Фурма для продувки металу
Номер патенту: 4805
Опубліковано: 15.02.2005
Автори: Давідіч Максим Петрович, Діамантопуло Костянтин Костянтинович, Харлашин Петро Степанович, Діамантопуло Юлія Костянтинівна
Формула / Реферат
Фурма для продувки металу, що містить корпус з концентрично розташованих труб і наконечник із соплами, приварений до корпуса, яка відрізняється тим, що в наконечнику виконані відбортовані отвори, що з'єднані з соплами внутрішнім зварним швом, розташованим на відстані не менше 1,5-2,0 товщини наконечника від вихідного перерізу отвору, виконаного в наконечнику.
Текст
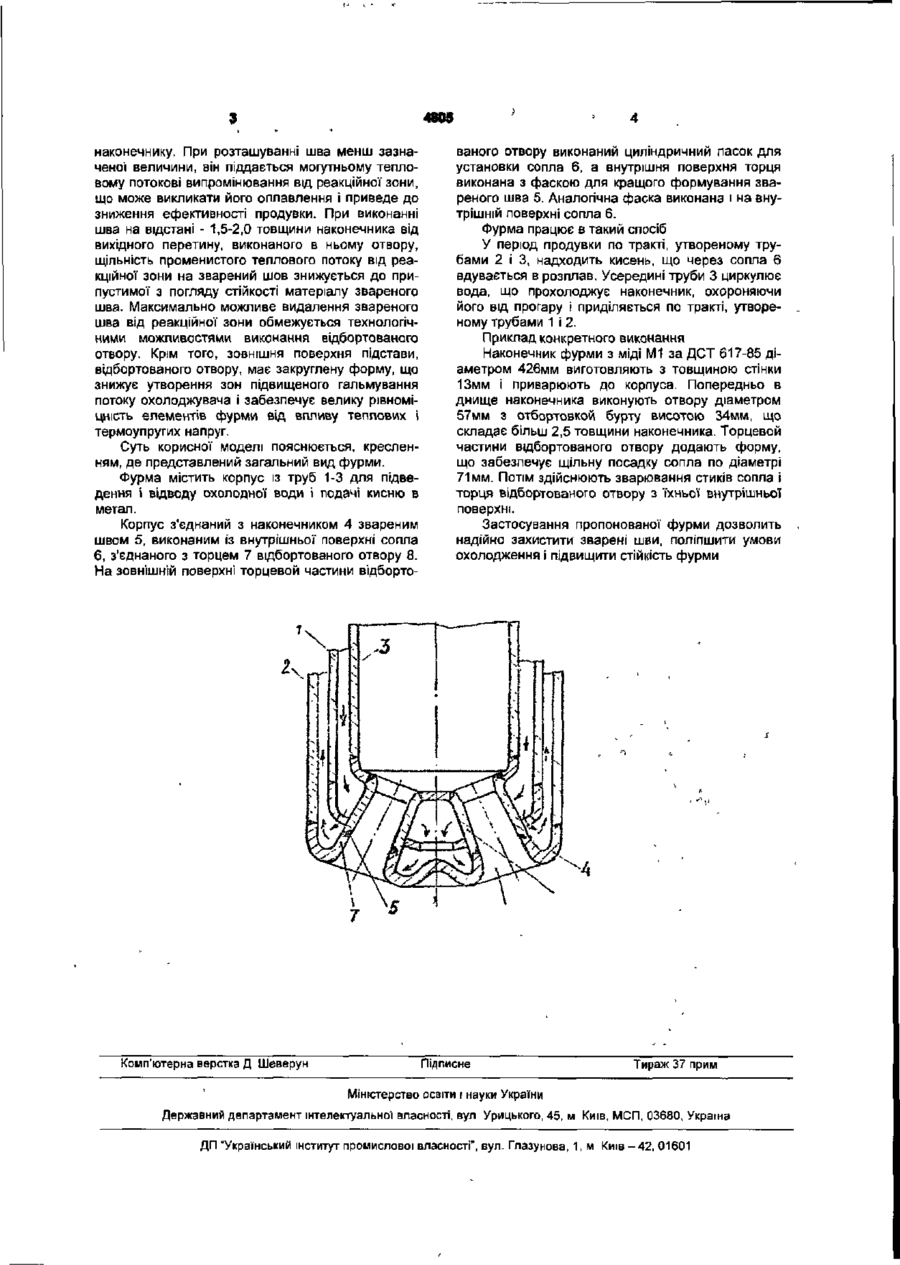
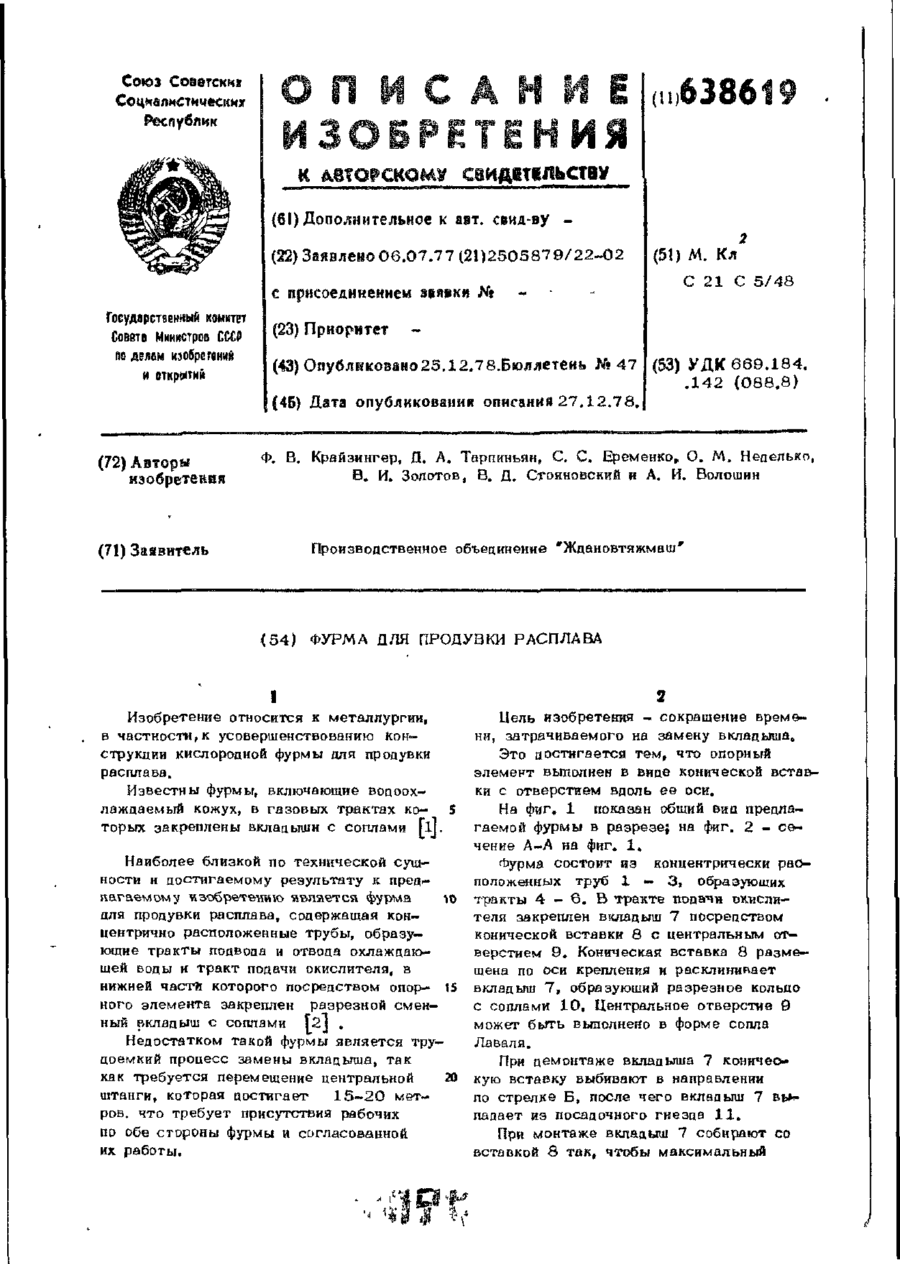
Фурма для продувки металу, що містить корпус з концентрично розташованих труб і наконечник із соплами, приварений до корпуса, яка відрізняється тим, що в наконечнику виконані відбортовані отвори, що з'єднані з соплами внутрішнім зварним швом, розташованим на відстані не менше 1,5-2,0 товщини наконечника від вихідного перерізу отвору, виконаного в наконечнику Корисна модель відноситься до чорної металургії, а саме - до конструкцій пристроїв для продувки рідкого металу киснем, наприклад у конвертерах. Використовувані в даний час фурми для продувки рідкого металу в конвертерах мають низьку стійкість, тому що працюють в умовах високих температур і безпосереднього контакту з розплавленим металом і шлаком. Відома киснева фурма, що містить концентрично розташовані труби утворюючі тракти підведення і відводу охолоджувача і підведення кисню, голівку з корпусом і соплами постаченими еластичними елементами, що виконані у виді сферичних шарнірів і сильфонів (див. авт свид СРСР №466282, кл. 321С5/48). Недоліком даної фурми є складність конструкції і ненадійність ущільнення. Відома так само фурма, у якій з метою захисту звареного шва на зовнішній поверхні сопла виконане кільцеве виточення, що дозволяє розвантажити зварений шов і підвищити надійність фурми (див авт. свид №1047963, кл. 321С5/48). Однак наявність кільцевого виточення не виключає утворення в зоні лобового зварювального шва застійної зони охолоджувача зі швидкістю його переміщення близько 1м/с, що приводить до розігріву лобового шва тепловим потоком від реакційної зони до температур вище припустимих, і наступному оплавленню і прогарові шва. Найбільш близькою до корисної моделі по технічній сутності і результатові, що досягається, є фурма, що містить корпус з концентрично розташованих труб і мідний наконечник із соплами, у якій на бічній поверхні наконечника навколо звареного шва виконаний приплив з утворенням порожнини, заповненої' плавким матеріалом (див. авт свид. №1421776 кл. 321С5/48). Наявність ингибиторного захисту звареного шва підвищує його стійкість, однак виконати припливи дуже складно, при цьому в центральній частині голівки зберігаються зони, що обумовлюють гальмування потоку охолодної рідини (застійні зони), що погіршує охолодження і приводить в остаточному підсумку до прогару фурми. Задачею корисної моделі є удосконалення фурми для продувки металу, у якій за рахунок зміни форми виконання елементів виключається утворення застійних зон, що забезпечить підвищення стійкості фурми. Для рішення поставленої задачі у фурмі, для продувки металу, що містить корпус з концентрично розташованих труб і приварений до корпуса наконечник із соплами, отвору в наконечнику виконані відбортованими і з'єднані із соплами внутрішнім звареним швом, розташованим на відстані не менш 1,5-2,0 товщини наконечника від вихідного перетину отвору в наконечнику. У порівнянні з прототипом виконати відбортовані отвори для сопів технологічно простіше, ніж припливи. Крім того, форма торця відбортованого отвору дозволяє з'єднати його із соплом, використовуючи внутрішній зварений шов. Виходячи з експериментальних даних, виконання звареного шва доцільно на відстані не менш 1,5-2,0 товщини наконечника від вихідного перетину отвору в ю о 00 4805 наконечнику. При розташуванні шва менш зазначеної величини, він піддається могутньому тепловому потокові випромінювання від реакційної зони, що може викликати його оплавлення і приведе до зниження ефективності продувки. При виконанні шва на відстані - 1,5-2,0 товщини наконечника від вихідного перетину, виконаного в ньому отвору, іцільність променистого теплового потоку від реакційної зони на зварений шов знижується до припустимої з погляду стійкості матеріалу звареного шва. Максимально можливе видалення звареного шва від реакційної зони обмежується технологічними можливостями виконання відбортованого отвору. Крім того, зовнішня поверхня підстави, відбортованого отвору, має закруглену форму, що знижує утворення зон підвищеного гальмування потоку охолоджувача і забезпечує велику рівноміцність елементів фуртли від впливу теплових і термоупругих напруг. Суть корисної моделі пояснюється, кресленням, де представлений загальний вид фурми. Фурма містить корпус із труб 1-3 для підведення і відводу охолодної води і подачі кисню в метал. Корпус з'єднаний з наконечником 4 звареним швом 5, виконаним із внутрішньої поверхні сопла 6, з'єднаного з торцем 7 відбортованого отвору 8. На зовнішній поверхні торцевой частини відборто Комп'ютерна верстка Д Шеверун ваного отвору виконаний циліндричний пасок для установки сопла 6, а внутрішня поверхня торця виконана з фаскою для кращого формування звареного шва 5. Аналогічна фаска виконана і на внутрішній поверхні сопла 6. Фурма працює в такий спосіб У період продувки по тракті, утвореному трубами 2 і 3, надходить кисень, що через сопла 6 вдувається в розплав. Усередині труби 3 циркулює вода, що прохолоджує наконечник, охороняючи його від прогару І приділяється по тракті, утвореному трубами 1 і 2. Приклад конкретного виконання Наконечник фурми з міді М1 за ДСТ 617-85 діаметром 426мм виготовляють з товщиною стінки 13мм і приварюють до корпуса. Попередньо в днище наконечника виконують отвору діаметром 57мм з отбортовкой бурту висотою 34мм, що складає більш 2,5 товщини наконечника. Торцевой частини відбортованого отвору додають форму, що забезпечує щільну посадку сопла по діаметрі 71мм. Потім ЗДІЙСНЮЮТЬ зварювання стиків сопла і торця відбортованого отвору з їхньої внутрішньої поверхні. Застосування пропонованої фурми дозволить надійно захистити зварені шви, поліпшити умови охолодження і підвищити стійкість фурми Підписне Тираж 37 прим Міністерство осзіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Киш - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA tuyere for blowing metal
Автори англійськоюKharlashyn Petro Stepanovych, Diamantopulo Kostiantyn Kostiantynovych, Diamantopulo Yulia Kostiantynivna
Назва патенту російськоюФурма для продувки металла
Автори російськоюХарлашин Петр Степанович, Диамантопуло Константин Константинович, Диамантопуло Юлия Константиновна
МПК / Мітки
МПК: C21C 5/48
Мітки: металу, фурма, продувки
Код посилання
<a href="https://ua.patents.su/2-4805-furma-dlya-produvki-metalu.html" target="_blank" rel="follow" title="База патентів України">Фурма для продувки металу</a>
Фурма для продувки рідкого металу

Номер патенту: 19850
Опубліковано: 25.12.1997
Автори: Корженко Віктор Іванович, Самарін Валерій Дмитрович, Миколаїв Борис Миколаївич, Жаворонков Юрій Іванович
МПК: C21C 5/48
Мітки: рідкого, фурма, металу, продувки
Формула / Реферат:
1. Фурма для продувки жидкого металла, содержащая кожух, разделительную трубу водяного потока, кислородопроводы продувки и дожигания, соединенные с соплами дожигания и продувочными соплами индивидуальными трубами, отличающаяся тем, что разделительная труба водяного потока в зоне соединения кислородопроводов дожигания с соплами дожигания выполнена с вертикальными наружными ребрами, расположенными с зазором относительно кожуха, причем между...
Фурма для глибинної продувки металу
Номер патенту: 13563
Опубліковано: 25.04.1997
Автори: Самарін Валерій Дмитрович, Погорецький Віталій Васильович, Астаф'єв Анатолій Васильович
МПК: C21C 5/48
Мітки: металу, фурма, продувки, глибинної
Формула / Реферат:
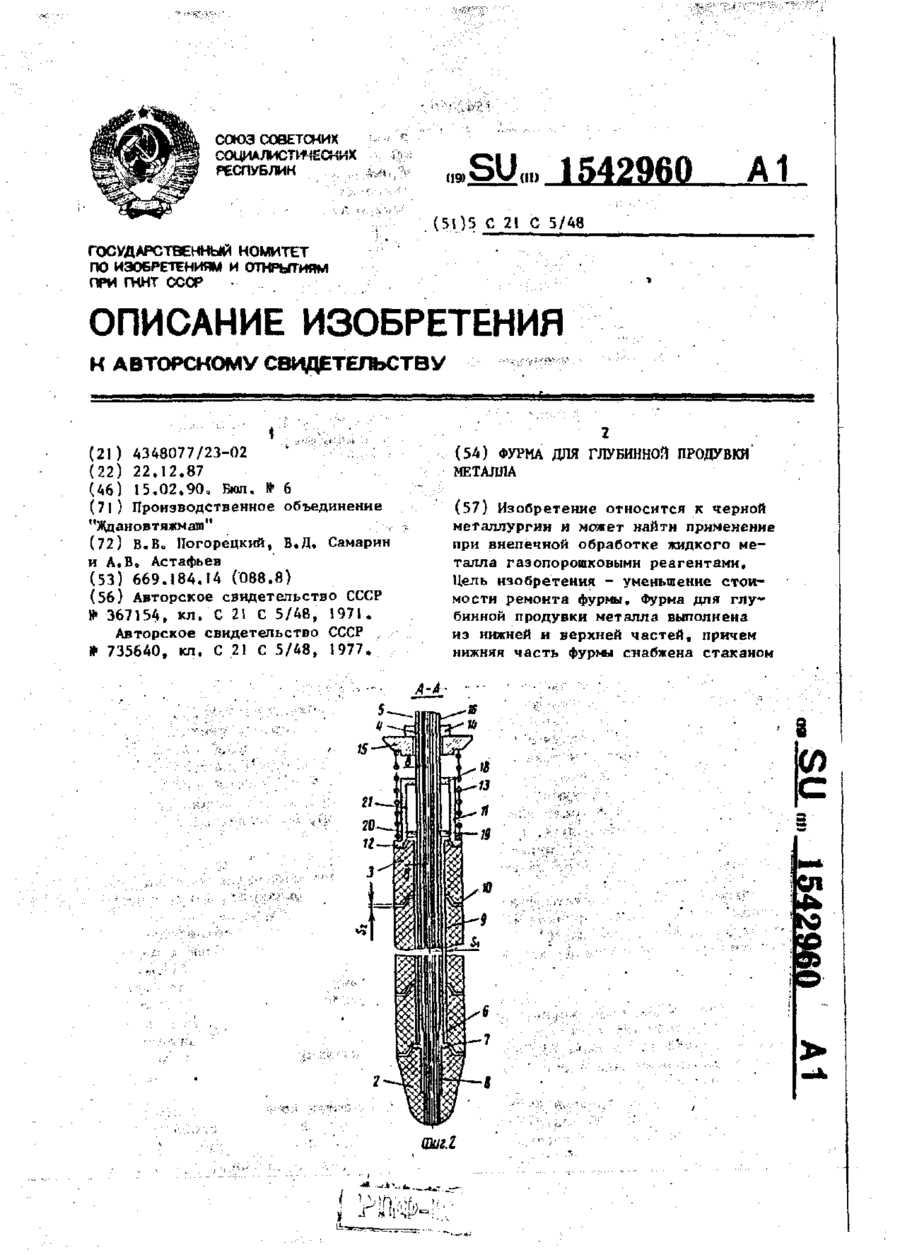
1. фурма для глубинной продувки металла, выполненная из двух частей, содержащая огнеупорную головку, концентричные трубы, подпружиненные огнеупорные катушки, установленные на наружной трубе, и упоры с размещенной между ними пружиной, установленные на наружной трубе, отличающаяся тем, что, с целью уменьшения стоимости ремонта фурмы, она снабжена стаканом с внутренним и наружным буртиками, на наружной поверхности которого установлена пружина...
Фурма для продувки розплавів металу
Номер патенту: 5123
Опубліковано: 28.12.1994
Автори: Ханс Грабнер, Хелльмут Смейкаль, Манфред Еісн, Ернест Фурманн, Ернст Хелльварт
МПК: C21C 5/48
Мітки: металу, продувки, розплавів, фурма
Формула / Реферат:
1. Фурма для продувки расплавов металла, содержащая центральную трубу для подвода окислителя, размещенные вокруг центральной трубы коаксиально ей трубы, образующие тракты подвода и отвода охладителя, головку с соплами, проходящими через торцевую стенку головки и соединенными с центральной трубой, направляющий элемент, установленный в полости головки над ее торцевой стенкой для разделения трактов подвода и отвода охладителя, через который...
Фурма для продувки розплаву
Номер патенту: 8412
Опубліковано: 29.03.1996
Автори: Крайзінгер Федір Володимирович, Волошин Олександр Ілліч, Золотов Віктор Іванович, Тарпіньян Дмитрій Апелович, Стояновський Сергій Сергійович, Єременко Сергій Сергійович, Неділько Олег Михайлович
МПК: C21C 5/48
Мітки: продувки, фурма, розплаву
Формула / Реферат:
Фурма для продувки расплава, содержащая концентричне расположенные трубы, образующие тракты подвода и отвода охлаждающей воды и тракт подачи окислителя, в нижней части которого посредством опорного элемента закреплен разрезной сменный вкладыш с соплами, отличающаяся тем, что, с целью сокращения времени, затрачиваемого на замену вкладыша, опорный элемент выполнен в виде конической вставки с отверстием вдоль ее оси.
Пристрій для продувки металу, змінний блок для установлення в пристрій для продувки металу та затуляючий елемент для закриття каналу пристрою для продувки металу
Номер патенту: 11053
Опубліковано: 25.12.1996
Автори: Джозеф Вільям Кадбі, Пітер Рональд Діксон, Кеннет Віл'ям Бейтс
МПК: C21C 5/48
Мітки: пристрою, установлення, каналу, продувки, пристрій, затуляючий, елемент, металу, блок, змінній, закриття
Формула / Реферат:
(57) 1. Устройство для продувки металла газо-, или порошкообразными, или твердыми реагентами, содержащее сопловой блок из огнеупорного материала с по крайней мере одним соплом в виде выполненного в блоке канала для подачи реагентов, фурменную трубу, установленную с возможностью перемещения в канале, трубчатый элемент, размещенный в канале коаксиально фурменной трубе между стенкой канала и фурменной трубой, закрывающие каналы элементы в виде...
Попередній патент: Спосіб відновлення опорних поверхонь важконавантажених металургійних машин
Наступний патент: Процес розрізання фільтрів для очистки масла
Випадковий патент: Пристрій для біолокаційного пошуку скарбів