Спосіб киснево-флюсового різання
Формула / Реферат
Спосіб киснево-флюсового різання, що включає підігрів металу полум’ям пального газу, подачу в зону реакції струменя різального кисню та порошкоподібного флюсу, який відрізняється тим, що подачу порошкоподібного флюсу в зону різання здійснюють пальним газом.
Текст
Спосіб киснево-флюсового різання, що включає підігрів металу полум'ям пального газу, подачу в зону реакції струменя різального кисню та порошкоподібного флюсу, який відрізняється тим, що подачу порошкоподібного флюсу в зону різання здійснюють пальним газом Винахід відноситься до області газового різання із застосуванням додаткових складів чи засобів, що сприяють процесам різання і найбільш ефективно може бути використаний при різанні високолегованої сталі та скрапу, чавуна і кольорового металу, що не піддаються звичайному газовому різанню Необхідність застосування киснево-флюсового різання продиктована тим, що леговані сталі мають високу температуру плавлення Для розрідження шлаку, у зону реакції додатково вводять порошкоподібний флюс, що інтенсивно окислюється чи розплавляється в зоні реакції і розріджує шлак, що утворюється при різанні Відомий спосіб киснево-флюсового різання, що полягає в ЗОВНІШНІЙ подачі флюсу в зону різання Спосіб містить у собі підігрів металу полум'ям пального газу, подачу в зону реакції струменя кисню, що ріже, і порошкоподібного флюсу Для подачі флюсу різак оснащують спеціальним оснащенням і флюс, виходячи з отворів оснащення, засмоктується полум'ям різака, що підігріває, у струмінь кисню, що ріже, і в суміші з ним надходить до зони різання (дів О М Спектор «Кислородно-флюсовая резка нержавеющих сталей» М , «Машгиз», 1962 р с 56 - 57) Подача флюсу здійснюється інертним газом чи стисненим повітрям за часом процес згоряння флюсу в полумі, що веде до необхідності збільшення відстані від торця мундштука до зони різання, зменшуючи тим самим кінетичну енергію струменя кисню, що ріже, а отже, зменшується і товщина металу, що розрізається До недоліків відноситься також і необхідність у додатковому носи для флюсу(азот, стиснене повітря чи інертний газ), що потрапляючи в зону різання знижує температуру полум'я, що підігріває Відомий також спосіб киснево-флюсового різання, що включає в себе підігрів металу полум'ям пального газу, подачу в зону різання флюсу разом зі струменем кисню, що ріже, (дів О М Спектор «Кислородно-флюсовая резка нержавеющих сталей» М , «Машгиз», 1962 р с 57) Суміш флюсу з киснем підводиться до різака і через центральний канал мундштука надходить у зону різання По КІЛЬКОСТІ подібних ознак і результату, що досягається, даний спосіб приймається за прототип Даний спосіб у порівнянні з аналогом дозволяє зробити подачу флюсу точно в зону різання, що значно скорочує його витрату Для подачі флюсу немає необхідності в додатковому носи Відсутність додаткового носія сприяє тому, що температура полум'я не зменшується при подачі флюсу, зберігається кінетична енергія струменя кисню, що ріже Однак і дане технічне рішення має істотний недолік Недолік полягає в підвищеній вибухонебезпечності, обумовленої наявністю флюсу в струмені кисню В основу винаходу поставлена задача створення такого способу киснево-флюсового різання який би забезпечив точне влучення флюсу в зону Даний спосіб найбільш безпечний з існуючих, але він має ІСТОТНІ недоліки До недоліків даного способу відноситься велика непродуктивна витрата флюсу, обумовлена тим, що потік подачі флюсу має велику площу розсіювання і для досягнення необхідної концентрації флюсу в зоні різання, потрібно велика його КІЛЬКІСТЬ Крім того зовнішня подача флюсу подовжує ю ^о ю 50454 різання, ощадливо витрачався флюс, зберігалася температура полум'я підігріву і кінетична енергія струменя кисню, що ріже, і при цьому виключалася б можливість вибуху устаткування Поставлена задача вирішується тим, що подача порошкоподібного флюсу в зону різання здійснюється пальним газом Істотною ВІДМІННОЮ від прототипу ознакою що характеризує даний спосіб є подача порошкоподібного флюсу в зону різання пальним газом Для прояву даним способом нових якостей необхідна у всіх випадках дана відмінна ознака Між ВІДМІННОЮ ознакою і технічним результатом, що досягається, існує причинно-наслідковий зв'язок Здійснення способу з подачею порошкоподібного флюсу в зону різання пальним газом дозволяє забезпечити точне влучення флюсу в зону різання з економічною його витратою, не знижується температура полум'я і кінетична енергія струменя кисню, що ріже, а також цілком виключається можливість вибуху суспензії флюсу з пальним газом Відмінна ознака дозволяє вирішити поставлену задачу Заявлене рішення невідоме з рівня техніки і явно не випливає з нього, отже воно є новим і має винахідницький рівень Рішення, що заявляється, може бути промислове застосовно Пропонований спосіб киснево-флюсового різання реалізований у такий спосіб Відкриваючи вентиль подачі пального газу, газ від балона надходить до флюсопитателя, де змішуючись з флюсом надходить безпосередньо до різака Відкриваючи вентиль пального газу на різаку, газ надходить до мундштука, де його підпалюють Потім відкриваючи вентиль подачі кисню, регулюють потужність полум'я, що підігріває Після цього різак підводиться до місця різання і з відстані ЗО - 50мм від металу відбувається нагрівання зони різання, при цьому частки розпеченого флюсу потрапляючи на крайку зони різання, сприяють підвищенню температури нагрівання цієї крайки При досягненні температури плавлення, флюс утримує від розтікання розплавлений метал крайки Після ЦЬОГО відкривається вентиль кисню, що ріже, і відбувається процес різання Спосіб був застосований при різанні високолегованої сталі, чавуна і кольорових металів Пропонований спосіб киснево-флюсового різання може бути реалізований за допомогою практично будь-якого різака внутрісоплового чи зовнішнього змішання газів за умови збільшення прохідного перетину каналу подачі пального газу для проходження флюсу Використання пропонованого способу найбільше ефективно при різанні високолегованої сталі і скрапу, чавуна і кольорового металу Використання даного способу кисневофлюсового різання забезпечує в порівнянні з існуючими способами наступні переваги 1 Точне влучення флюсу в зону різання 2 Економічна витрата флюсу 3 Зберігається температура полум'я підігріву і кінематична енергія струменя кисню, що ріже 4 Виключається можливість вибуху устаткування, тому що суспензія флюсу в пальному газі без доступу кисню не є вибухонебезпечної ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of oxygen fluxing cutting
Автори англійськоюSerhiienko Volodymyr Oleksandrovych
Назва патенту російськоюСпособ кислородно-флюсовой резки
Автори російськоюСергиенко Владимир Александрович
МПК / Мітки
МПК: B23K 7/00
Мітки: різання, киснево-флюсового, спосіб
Код посилання
<a href="https://ua.patents.su/2-50454-sposib-kisnevo-flyusovogo-rizannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб киснево-флюсового різання</a>
Спосіб киснево-флюсового різання металу
Номер патенту: 47138
Опубліковано: 17.06.2002
Автори: Соколов Владислав Михайлович, Карпов Володимир Петрович, Романов Дмитро Олександрович, Анохін Юрій Олександрович
МПК: B23K 7/00
Мітки: киснево-флюсового, спосіб, металу, різання
Формула / Реферат:
Спосіб киснево-флюсового різання металу, який включає введення в зону різання металу суміші залізного та алюмінієвого порошків, який відрізняється тим, що в зону різання металу додатково вводять магнієвий порошок в суміші з залізним та алюмінієвим порошками за таким співвідношенням у мас.%: залізний порошок 80-85% алюмінієвий порошок 11-15% магнієвий...
Спосіб плазмено-дугового різання
Номер патенту: 30344
Опубліковано: 15.11.2000
Автори: Денисова Алла Євсіївна, Денисов Сергій Юрійович, Зайцев Олег Миколайович, Мазуренко Антон Станіславович
МПК: B23K 9/16
Мітки: спосіб, різання, плазмено-дугового
Формула / Реферат:
Спосіб плазмено-дугового різання, що полягає у подачі плазмотвірного газу до точки різання металу, який відрізняється тим, що вилучення продуктів спалення відбувається по зовнішньому фронту полум'я з коефіцієнтом крутки не менше 0,6, причому частина їх повертається до точки різання трьома струменями зі зміщенням вздовж вісі відносно одне одного на ширину фронту полум'я.
Пристрій для газокисневого різання і зварювання металів

Номер патенту: 770
Опубліковано: 15.03.2001
Автори: Кагановський Андрій Йосипович, Лисенко Юрій Миколайович
МПК: B23K 7/00, F23D 14/42, F23D 14/40, B23K 5/00
Мітки: різання, зварювання, газокисневого, металів, пристрій
Формула / Реферат:
1. Пристрій для газокисневого різання і зварювання металів, який містить корпус з виконаними в ньому, каналами подачі кисню і горючого газу, наконечник з мундштуком, інжектор і змішувальну камеру з циліндричною частиною і дифузором, який відрізняється тим, що циліндрична частина змішувально; камери пристрою виконана в одній деталі з інжектором, указана деталь виконана змінною, а в корпусі виконана порожнина для установки указаної змінної...
Електродуговий плазмотрон для різання металів
Номер патенту: 39386
Опубліковано: 15.06.2001
Автори: Дзюба В'ячеслав Леонідович, Підгорна Наталія Олександрівна, Сергієнко Сергій Миколайович, Корсунов Костянтин Анатолійович
МПК: H05B 7/22
Мітки: різання, металів, плазмотрон, електродуговий
Формула / Реферат:
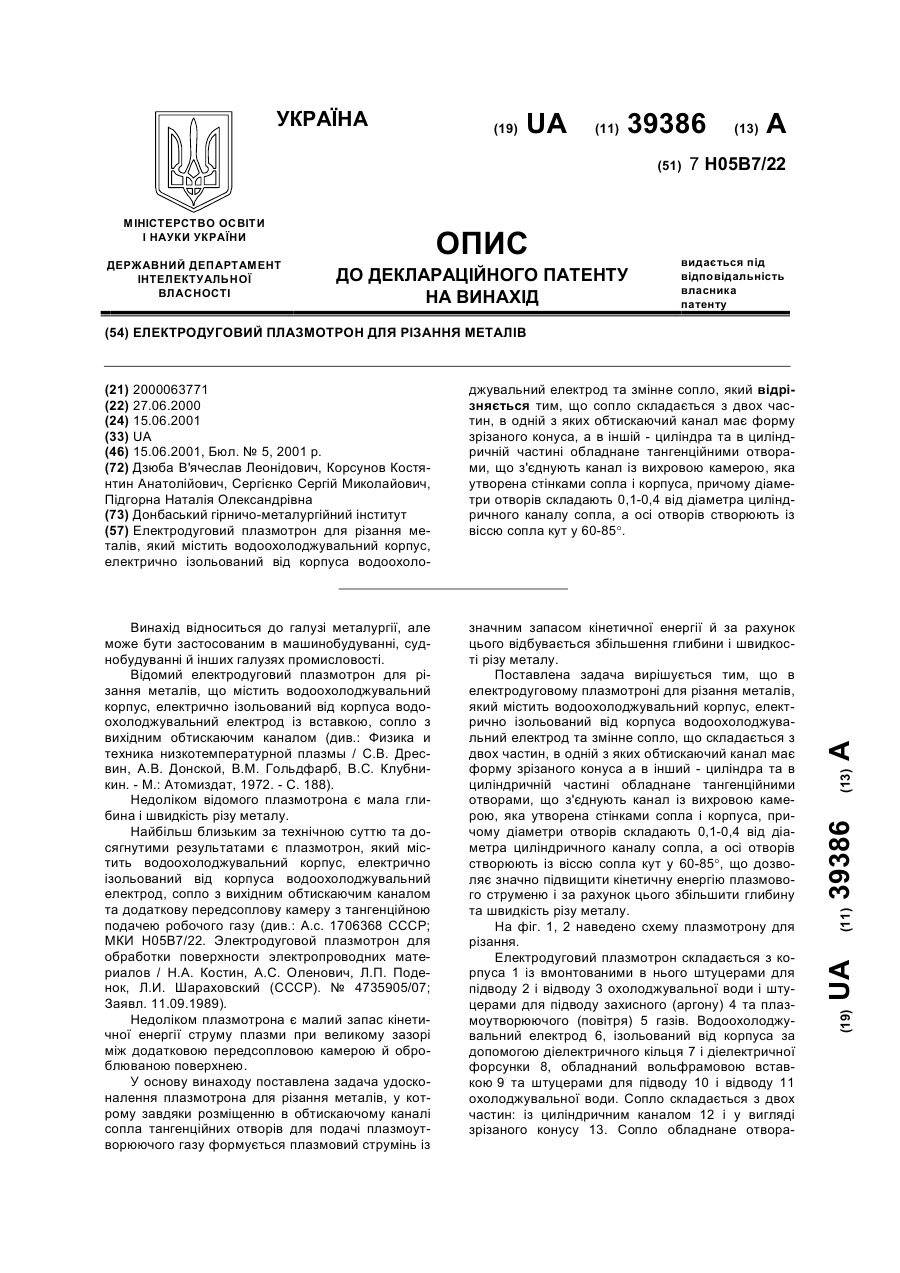
Електродуговий плазмотрон для різання металів, який містить водоохолоджувальний корпус, електрично ізольований від корпуса водоохолоджувальний електрод та змінне сопло, який відрізняється тим, що сопло складається з двох частин, в одній з яких обтискаючий канал має форму зрізаного конуса, а в іншій - циліндра та в циліндричній частині обладнане тангенційними отворами, що з'єднують канал із вихровою камерою, яка утворена стінками сопла і...
Газ для зварювання та різання металів
Номер патенту: 45931
Опубліковано: 15.04.2002
Автори: Єлішевич Валентин Антонович, Філіпов Ігор Анатолійович, Литвиненко Олександр Миколайович
МПК: B23K 5/00
Мітки: різання, газ, зварювання, металів
Формула / Реферат:
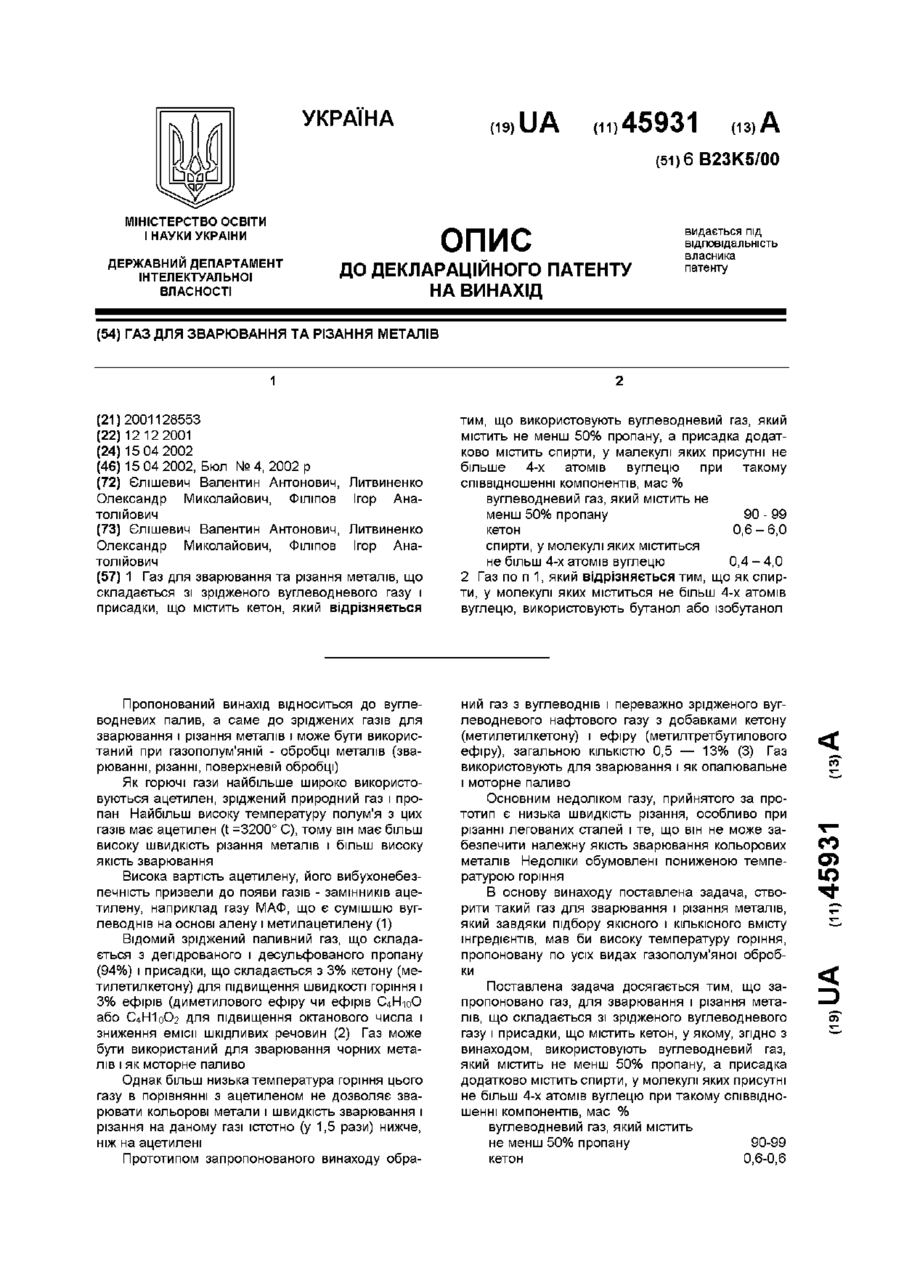
1. Газ для зварювання та різання металів, що складається зі зрідженого вуглеводневого газу і присадки, що містить кетон, який відрізняється тим, що використовують вуглеводневий газ, який містить не менш 50% пропану, а присадка додатково містить спирти, у малекулі яких присутні не більше 4-х атомів вуглецю при такому співвідношенні компонентів, мас.%:вуглеводневий газ, який містить не менш 50% пропану 90 - 99кетон...