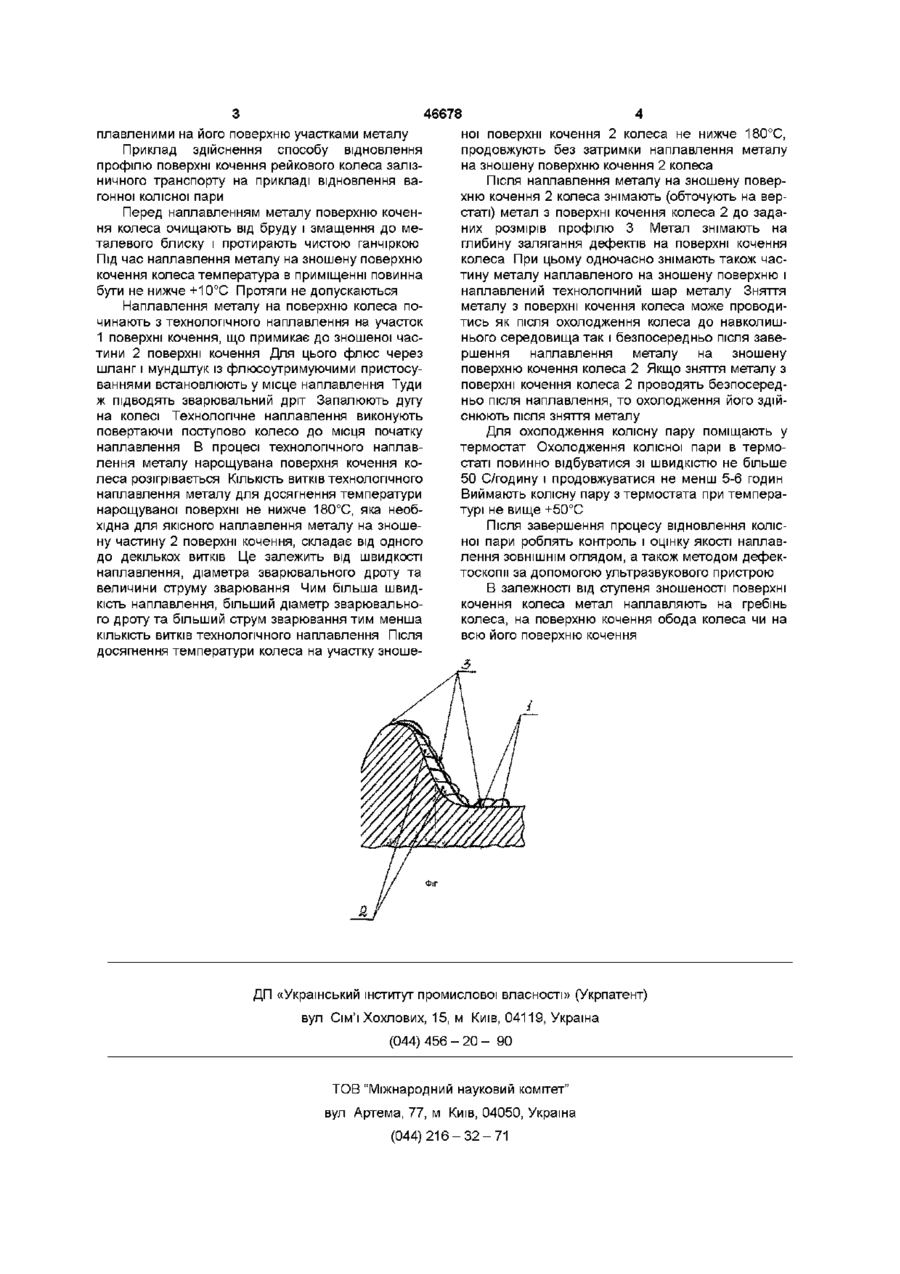
Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні кочення колеса шляхом наплавлення на неї металу і видалення металу з відновлюваної поверхні кочення колеса до одержання заданого профілю, який відрізняється тим, що необхідну температуру зношеної поверхні кочення колеса забезпечують шляхом додаткового технологічного наплавлення металу на частину поверхні колеса, що примикає до нарощуваної частини поверхні кочення, після чого продовжують наплавлення металу на нарощувану частину поверхні кочення, а видалення металу до одержання заданого розміру профілю поверхні кочення колеса здійснюють з всієї поверхні з видаленням металу технологічного наплавлення Спосіб відноситься до області транспортних засобів, зокрема до ремонту зношених коліс рейкового транспорту Спосіб може бути використаний також для ремонту інших коліс у яких має місце знос їхньої робочої поверхні Відомий спосіб відновлення поверхні кочення колеса рейкового транспорту, що включає нагрівання поверхні кочення колеса індукційним нагрівачем НПО 7 16 00 000 ТИ-2-100/10 до температури не нижче 180°С, наплавлення на зношену поверхню кочення колеса металу під флюсом, наступне охолодження колеса до температури навколишнього середовища і зняття металу з поверхні кочення колеса до одержання заданого профілю (див , наприклад, «Технологическая инструкция по восстановлению наплавкой под флюсом гребней цельнокатанных вагонных колес на установке УНГ-1», ТИ-5-02-96) Недоліком відомого способу є необхідність виконання окремої операції по нагріванню поверхні кочення колеса перед наплавленням металу на зношену поверхню кочення і використання для цієї мети спеціального устаткування -Індукційного нагрівача Це ускладнює процес та збільшує час відновлення поверхні кочення колеса а також збільшує його собівартість Завданням винаходу є створення способу відновлення профілю поверхні кочення колеса рейкового транспорту, в якому нагрівання зношеної поверхні кочення колеса здійснюють без виконання додаткової для цього операції і без використан ня спеціального устаткування, що спрощує процес та зменшує час відновлення профілю поверхні кочення колеса а також зменшує його собівартість Поставлене завдання вирішується за рахунок того, що в способі відновлення профілю поверхні кочення колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні кочення колеса шляхом наплавлення на неї металу і видалення металу з поверхні кочення колеса до одержання заданого розміру профілю , необхідну температуру зношеної поверхні кочення колеса забезпечують шляхом додаткового технологічного наплавлення металу на частину поверхні колеса, що примикає до нарощуваної частини поверхні кочення, після чого продовжують наплавлення металу на нарощувану частину поверхні кочення, а видалення металу з поверхні кочення колеса до одержання заданого розміру його профілю здійснюють з всієї поверхні з видаленням металу технологічного наплавлення В запропонованому способі попереднє нагрівання зношеної поверхні кочення колеса зо допомогою технологічного наплавлення металу і наплавлення металу на зношену поверхню кочення колеса здійснюють як одну операцію, що дозволяє спростити процес та зменшити час відновлення профілю поверхні кочення колеса При цьому відпадає необхідність в використанні додаткового устаткування - індукційного нагрівача Суть винаходу пояснюється кресленням, на якому зображено профіль кочення колеса з на 00 1^ (О (О 46678 плавленими на його поверхню участками металу Приклад здійснення способу відновлення профілю поверхні кочення рейкового колеса залізничного транспорту на прикладі відновлення вагонної колісної пари Перед наплавленням металу поверхню кочення колеса очищають від бруду і змащення до металевого блиску і протирають чистою ганчіркою Під час наплавлення металу на зношену поверхню кочення колеса температура в приміщенні повинна бути не нижче +10°С Протяги не допускаються Наплавлення металу на поверхню колеса починають з технологічного наплавлення на участок 1 поверхні кочення, що примикає до зношеної частини 2 поверхні кочення Для цього флюс через шланг і мундштук із флюсоутримуючими пристосуваннями встановлюють у місце наплавлення Туди ж підводять зварювальний дріт Запалюють дугу на колесі Технологічне наплавлення виконують повертаючи поступово колесо до місця початкунаплавлення В процесі технологічного наплавлення металу нарощувана поверхня кочення колеса розігрівається КІЛЬКІСТЬ ВИТКІВ технологічного наплавлення металу для досягнення температури нарощуваної поверхні не нижче 180°С, яка необхідна для якісного наплавлення металу на зношену частину 2 поверхні кочення, складає від одного до декількох витків Це залежить від швидкості наплавлення, діаметра зварювального дроту та величини струму зварювання Чим більша швидкість наплавлення, більший діаметр зварювального дроту та більший струм зварювання тим менша КІЛЬКІСТЬ витків технологічного наплавлення Після досягнення температури колеса на участку зноше ної поверхні кочення 2 колеса не нижче 180°С, продовжують без затримки наплавлення металу на зношену поверхню кочення 2 колеса Після наплавлення металу на зношену поверхню кочення 2 колеса знімають (обточують на верстаті) метал з поверхні кочення колеса 2 до заданих розмірів профілю 3 Метал знімають на глибину залягання дефектів на поверхні кочення колеса При цьому одночасно знімають також частину металу наплавленого на зношену поверхню і наплавлений технологічний шар металу Зняття металу з поверхні кочення колеса може проводитись як після охолодження колеса до навколишнього середовища так і безпосередньо після завершення наплавлення металу на зношену поверхню кочення колеса 2 Якщо зняття металу з поверхні кочення колеса 2 проводять безпосередньо після наплавлення, то охолодження його здійснюють після зняття металу Для охолодження колісну пару поміщають у термостат Охолодження колісної пари в термостаті повинно відбуватися зі швидкістю не більше 50 С/годину і продовжуватися не менш 5-6 годин Виймають колісну пару з термостата при температурі не вище +50°С Після завершення процесу відновлення колісної пари роблять контроль і оцінку якості наплавлення ЗОВНІШНІМ оглядом, а також методом дефектоскопи за допомогою ультразвукового пристрою В залежності від ступеня зношеності поверхні кочення колеса метал наплавляють на гребінь колеса, на поверхню кочення обода колеса чи на всю його поверхню кочення ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: рейкового, спосіб, профілю, колеса, відновлення, поверхні, транспорту, кочення
Код посилання
<a href="https://ua.patents.su/2-46678-sposib-vidnovlennya-profilyu-poverkhni-kochennya-kolesa-rejjkovogo-transportu.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення профілю поверхні кочення колеса рейкового транспорту</a>
Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту
Номер патенту: 46677
Опубліковано: 15.05.2002
Автор: Матвєєв Володимир Валентинович
Мітки: зношеного, гребеня, транспорту, спосіб, профілю, відновлення, колеса, рейкового
Формула / Реферат:
Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту, що включає нарощування нагрітої до заданої температури зношеної поверхні гребеня колеса шляхом наплавлення на неї металу і видалення металу з всієї поверхні кочення колеса до одержання заданого розміру профілю кочення, який відрізняється тим, що перед наплавленням металу на зношену поверхню гребеня колеса видаляють метал з поверхні кочення обода колеса до основи гребеня...
Спосіб відновлення поверхні катання коліс рейкового транспорту

Номер патенту: 44373
Опубліковано: 15.02.2002
Автор: Матвєєв Володимир Валентинович
МПК: C21D 9/34
Мітки: коліс, рейкового, поверхні, катання, спосіб, транспорту, відновлення
Формула / Реферат:
1. Спосіб відновлення профілю поверхні катання коліс рейкового транспорту, що включає нарощування на нагріту відновлювану поверхню катання металу шляхом наплавлення і видалення з охолодженої до температури навколишнього середовища відновлюваної поверхні металу до одержання заданого профілю поверхні катання, який відрізняється тим, що перед наплавленням металу на відновлювану поверхню катання колеса її піддають термообробці шляхом відпалу на...
Фасонна фреза для відновлення профілю колеса рухомого складу залізничного транспорту
Номер патенту: 25091
Опубліковано: 30.10.1998
Автори: Лишаєв Георгій Петрович, Сергієнко Микола Іванович, Колот Олександр Володимирович, Малиновський Михайло Данилович, Колот Володимир Олександрович, Коротун Сергій Анатолійович
МПК: B23C 5/02
Мітки: фреза, транспорту, залізничного, колеса, складу, відновлення, фасонна, рухомого, профілю
Формула / Реферат:
Фасонная фреза для восстановления профиля колеса подвижного состава железнодорожного транспорта, содержания корпус с ножами, в которых рядами установлены цилиндрические режущие пластины, режущие кромки которых расположены по профильной линии ножа адекватной профилю колеса, отличающаяся тем, что режущие пластины в смежных ножах размещены со смещением друг относительно друга с шагом t переменной величины в пределах (0,22 - 0,34)R по зонам,...
Візок рейкового транспорту

Номер патенту: 32309
Опубліковано: 15.12.2000
Автори: Лучанінов Олексій Володимирович, Могила Валентин Іванович, Стецько Сергій Михайлович, Кашура Олександр Леонідович
МПК: B61F 5/38
Мітки: транспорту, рейкового, візок
Текст:
...(а.с. ?.£, '-і ' - -1-І -"У ттг ті і * Л1 Т Т Г Г ' ІГ Н ГІ V «Г І ЛтГ,Г111 tTTi"1 , v 'її "-i t ifTif -"IT" "і"" "Т:Г'Ч Г i~- T""Q -"І ^І -Uf У Efi " 1 TT . И'-1 " 1 гтллттї ^l ^^ ^ ^ ^ l-тгЛ —і * -т 3 *-і Г'ГЛ-'^Г ( Vх ^ '*' " ', "^( ft"."1 2 7 T Tn ~\ flfliM f^iT .- ~" iIZ SiTKGHSHa у ПруГ"^'1 ^' * ±і ЛК Пр ОХОДЖёКНЯ г'Р'ІІЗ Кл Д А ЛЛ НОК ШЛЯХУ * -1J „-J "-r. -IWi-t'-n.-nT'-TA 3 П<...
Спосіб визначення форми профілю робочої поверхні грунтообробних знарядь
Номер патенту: 35241
Опубліковано: 15.03.2001
Автори: Павлов Анатолій Володимирович, Підкоритов Анатолій Миколайович, Юрчук Володимир Петрович
МПК: A01B 15/00
Мітки: профілю, грунтообробних, визначення, спосіб, поверхні, форми, знарядь, робочої
Формула / Реферат:
Спосіб визначення форми профілю робочої поверхні ґрунтообробних знарядь, який полягає в тому, що форму профілю визначають за допомогою силової дії спряжених робочих поверхонь ґрунтообробних знарядь, які утворюють вищу кінематичну пару гвинтового зчеплення, який відрізняється тим, що спряження між робочими гвинтовими поверхнями утворюють через проміжне колесо гвинтового двохступінчастого зчеплення, яким стає фунтовий посередник, навколо якого,...
Попередній патент: Спосіб відновлення профілю зношеного гребеня колеса рейкового транспорту
Наступний патент: Пристрій для прискореної діагностики туберкульозу
Випадковий патент: Спосіб оцінки ризику розвитку інфаркта міокарда