Спосіб формування полімерного корпусу полюса вакуумного вимикача
Формула / Реферат
1. Спосіб формування полімерного корпусу вакуумного вимикача в устаткуванні для лиття з епоксидного компаунда, в складі якого є змішувач смольних компонентів, змішувач компонентів затвердіння, дозатор, статичний змішувач та машини для лиття в прес-форми полюсів, який відрізняється тим, що для отримання полюса з високими електричними властивостями, поверхнею, протидіючою забрудненням і механічним пошкодженням, полюс відливають з епоксидного компаунду, в якому для покращення зчеплення при литті і компенсації відносного руху між внутрішньою ізолюючою поверхнею корпусу і зовнішнім ізолюючим відрізком керамічної поверхні вакуумної дугогасильної камери, металевих деталей і литтєвої смоли використовують еластичний амортизуючий прошарок з силіконової гуми.
2. Спосіб по п. 1, який відрізняється тим, що склад епоксидного компаунду в масових частинах (м. ч.) наступний:
епоксидна смола
100
наповнювач
360
компонент затвердіння
85
прискорювач
1.
3. Спосіб по п. 2, який відрізняється тим, що технологічний режим лиття визначається наступними параметрами:
температура прес-форми
140-145º
час формування полюса
27-35 хвилин
умови затвердіння
12 год. при температурі 140º.
Текст
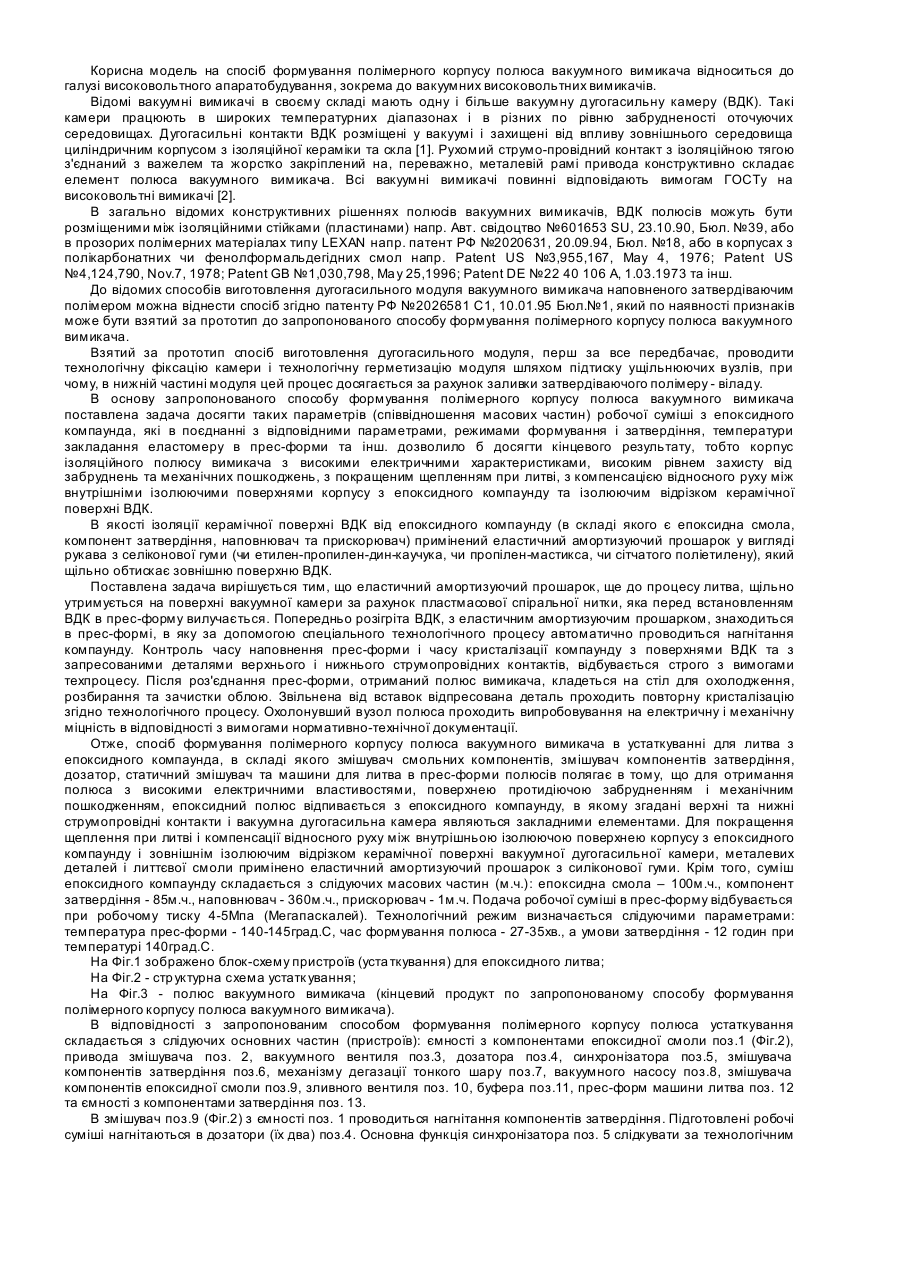
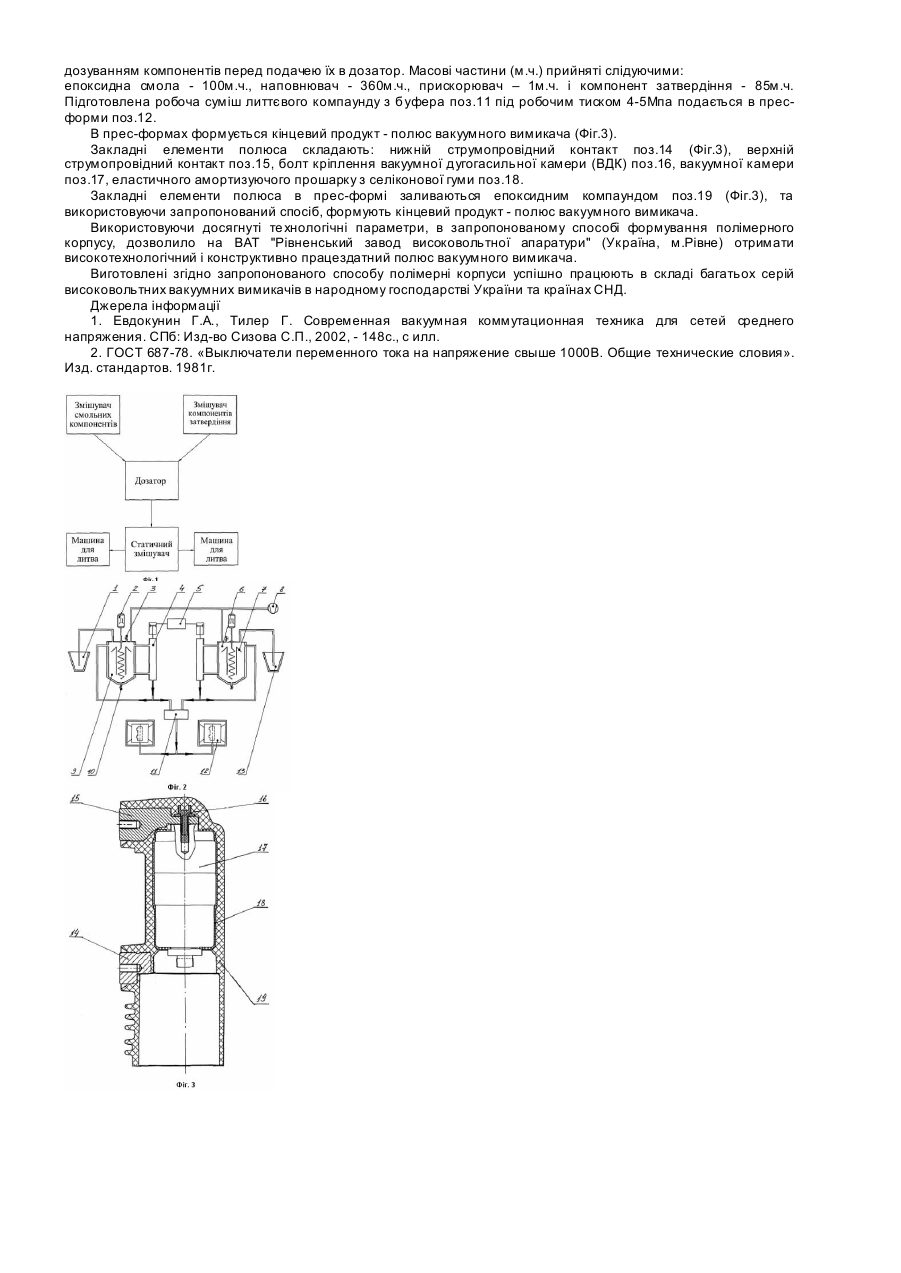
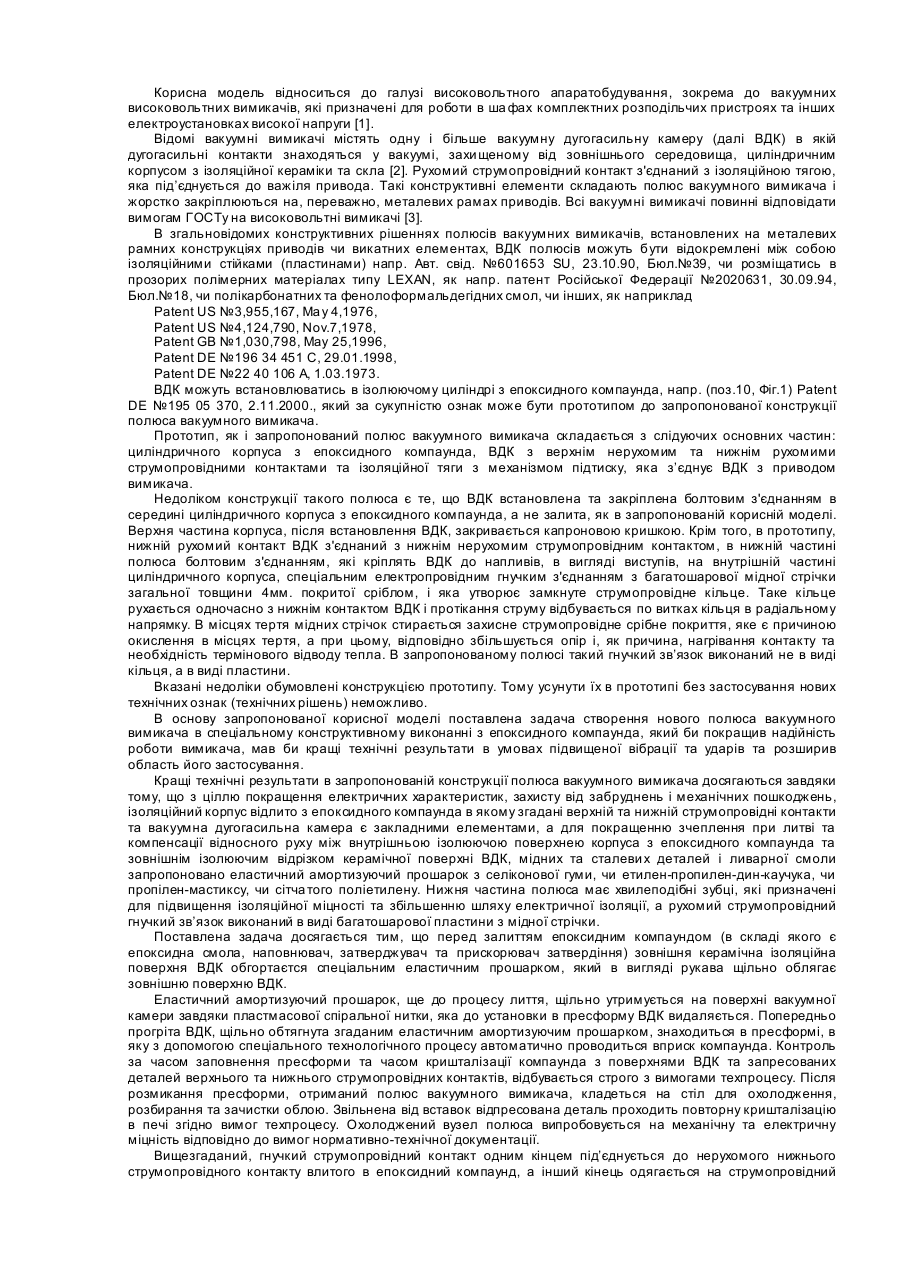
Корисна модель на спосіб формування полімерного корпусу полюса вакуумного вимикача відноситься до галузі високовольтного апаратобудування, зокрема до вакуумних високовольтних вимикачів. Відомі вакуумні вимикачі в своєму складі мають одну і більше вакуумну дугогасильну камеру (ВДК). Такі камери працюють в широких температурних діапазонах і в різних по рівню забрудненості оточуючих середовищах. Дугогасильні контакти ВДК розміщені у вакуумі і захищені від впливу зовнішнього середовища циліндричним корпусом з ізоляційної кераміки та скла [1]. Рухомий струмо-провідний контакт з ізоляційною тягою з'єднаний з важелем та жорстко закріплений на, переважно, металевій рамі привода конструктивно складає елемент полюса вакуумного вимикача. Всі вакуумні вимикачі повинні відповідають вимогам ГОСТу на високовольтні вимикачі [2]. В загально відомих конструктивних рішеннях полюсів вакуумних вимикачів, ВДК полюсів можуть бути розміщеними між ізоляційними стійками (пластинами) напр. Авт. свідоцтво №601653 SU, 23.10.90, Бюл. №39, або в прозорих полімерних матеріалах типу LEXAN напр. патент РФ №2020631, 20.09.94, Бюл. №18, або в корпусах з полікарбонатних чи фенолформальдегідних смол напр. Patent US №3,955,167, May 4, 1976; Patent US №4,124,790, Nov.7, 1978; Patent GB №1,030,798, Ma y 25,1996; Patent DE №22 40 106 A, 1.03.1973 та інш. До відомих способів виготовлення дугогасильного модуля вакуумного вимикача наповненого затвердіваючим полімером можна віднести спосіб згідно патенту РФ №2026581 С1, 10.01.95 Бюл.№1, який по наявності признаків може бути взятий за прототип до запропонованого способу формування полімерного корпусу полюса вакуумного вимикача. Взятий за прототип спосіб виготовлення дугогасильного модуля, перш за все передбачає, проводити технологічну фіксацію камери і технологічну герметизацію модуля шляхом підтиску ущільнюючих вузлів, при чому, в нижній частині модуля цей процес досягається за рахунок заливки затвердіваючого полімеру - віладу. В основу запропонованого способу формування полімерного корпусу полюса вакуумного вимикача поставлена задача досягти таких параметрів (співвідношення масових частин) робочої суміші з епоксидного компаунда, які в поєднанні з відповідними параметрами, режимами формування і затвердіння, температури закладання еластомеру в прес-форми та інш. дозволило б досягти кінцевого результату, тобто корпус ізоляційного полюсу вимикача з високими електричними характеристиками, високим рівнем захисту від забруднень та механічних пошкоджень, з покращеним щепленням при литві, з компенсацією відносного руху між внутрішніми ізолюючими поверхнями корпусу з епоксидного компаунду та ізолюючим відрізком керамічної поверхні ВДК. В якості ізоляції керамічної поверхні ВДК від епоксидного компаунду (в складі якого є епоксидна смола, компонент затвердіння, наповнювач та прискорювач) примінений еластичний амортизуючий прошарок у вигляді рукава з селіконової гуми (чи етилен-пропилен-дин-каучука, чи пропілен-мастикса, чи сітчатого поліетилену), який щільно обтискає зовнішню поверхню ВДК. Поставлена задача вирішується тим, що еластичний амортизуючий прошарок, ще до процесу литва, щільно утримується на поверхні вакуумної камери за рахунок пластмасової спіральної нитки, яка перед встановленням ВДК в прес-форму вилучається. Попередньо розігріта ВДК, з еластичним амортизуючим прошарком, знаходиться в прес-формі, в яку за допомогою спеціального технологічного процесу автоматично проводиться нагнітання компаунду. Контроль часу наповнення прес-форми і часу кристалізації компаунду з поверхнями ВДК та з запресованими деталями верхнього і нижнього струмопровідних контактів, відбувається строго з вимогами техпроцесу. Після роз'єднання прес-форми, отриманий полюс вимикача, кладеться на стіл для охолодження, розбирання та зачистки облою. Звільнена від вставок відпресована деталь проходить повторну кристалізацію згідно технологічного процесу. Охолонувший вузол полюса проходить випробовування на електричну і механічну міцність в відповідності з вимогами нормативно-технічної документації. Отже, спосіб формування полімерного корпусу полюса вакуумного вимикача в устаткуванні для литва з епоксидного компаунда, в складі якого змішувач смольних компонентів, змішувач компонентів затвердіння, дозатор, статичний змішувач та машини для литва в прес-форми полюсів полягає в тому, що для отримання полюса з високими електричними властивостями, поверхнею протидіючою забрудненням і механічним пошкодженням, епоксидний полюс відпивається з епоксидного компаунду, в якому згадані верхні та нижні струмопровідні контакти і вакуумна дугогасильна камера являються закладними елементами. Для покращення щеплення при литві і компенсації відносного руху між внутрішньою ізолюючою поверхнею корпусу з епоксидного компаунду і зовнішнім ізолюючим відрізком керамічної поверхні вакуумної дугогасильної камери, металевих деталей і литтєвої смоли примінено еластичний амортизуючий прошарок з силіконової гуми. Крім того, суміш епоксидного компаунду складається з слідуючих масових частин (м.ч.): епоксидна смола – 100м.ч., компонент затвердіння - 85м.ч., наповнювач - 360м.ч., прискорювач - 1м.ч. Подача робочої суміші в прес-форму відбувається при робочому тиску 4-5Мпа (Мегапаскалей). Технологічний режим визначається слідуючими параметрами: температура прес-форми - 140-145град.С, час формування полюса - 27-35хв., а умови затвердіння - 12 годин при температурі 140град.С. На Фіг.1 зображено блок-схему пристроїв (уста ткування) для епоксидного литва; На Фіг.2 - стр уктурна схема устатк ування; На Фіг.3 - полюс вакуумного вимикача (кінцевий продукт по запропонованому способу формування полімерного корпусу полюса вакуумного вимикача). В відповідності з запропонованим способом формування полімерного корпусу полюса устаткування складається з слідуючих основних частин (пристроїв): ємності з компонентами епоксидної смоли поз.1 (Фіг.2), привода змішувача поз. 2, вакуумного вентиля поз.3, дозатора поз.4, синхронізатора поз.5, змішувача компонентів затвердіння поз.6, механізму дегазації тонкого шару поз.7, вакуумного насосу поз.8, змішувача компонентів епоксидної смоли поз.9, зливного вентиля поз. 10, буфера поз.11, прес-форм машини литва поз. 12 та ємності з компонентами затвердіння поз. 13. В змішувач поз.9 (Фіг.2) з ємності поз. 1 проводиться нагнітання компонентів затвердіння. Підготовлені робочі суміші нагнітаються в дозатори (їх два) поз.4. Основна функція синхронізатора поз. 5 слідкувати за технологічним дозуванням компонентів перед подачею їх в дозатор. Масові частини (м.ч.) прийняті слідуючими: епоксидна смола - 100м.ч., наповнювач - 360м.ч., прискорювач – 1м.ч. і компонент затвердіння - 85м.ч. Підготовлена робоча суміш литтєвого компаунду з буфера поз.11 під робочим тиском 4-5Мпа подається в пресформи поз.12. В прес-формах формується кінцевий продукт - полюс вакуумного вимикача (Фіг.3). Закладні елементи полюса складають: нижній струмопровідний контакт поз.14 (Фіг.3), верхній струмопровідний контакт поз.15, болт кріплення вакуумної дугогасильної камери (ВДК) поз.16, вакуумної камери поз.17, еластичного амортизуючого прошарку з селіконової гуми поз.18. Закладні елементи полюса в прес-формі заливаються епоксидним компаундом поз.19 (Фіг.3), та використовуючи запропонований спосіб, формують кінцевий продукт - полюс вакуумного вимикача. Використовуючи досягнуті те хнологічні параметри, в запропонованому способі формування полімерного корпусу, дозволило на ВАТ "Рівненський завод високовольтної апаратури" (Україна, м.Рівне) отримати високотехнологічний і конструктивно працездатний полюс вакуумного вимикача. Виготовлені згідно запропонованого способу полімерні корпуси успішно працюють в складі багатьох серій високовольтних вакуумних вимикачів в народному господарстві України та країнах СНД. Джерела інформації 1. Евдокунин Γ.Α., Тилер Г. Современная вакуумная коммутационная техника для сетей среднего напряжения. СПб: Изд-во Сизова С.П., 2002, - 148с., с илл. 2. ГОСТ 687-78. «Выключатели переменного тока на напряжение свыше 1000В. Общие технические словия». Изд. стандартов. 1981г.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of producing the polymer casing of a vacuum circuit breaker
Автори англійськоюMelnyk Roman Ivanovych
Назва патенту російськоюСпособ изготовления полимерного корпуса вакуумного выключателя
Автори російськоюМельник Роман Иванович
МПК / Мітки
Мітки: вимикача, полімерного, полюса, формування, корпусу, спосіб, вакуумного
Код посилання
<a href="https://ua.patents.su/2-5107-sposib-formuvannya-polimernogo-korpusu-polyusa-vakuumnogo-vimikacha.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування полімерного корпусу полюса вакуумного вимикача</a>
Полюс вакуумного вимикача
Номер патенту: 3039
Опубліковано: 15.10.2004
Автор: Мельник Роман Іванович
МПК: H01H 33/66
Мітки: вимикача, вакуумного, полюс
Формула / Реферат:
1. Полюс вакуумного вимикача, що має ізоляційний корпус з верхнім та нижнім струмопровідними контактами, вакуумну дугогасильну камеру, рухомий струмопровідний зв’язок та ізоляційну тягу з механізмом підтиску, який відрізняється тим, що ізоляційний корпус відлито з епоксидного компаунда, в якому згадані верхній та нижній струмопровідні контакти та вакуумна дугогасильна камера є закладними елементами, а для покращення зчеплення при литві та...
Привід вакуумного високовольтного вимикача
Номер патенту: 31273
Опубліковано: 15.02.2002
Автори: Каленкович Олександр Юхимович, Новіков Володимир Павлович, Пашко Сергій Якович
МПК: H01H 33/66
Мітки: високовольтного, вакуумного, привід, вимикача
Формула / Реферат:
Привід вакуумного високовольтного вимикача, що містить робочий елемент, кінематичне зв'язаний із вмикальною тягою вакуумної камери для приведення в дію рухомих контактів, який відрізняється тим, що робочий елемент виконано у вигляді ударного пневмоциліндра, оснащеного гнучкою незатисненою мембраною, зв'язаною коромислом із вмикальною тягою вакуумної камери.
Електромагнітний привод вакуумного вимикача
Номер патенту: 35013
Опубліковано: 15.03.2001
Автори: Пшоновський Дмитро Леопольдович, Бодаква Роман Михайлович, Мельник Роман Іванович, Мельник Ярослав Володимирович
МПК: H01H 33/66
Мітки: електромагнітний, вакуумного, привод, вимикача
Формула / Реферат:
1. Електромагнітний привод вакуумного вимикача, що складається з магнітопровода, якоря, направляючих і котушок, який відрізняється тим, що електромагнітний привод оснащений магнітними защіпками, які виконані у вигляді двох магнітних кіл постійних магнітів, що утримують якір в обох його крайніх положеннях, причому шихтований магнітопровід виконаний з Ш-подібних пластин з магнітом'якого матеріалу, з'єднаних між собою верхньою і нижньою опорними...
Пристрій аварійного ввімкнення вакуумного вимикача типу вмв-10 з електромагнітним приводом
Номер патенту: 2113
Опубліковано: 17.11.2003
Автори: Борейко Володимир Іванович, Скибінський Ростислав Іванович
МПК: H01H 33/00, H01H 33/66
Мітки: вмв-10, типу, приводом, вимикача, ввімкнення, вакуумного, аварійного, пристрій, електромагнітним
Формула / Реферат:
Пристрій аварійного ввімкнення вакуумного вимикача з електромагнітним приводом, що містить пружину з пружинотримачем, який зв'язаний з кулачками, розміщеними на валах кривошипа, до яких за допомогою скоби приєднані важелі, з'єднані ручкою, при повороті якої вони своїм зубом повертають вал до заходження пружинотримача за мертву точку і стикання його з заскочкою, для звільнення якої необхідно натиснути на шток, який повертає заскочку, даючи...
Багатополюсний вакуумний вимикач з одним блоком приводу полюса для кожного вакуумного розрядника
Номер патенту: 55364
Опубліковано: 15.04.2003
Автори: Зеебольд Ральф, Біндер Манфред, Стейнемер Норберт, Грюнер Вернер, Шмідт Детлів
МПК: H01H 33/666, H01H 33/66
Мітки: одним, приводу, кожного, полюса, вакуумний, блоком, розрядника, вакуумного, вимикач, багатополюсний
Формула / Реферат:
1. Многополюсный вакуумный выключатель с одним блоком привода полюса для каждого вакуумного разрядника, имеющего прямолинейно перемещаемый приводной толкатель, причем блок привода полюса содержит рычажную систему для отклонения приводного усилия от общего для всех полюсов приводного устройства на приводной толкатель и расположенную параллельно к направлению перемещения приводного толкателя контактную силовую пружину, а также подпирающий...
Попередній патент: Пляшка для напоїв
Наступний патент: Спосіб прогнозування перебігу ішемічного інсульту
Випадковий патент: Спосіб лікування хворих на артеріальну гіпертензію з супутнім ожирінням