Спосіб відновлення опорних поверхонь важконавантажених металургійних машин
Номер патенту: 4804
Опубліковано: 15.02.2005
Автори: Калініченко Ірина Олександрівна, Грішко Василь Петрович, Іщенко Анатолій Олексійович, Єфімов Іван Костянтинович

Формула / Реферат
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що містить у собі зачищення, знежирення відновлюваної поверхні, нанесення з надлишком полімерного матеріалу в спеціально виконані на відновлюваній металевій поверхні поглиблення і притиснення до другої контактної поверхні, який відрізняється тим, що притиснення здійснюють при температурі +15°С...+20°С протягом 1,5...2 доби, а границю текучості матеріалу визначають за формулою:
![]() ,
,
де ![]() - границя текучості металополімеру, МПа;
- границя текучості металополімеру, МПа;
![]() - температура витримки металополімерного шару, °С;
- температура витримки металополімерного шару, °С;
![]() - час витримки металополімеру, діб.
- час витримки металополімеру, діб.
Текст
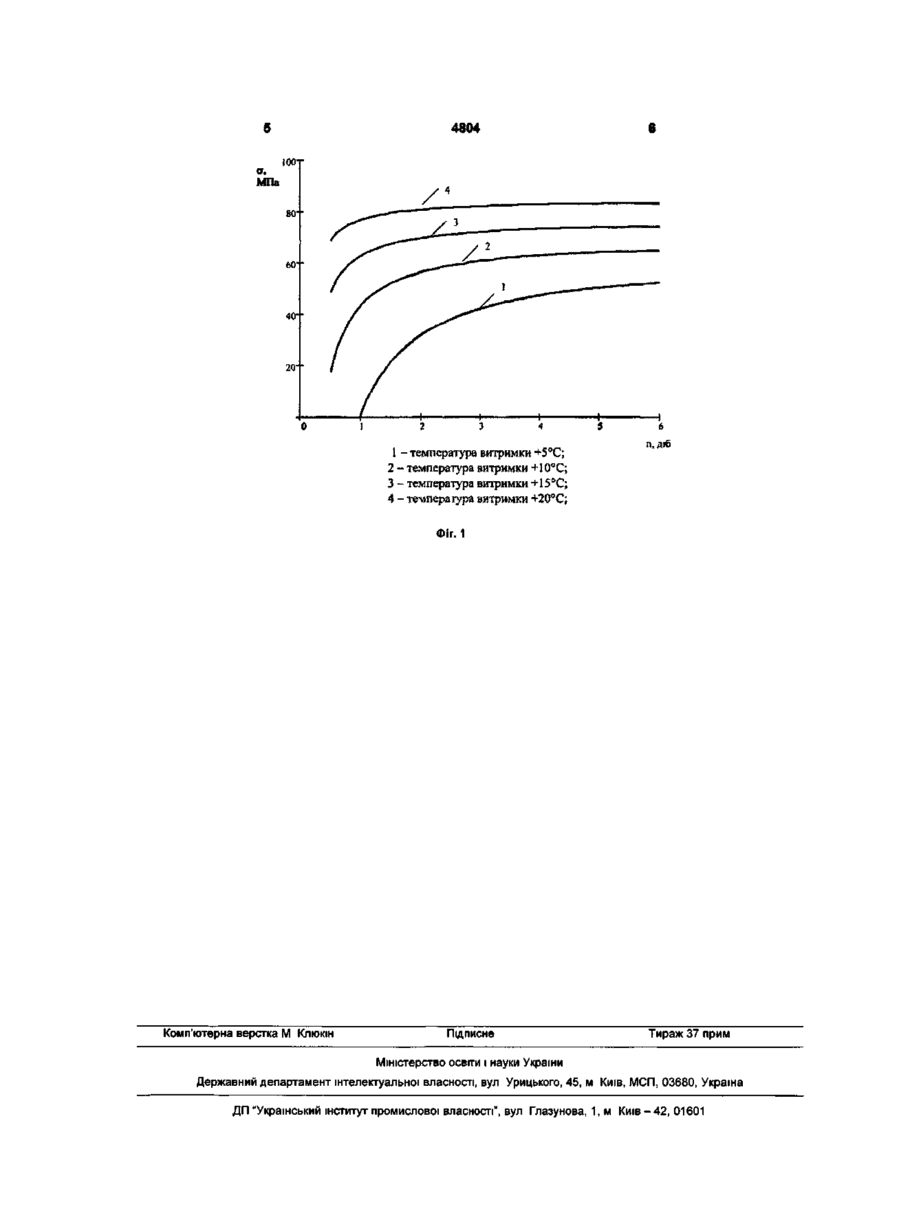
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що містить у собі зачищення, знежирення відновлюваної поверхні, нанесення з надлишком полімерного матеріалу в спеціально виконані на відновлюваній aT=0.02-exp(0.1t)+—, п де а т - границя текучості металополімеру, МПа; Корисна модель відноситься до галузі металургії, а точніше до важко навантажених машин прокатного виробництва. Винахід може бути використаний в машинобудуванні та інших галузях промисловості. Відомий спосіб відновлення опорної контактної поверхні важко навантажених машин за допомогою наплавлення і подальшої механічної обробки, за допомогою фрезерного верстата шліфувального кола (див. С.Я. Шехтер, А.Я. Шварцер. Наплавлення деталей металургійного устаткування. -Довідник. М.: Металургія, 1981 p.). Відомий спосіб напилювання порошкового металевого матеріалу на опорну поверхню важко навантажених металургійних машин з наступною механічною обробкою напиляної поверхні (Борисов Ю.С. і ін. Газо-термічні покриття з порошкових матеріалів: Довідник. К. Наукова думка: - 1987, 544 с.) За допомогою вказаних вище способів можна одержати відновлену поверхню базових деталей металургійних машин з досить високими показниками міцності. Але в ряді випадків ці способи не вдається застосувати в зв'язку з тим, що ці деталі бувають чавунними і немає можливості здійснити їхнє наплавлення або напилювання. Крім цього, такі деталі, як правило, не можна демонтувати і вони підлягають ремонту безпосередньо на місці експлуатації. У цьому випадку важко виконати механічну обробку поверхонь. Для цього необхідно застосовувати спеціальні верстати і т.п. Ще одним недоліком таких способів є відсутність часу на виконання операцій по наплавленню (напилюванню) і механічній обробці, оскільки операції виконуються в стислий термін поточних або капітальних ремонтів металургійних агрегатів, що працюють, як правило, у безперервному режимі. Відомий спосіб відновлення опорних поверхонь важко навантажених металургійних машин шляхом створення металополімерного покриття (див. а. с №1623 787, клас 5В 05Д 3/12, бюлетень №4, 1991 р.). У цьому способі, що включає зачищення і механічну обробку поверхні, пропонується захищати і відновлювати металеві поверхні за допомогою полімерних покрить, створюючи спеціальні умови для поліпшення адгезійної стійкості з'єднання пари «метал-полімер». Спосіб дозволяє відновити зношену поверхню важко навантажених металургійних машин, але при цьому не враховується вплив великих статичних і динамічних навантажень, що можуть виникати в зоні контакту взаємодіючих деталей на опорних поверхнях металургійних машин. Дія цих навантажень приводить до швидкого руйнування металополімерного прошарку і повторному виходу з ладу машини або окремих фрагментів металевій поверхні поглиблення і притиснення до другої контактної поверхні, який відрізняється тим, що притиснення здійснюють при температурі +15°С...+20°С протягом 1,5...2 доби, а границю текучості матеріалу визначають за формулою: t - температура витримки металополімерного шаРУ, °С; п - час витримки металополімеру, діб. 00 О) 4804 відновленої поверхні, що, у кінцевому рахунку, заважає нормальному функціонуванню металургійного агрегату З відомих способів відновлення опорних поверхонь важко навантажених машин найбільш близьким по технічній суті і результату, що досягається, є спосіб (див а с №446331, клас 5В 05Д 3/12) створення металополімерного покриття, що містить у собі зачищення і обезжирювання відновлюваної поверхні, нанесення з надлишком полімерного матеріалу в спеціально виконані на відновлюваній металевій поверхні поглиблення і притиснення до другої контактної поверхні При цьому необхідно дотримувати співвідношення між площею поглиблень та загальною площею контактної поверхні як 1 З Останній спосіб дозволяє відновити опорну поверхню деталі з будь-якого металу, у короткий термін і досягти при цьому високої МІЦНОСТІ металополімерного прошарку в умовах впливу великих статичних і динамічних навантажень Однак цей спосіб не враховує умови полімеризації металополімерного матеріалу і час, необхідниц для досягнення металополімером максимальної МІЦНОСТІ Відсутність врахування цих факторів може привести до погіршення міцносних характеристик металополімерного покриття, що, у свою чергу, є причиною непридатності відновленої поверхні до роботи та зменшення Гі терміну служби В основу корисної моделі поставлена задача розробити спосіб відновлення опорних поверхонь важко навантажених металургійних машин, у якому за рахунок створення необхідних температурних і часових умов його полімеризації досягається поліпшення міцносних характеристик відновленої за допомогою металополімерів поверхні Для вирішення поставленої задачі в способі відновлення опорної поверхні важко навантажених металургійних машин застосовується зачищення, обезжирювання поверхні, що відновлюється, нанесення з надлишком полімерного матеріалу в спеціально виконані на відновлюваній металевій поверхні поглиблення, притиснення до другої контактної поверхні і витримку матеріалу протягом 1,5 2 діб при температурі +15°С +20°С При цьому границя текучості металополімера визначається за отриманою на основі експериментальних даних формулою а т =0,02 4 де а т - границя текучості металополімера, МПа, t - температура витримки металополімерного шару, °С, п - час витримки металополімера, доби На фіг 1 показані графіки зміни границі текучості при різних значеннях температури і часу полімеризації На горизонтальній осі показаний час витримки, п, доби На вертикальній осі показані значення границі текучості металополімера, МПа Криві 1, 2, 3, 4 показують зміну границі текучості металополімера при збільшенні часу витримки і постійної для кожної кривої температурі витримки (ВІДПОВІДНО +5 °С, +10 °С, +15 °С и +20 °С для кривих 1, 2, 3 і 4) Криві 1 і 2 показують, що при температурі +5 °С и +10 °С металополімер не може досягти високого значення границі текучості При температурі +15 °С и +20 °С границя текучості металополімера близька до максимальної (криві 3 і 4) Подальше збільшення температури не веде до збільшення границі текучості Тому оптимальною температурою полімеризації є температура +15 +20 °С Експериментальні дослідження також показали, що мінімальний час необхідний для досягнення металополімером максимальних міцносних характеристик при будь-яких температурах складає 1,5 2 доби (криві 1,2,3, 4) Подальше збільшення часу витримки є недоцільним, тому що не веде до значних збільшень границі текучості, але збільшує загальні терміни ремонту З вище викладеного аналізу отриманих результатів випливає, що оптимальними умовами полімеризації буде витримка при температурі +15°С +20°С у протязі 1,5 2 діб Запропонований спосіб дозволяє використовувати оптимальні режими для Полімеризації металополімера і досягти максимальної границі текучості і МІЦНОСТІ металополімерного шару, тим самим, збільшивши МІЦНІСТЬ конструкції відновленої опорної поверхні в цілому Спосіб також визначає мінімальний час, необхідний для повної полімеризації металополімера, який необхідно враховувати при плануванні ремонтних робіт Таким чином, сукупність заявлених ознак дозволяє одержати нову технічну властивість підвищений рівень МІЦНОСТІ і ДОВГОВІЧНОСТІ опорної поверхні важко навантаженої машини 4804 1 - теі\тература витримки +5°С; 2 - температура витримки +10°С; 3 - температура витримки +15°С; 4 - темперагура витримки +20°С; Фіг. 1 Комп'ютерна верстка М Клюкін Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoring the bearing surfaces of heavy loaded metallurgical machines
Автори англійськоюIschenko Anatolii Oleksiiovych, Kalinichenko Iryna Oleksandrivna
Назва патенту російськоюСпособ восстановления опорных поверхностей тяжелонагруженных металлургических машин
Автори російськоюИщенко Анатолий Алексеевич, Калиниченко Ирина Александровна
МПК / Мітки
МПК: B05D 3/12
Мітки: відновлення, важконавантажених, спосіб, машин, металургійних, поверхонь, опорних
Код посилання
<a href="https://ua.patents.su/4-4804-sposib-vidnovlennya-opornikh-poverkhon-vazhkonavantazhenikh-metalurgijjnikh-mashin.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення опорних поверхонь важконавантажених металургійних машин</a>
Спосіб відновлення опорних поверхонь важко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.12.2003
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: відновлення, спосіб, машин, навантажених, поверхонь, металургійних, важкої, опорних
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Спосіб відновлення опорних поверхонь тяжко навантажених металургійних машин
Номер патенту: 43031
Опубліковано: 15.11.2001
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: навантажених, тяжкої, машин, опорних, поверхонь, відновлення, металургійних, спосіб
Формула / Реферат:
1. Спосіб відновлення опорних поверхонь важко навантажених металургійних машин, що включає зачищення, обезжирювання і нанесення полімерного матеріалу, який відрізняється тим, що на одній з опорних контактних поверхонь виконують заглиблення, які заповнюють із надлишком полімерним матеріалом та притискають до другої контактної поверхні.2. Спосіб по п. 1, який відрізняється тим, що співвідношення між площею заглиблень і загальною площею...
Спосіб відновлення опорних поверхонь важковантажних машин
Номер патенту: 41759
Опубліковано: 17.09.2001
Автори: Іщенко Олена Вікторівна, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: важковантажних, спосіб, відновлення, поверхонь, опорних, машин
Формула / Реферат:
Спосіб відновлення опорної поверхні важковантажних машин, що включає зачищення поверхні виробу, обезжирювання і нанесення на неї полімерного матеріалу, який відрізняється тим, що як поверхню виробу використовують опорну поверхню важковантажних машин, а при нанесенні полімерного матеріалу встановлюють граничне значення температури опорної поверхні, що визначається співвідношенням:
Спосіб відновлення опорних плитовин станини прокатного стана
Номер патенту: 70725
Опубліковано: 15.10.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Анатолій Олексійович
МПК: B21B 13/00
Мітки: плитовин, опорних, відновлення, прокатного, станини, спосіб, стана
Формула / Реферат:
Спосіб відновлення опорних плитовин станини прокатного стана, який включає попередню підготовку поверхні і нанесення металополімерного матеріалу, який відрізняється тим, що станину виставляють на опорних елементах, висота яких відповідає величині зносу опорної поверхні плитовини, піднімають над ними, закачують у зазор, що утворився, металополімерний матеріал і потім опускають станину.
Спосіб відновлення опорної поверхні важковантажних машин
Номер патенту: 41759
Опубліковано: 15.02.2005
Автори: Іщенко Олена Вікторівна, Іщенко Анатолій Олексійович
МПК: B05D 3/12
Мітки: спосіб, опорної, важковантажних, машин, поверхні, відновлення
Формула / Реферат:
Спосіб відновлення опорної поверхні важковантажних машин, що включає зачищення поверхні виробу, обезжирювання і нанесення на неї полімерного матеріалу, який відрізняється тим, що як поверхню виробу використовують опорну поверхню важковантажних машин, а при нанесенні полімерного матеріалу встановлюють граничне значення температури опорної поверхні, що визначається співвідношенням:
Попередній патент: Вагоноперекидач
Наступний патент: Фурма для продувки металу
Випадковий патент: Спосіб підвищення відтворної функції сільськогосподарських тварин