Піскосип
Номер патенту: 51893
Опубліковано: 16.12.2002
Автори: Гущин Володимир Михайлович, Мандрік Євген Андрійович, Яковлєв Олексій Володимирович
Формула / Реферат
Піскосип для виготовлення оболонкових вогнетривких форм за принципом "киплячого" шару, що містить циліндричний корпус і повітряну камеру, відділену від корпусу аераційною перегородкою, який відрізняється тим, що для забезпечення потоку технологічної суміші як фактора якості оболонкової форми, аеруючу перегородку виконано конусоподібною та з’єднаною із системою трубопроводів, які мають певні розміри та розміщені у просторі під певними кутами згідно з положеннями про пневмотранспорт сипучих матеріалів.
Текст
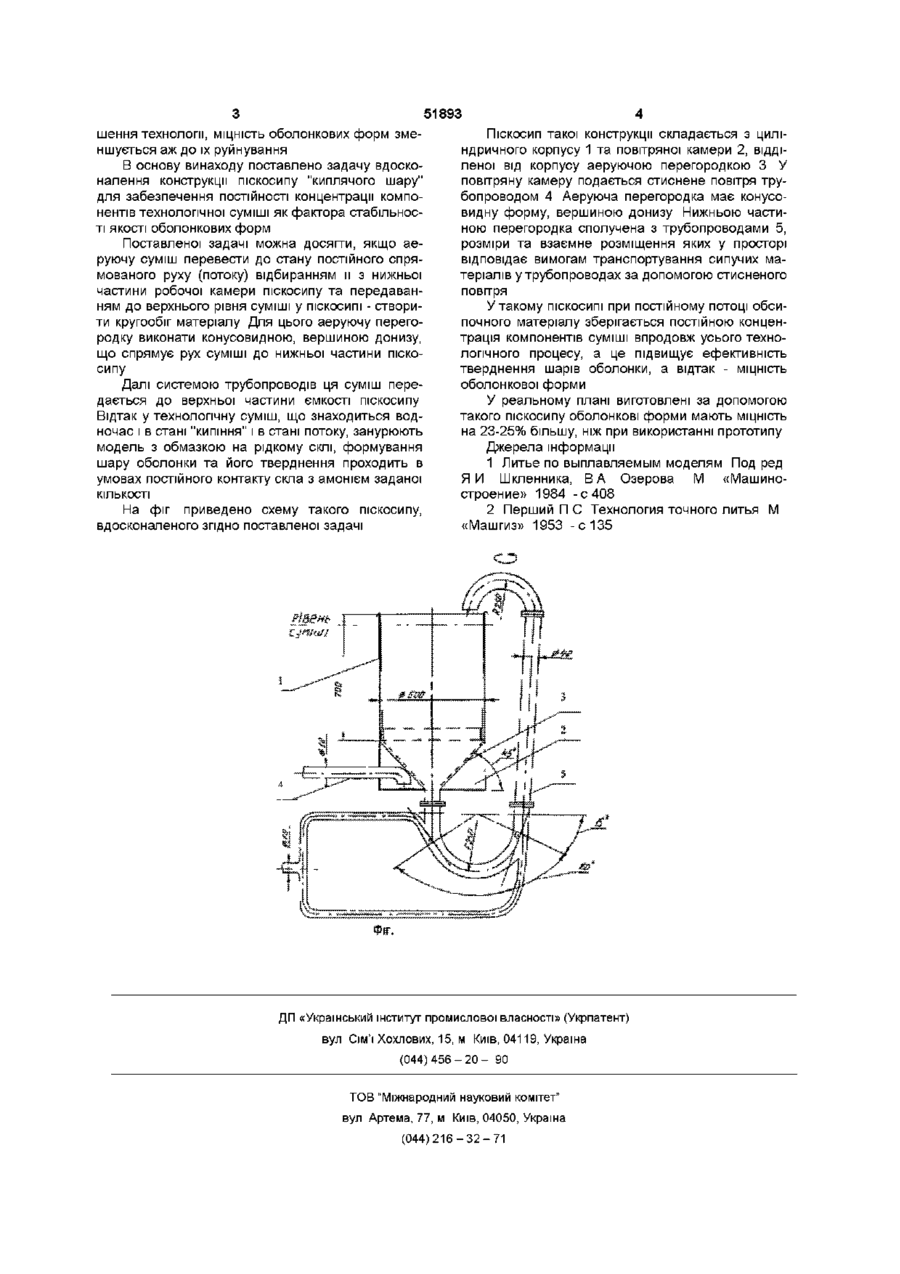
Піскосип для виготовлення оболонкових вогнетривких форм за принципом "киплячого" шару, Винахід відноситься до ливарного виробництва, а саме лиття в оболонкові форми за моделями, що виплавляються або розчиняються Оболонку навколо моделі формують обсипанням шарів вогнетривкої обмазки піском за допомогою піскосипу ВІДОМІ ПІСКОСИПИ барабанного типу [1] Вони прості за конструкцією, пісок в них за допомогою внутрішніх лопастей при обертанні барабану переміщається до верхньої точки барабану, звідки він "дощем" сиплеться до нижньої його частини Блок моделей вводиться ручним засобом у внутрішній простір піскосипу у "дощовий" потік піску Блок моделей прокручують у потоці піску, який рівномірно покриває поверхню моделей, на яку попередньо наносять шар вогнетривкої обмазки Недоліком такого піскосипу є труднощі у виготовленні оболонкової форми на моделях складної форми, зі складними впадинами, поверхні яких пісок не завжди може досягти ВІДОМІ також піскосипи пневматичного принципу [2] поданий системою пневмотранспорту у бункер пісок при відкриванні ВІДПОВІДНОГО клапану подається на рухоме сито, під яке ручним засобом вводять блок моделей і прокручують його у потоці піску Далі формування оболонкової форми ведеться як у барабанному ПІСКОСИПІ Недоліки такого типу піскосипу такі ж, як і для барабанного типу, та до того ж вони складні за конструкцією Піскосипи елеваторної конструкції [1] працюють за таким принципом операцію обсипання блоку моделей піском проводять за допомогою спеціального хобота, який разом з модельним блоком що містить циліндричний корпус і повітряну камеру, відділену від корпусу аераційною перегородкою, який відрізняється тим, що для забезпечення потоку технологічної суміші як фактора якості оболонкової форми, аеруючу перегородку виконано конусоподібною та з'єднаною із системою трубопроводів, які мають певні розміри та розміщені у просторі під певними кутами згідно з положеннями про пневмотранспорт сипучих матеріалів виконує складні рухи Піскосипи цього типу мають складну конструкцію і вживаються обмежено Найбільш повно вимогам технології відповідають піскосипи "киплячого" шару [1] У такому ПІСКОСИПІ обсипочний матеріал, а саме (у даному випадку) суміш піску та хлористого амонію (отвержувач вогнетривкої обмазки на рідкому склі [2]), до стану "кипіння" ДОВОДИТЬСЯ за допомогою стисненого повітря, яке, проходячи крізь товщу матеріалу, аерує його У такому аерованому стані технологічна суміш не чинить опору зануренню у и об'єм ливарної моделі, на яку перед цим нанесено шар вогнетривкої обмазки, при цьому рідке скло обмазки реагує з хлористим амонієм - відбувається тверднення оболонки Проте у такому ПІСКОСИПІ впродовж виконання роботи порушується ПОСТІЙНІСТЬ концентрації компонентів суміші - зменшується вміст хлористого амонію у ній, особливо в зонах близьких до зануреної моделі Відбувається це завдяки тому, що у ПІСКОСИПІ означеної дії ("киплячого шару"), конструкція якого має вигляд циліндру з перегородкою, яка ВІДДІЛЯЄ робочу частину пристрою від повітряної камери та яка має вигляд круглої пластини з перфорацією та розміром по внутрішньому діаметру циліндра піскосипа (на пластину ще кладуть повсть товщиною 10-15мм) "кипіння" піску під дією стисненого повітря має локальний характер, тобто аерація суміші практично не сприяє її перемішуванню В таких умовах вміст амонію в піску у центральній частині піскосипу постійно змінюється, в той час як біля його стінок вміст амонію утримується на заданому рівні Це приводить до пору СО о> 00 ю 51893 шення технологи, МІЦНІСТЬ оболонкових форм змеПіскосип такої конструкції складається з циліншується аж до їх руйнування ндричного корпусу 1 та повітряної камери 2, відділеної від корпусу аеруючою перегородкою З У В основу винаходу поставлено задачу вдоскоповітряну камеру подається стиснене повітря труналення конструкції піскосипу "киплячого шару" бопроводом 4 Аеруюча перегородка має конусодля забезпечення ПОСТІЙНОСТІ концентрації комповидну форму, вершиною донизу Нижньою частинентів технологічної суміші як фактора стабільносною перегородка сполучена з трубопроводами 5, ті якості оболонкових форм розміри та взаємне розміщення яких у просторі Поставленої задачі можна досягти, якщо аевідповідає вимогам транспортування сипучих маруючу суміш перевести до стану постійного спрятеріалів у трубопроводах за допомогою стисненого мованого руху (потоку) відбиранням и з нижньої повітря частини робочої камери піскосипу та передаванням до верхнього рівня суміші у ПІСКОСИПІ - створиУ такому ПІСКОСИПІ при постійному потоці обсити кругообіг матеріалу Для цього аеруючу перегопочного матеріалу зберігається постійною конценродку виконати конусовидною, вершиною донизу, трація компонентів суміші впродовж усього технощо спрямує рух суміші до нижньої частини піскологічного процесу, а це підвищує ефективність сипу тверднення шарів оболонки, а відтак - МІЦНІСТЬ оболонкової форми Далі системою трубопроводів ця суміш передається до верхньої частини ємкості піскосипу У реальному плані виготовлені за допомогою Відтак у технологічну суміш, що знаходиться водтакого піскосипу оболонкові форми мають МІЦНІСТЬ ночас і в стані "кипіння" І В стані потоку, занурюють на 23-25% більшу, ніж при використанні прототипу модель з обмазкою на рідкому склі, формування Джерела інформації шару оболонки та його тверднення проходить в 1 Литье по выплавляемым моделям Под ред умовах постійного контакту скла з амонієм заданої Я И Шкленника, В А Озерова М «Машиностроение» 1984 -с 408 КІЛЬКОСТІ На фіг приведено схему такого піскосипу, 2 Перший П С Технология точного литья М «Машгиз» 1953 -с 135 вдосконаленого згідно поставленої задачі ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюSand pouring unit
Автори англійськоюMandrik Yevhen Andriiovych, Yakovliev Oleksii Volodymyrovych
Назва патенту російськоюПескосыпка
Автори російськоюМандрик Евгений Андреевич, Яковлев Алексей Владимирович
МПК / Мітки
МПК: B22C 1/00
Мітки: піскосип
Код посилання
<a href="https://ua.patents.su/2-51893-piskosip.html" target="_blank" rel="follow" title="База патентів України">Піскосип</a>
Аераційно-динамічний піскосип
Номер патенту: 40091
Опубліковано: 16.07.2001
Автори: Яковлєв Олексій Володимирович, Мандрік Євген Андрійович, Гущин Володимир Михайлович
МПК: B22C 23/00, B22C 1/00
Мітки: піскосип, аераційно-динамічний
Формула / Реферат:
1. Аераційно-динамічний піскосип для виготовлення оболонкових форм за моделями, що виплавляються або розчиняються, який складається з вертикально встановленого конусного корпусу та циліндричної повітряної камери, відділеної від корпусу аераційною перегородкою та з'єднаної трубопроводом з джерелом стисненого повітря, яке, проходячи крізь аераційну перегородку, аерує робочу суміш піску та хлористого амонію - обсипний матеріал і доводить її до...
Бетонна суміш
Номер патенту: 46062
Опубліковано: 15.05.2002
Автори: Солошенко Людмила Миколаївна, Тішина Тетяна Георгіївна, Щербак Людмила Михайлівна, Бабкіна Ліна Олексіївна
МПК: C04B 35/66, C04B 28/06
Формула / Реферат:
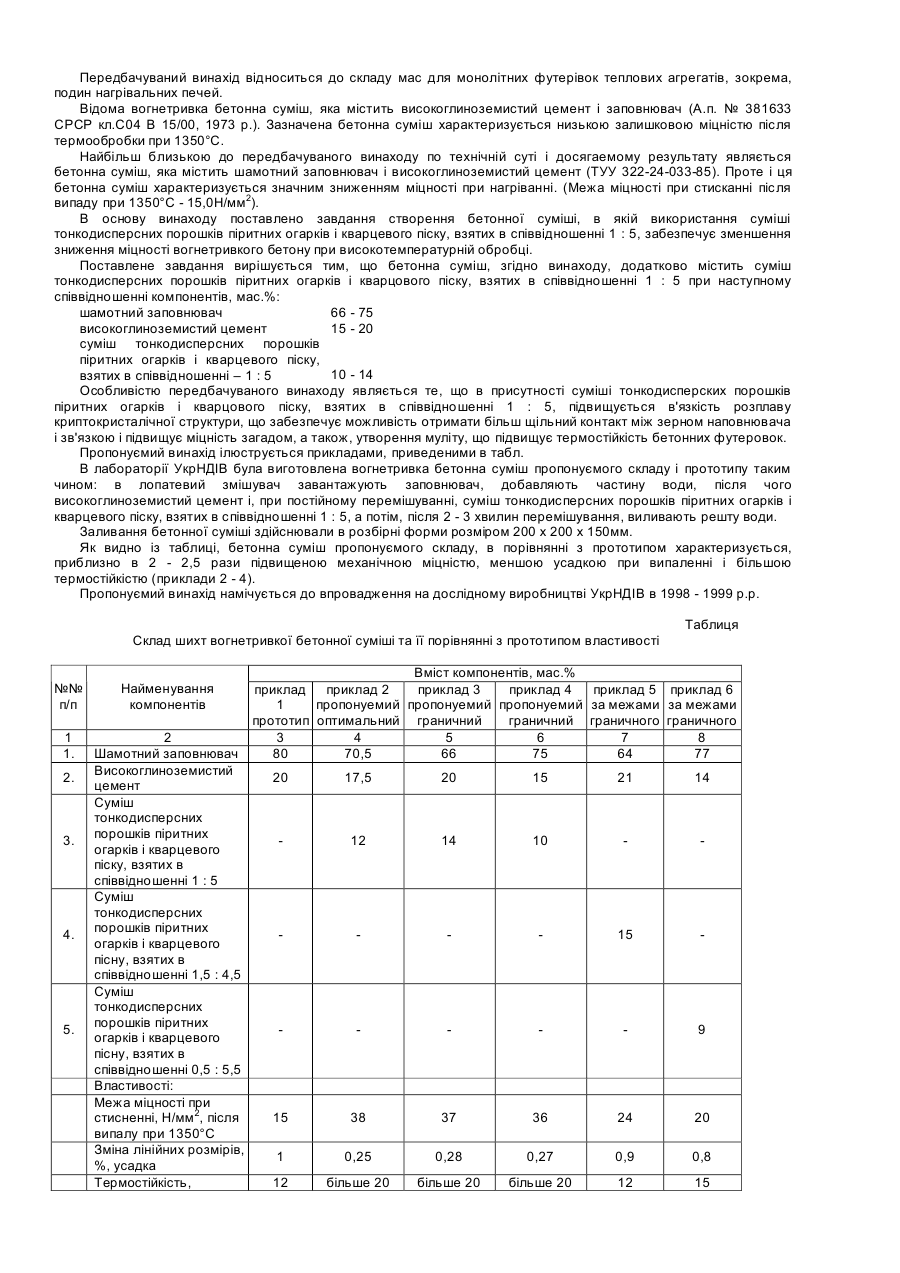
Бетонна суміш, що містить шамотний заповнювач і високоглиноземистий цемент, яка відрізняється тим, що вона додатково містить суміш тонкодисперсних порошків піритних недогарків і кварцового піску, взятих в співвідношенні 1:5 при такому співвідношенні компонентів, мас.%: шамотний заповнювач 66-75 високоглиноземистий цемент 15-20 суміш тонкодисперсних порошків...
Суміш для виготовлення легких бетонів
Номер патенту: 40153
Опубліковано: 16.07.2001
Автори: Мельник Віталій Федорович, Кобилянський Валентин Олександрович, Свірідов Володимир Степанович
МПК: C04B 28/02, C04B 38/08, C04B 14/12
Мітки: легких, бетонів, суміш, виготовлення
Формула / Реферат:
Суміш для виготовлення легких бетонів, містить заповнювачі та зв'язуючі, яка відрізняється тим, що крім цементу та води негашеного вона містить додатково дрібно меленого вапна та керамзитового піску фракції 0,1-1 мм у такому співвідношенні, мас %.:Меленого негашеного вапна - 5 %Цементу -20%Керамзитового піску 0,1-1 мм ...
Попередній патент: Надульний газовий пристрій
Наступний патент: Спосіб лікування хронічного гастродуоденіту у дітей
Випадковий патент: Рудоспуск