Спосіб плавки цинковмісної вторинної сировини
Номер патенту: 53164
Опубліковано: 15.01.2003
Автори: Алімов Валерій Іванович, Тодоракі Іван Євгенійович, Шевелєв Олександр Іванович
Формула / Реферат
Винахід стосується удосконалених способу і пристрою для навивання труб з довгої стрічки.
Відомим способом ремонтувати канали є введення спірально навитої труби з діаметром, меншим за діаметр пошкодженої або кородованої частини. Проміжок між новою трубою і старою стінкою заповнюють розчином, звичайно цементуючим. Вадою такого способу є те, що закінчена нова труба має менший діаметр, ніж первісний канал. Крім того, канал, що підлягає ремонту, має зміщення осі, хвилястість і згини, що додатково зменшує діаметр нової труби, яка має проходити через усі ці зміщення і хвилястості.
Якщо канал проходить безпосередньо крізь грунт, обсадження такого каналу вимагає труби значно меншого діаметру, ніж діаметр каналу, внаслідок тертя, що виникає при уведення обсаджувальної труби.
Звичайний спосіб формування труб полягає в навиванні ребристої стрічки з пластичного матеріалу і з'єднанні кромок витків для утворення спірально навитої труби потрібної довжини. Ранішні патенти автора стосуються контуру стрічки, фактичної форми стрічки, засобів безперервного з'єднання кромок, зміцнення стрічки додатковими навивними елементами тощо і машини для навивки такої стрічки на трубчасту оправку.
Трубу такого типу вгвинчують у канал. Однією з переваг такої труби є те, що для введення її у канал машину встановлюють на кінці каналу, який може знаходитись під землею, і вона безперервно формує трубу і вводить її у канал на бажану відстань. Таку систему використовують для обсадження стічних труб і інших каналів, причому трубу закріплюють розчином, оскільки неможливо витримати її діаметр, щоб вона точно прилягала до внутрішньої стінки каналу.
У заявці РСТ/АU87/00069 описано систему "expanda pipe", згідно з якою після формування труби звичайним навиванням і уведення у канал її розширюють до більшого діаметра до прилягання до стінок. Хоча така система є у багатьох випадках дуже корисною, їй притаманні деякі обмеження. Одним з них є обмеженість довжини труб, що можуть бути сформовані між з'єднаннями. Це обмеження зумовлюється тертям, яке діє проти обертання труби і після навивки деякої довжини труби стає занадто високим; ця проблема загострюється з ростом діаметра труби і робить цей спосіб непридатним для труб діаметром приблизно 1м. Крім того система "expanda pipe" вимагає спеціального профілю для ребер зчеплення, що удорожчає виготовлення труб.
Звичайні способи обсадки каналів, включаючи систему "expanda pipe", вимагають припинення використання цього каналу і запровадження обхідного шляху. Канал має бути звільнений від рідин на час обсадження. У багатьох випадках це створює значні труднощі.
Об'єктом винаходу є спосіб і пристрій, що дозволяють усунути щонайменше деякі з вад існуючих систем.
Першою задачею винаходу є спосіб навивання спірально навивної труби з стрічки, яка має з'єднуючі елементи, розташовані поперек стрічки через інтервал і пристосовані зчіплюватись один з одним, коли стрічку навивають по спіралі і суміжні частини кромки взаємно перекриваються,
який включає операції:
подачу стрічки у, по суті, напрямку осі труби, що підлягає навиванню,
проведення стрічки між щонайменше двома привідними роликами, розташованими усередині зазначеної спіралі,
спрямовування стрічки навколо і назовні сукупності напрямних роликів, розташованих через окружний інтервал для утворення напрямної, що дає змогу стрічці просуватись спірально, і
скріплення зчіплюванням суміжних частин кромки стрічки лише силами, що діють на стрічку при її просуванні і реактивною силою, що утворюється напруженнями у суміжних витках стрічки.
Бажано передбачити коригування радіальних положень напрямних роликів під час навивання для змін довжини окружності спірального навивання труби.
Бажано коригувати радіальні положення напрямних роликів узгоджено.
Другою задачею винаходу є створення машини для навивання спірально навивних труб з стрічки, що має комплементарні з'єднуючі елементи, розташовані уздовж частин протилежних кромок і пристосовані зчіплюватись між собою у процесі спірального навивання труби,
яка включає:
раму, що має щонайменше три напрямні ролики, розташовані через окружний інтервал і призначені упиратись у внутрішній периметр труби, причому ці ролики утворюють напрямний засіб, який дає змогу стрічці просуватись спірально, як її спрямовує машина при роботі,
привідний роликовий засіб подачі стрічки, встановлений на рамі і призначений для проведення стрічки навколо і назовні сукупності напрямних роликів спірально і забезпечувати зчеплення суміжних частин кромок суміжних витків стрічки, і
привідний засіб, встановлений у рамі і призначений для приведення у дію привідного роликового засобу подачі стрічки,
яка відрізняється тим, що привідний роликовий засіб подачі стрічки знаходиться цілком усередині спіралі і здійснює зчеплення без засобів підтримки, що спираються на зовнішній периметр труби у процесі навивки.
Бажано передбачити засіб коригування радіального положення напрямних роликів.
Бажано додатково передбачити засіб коригування кутів осей напрямних роликів відносно повздовжньої осі машини.
Трубонавивна машина може бути або нерухомою, коли навита спіральна труба безперервно виходить з машини, або може обертально рухатись відносно новоутвореної нерухомої спіральної труби і, навиваючи трубу, просуватись у осьовому напрямку.
Далі наведено опис деяких втілень, які ілюструють винахід, не обмежуючи його, з посиланнями на креслення, у яких:
Фіг.1 - аксонометричне зображення першого втілення трубонавивної машини згідно з винаходом,
Фіг.2 - вигляд спереду трубонавивної машини Фіг.1,
Фіг.3 - схематичний вигляд часткового розрізу підземного каналу з трубонавивною машиною Фіг.1 у процесі обсадки каналу,
Фіг.4 - схематична ілюстрація подачі стрічки з котушки через попередньо згинаючі ролики до трубонавивної машини згідно з винаходом,
Фіг.5 - аксонометричне зображення другого втілення трубонавивної машини згідно з винаходом,
Фіг.6 - вигляд спереду трубонавивної машини Фіг.5,
Фіг.7 - вигляд ззаду трубонавивної машини Фіг.5,
Фіг.8 - аксонометричне зображення третього втілення трубонавивної машини згідно з винаходом,
Фіг.9 - аксонометричне зображення, подібне до Фіг.8, але з працюючою машиною у процесі введення у машину стрічки 112,
Фіг.10 - аксонометричний вигляд ззаду трубонавивної машини Фіг.8,
Фіг.11 - часткове аксонометричне зображення машини Фіг.8 разом з частково навитою стрічкою 112,
Фіг.12 - задній кінець машини Фіг.8,
Фіг.13 - аксонометричний вигляд частково навитої стрічки, яка має комплементарні ребро і канавку, розташовані уздовж протилежних кромок,
Фіг.14 - аксонометричне зображення частково складеного вузла машини Фіг.8, який включає раму і один ролик,
Фіг.15 - вигляд збоку вузла Фіг.14,
Фіг.16 - задній кінець вузла Фіг.14,
Фіг.17 - задній кінець іншого складеного вузла машини Фіг.8,
Фіг.18 - ще один складений вузол машини Фіг.8,
Фіг.19 - аксонометричне зображення вузла машини Фіг.8,
Фіг.20, 21 - схематичний вигляд ззаду машини Фіг.8 усередині каналу, що підлягає обсадці.
Фіг.1 містить зображення першого втілення трубонавивної машини 10, здатної навивати спіральну трубу спіральним проведенням попередньо зігнутої стрічки ребристого пластичного матеріалу і забезпечувати зчеплення суміжних частин кромок суміжних витків стрічки 12 без застосування розташованого назовні з'єднуючого ролика або підтримуючої поверхні, як це показано на Фіг.2.
Цей пристрій можна використовувати у кілька способів. Трубонавивна машина 10 може бути або нерухомою, і тоді навита спіральна труба безперервно виходить з машини, або може обертально рухатись відносно новоутвореної нерухомої спіральної труби і, навиваючи трубу, просуватись у осьовому напрямку. Наведений далі опис стосується останнього варіанту (рухомої машини), коли машина працює усередині каналу (наприклад, пошкодженої стічної труби).
У процесі роботи трубонавивна машина 10 знаходиться у каналі, що підлягає обсадці, і приймаючи стрічку великої довжини, примусово укладає її на внутрішню стінку каналу з утворенням спіральної обсадної труби для каналу (Фіг.3).
На Фіг.3 показаний підземний канал 5 з отворами 3, 4 для доступу. Трубонавивна машина 10 знаходиться усередині каналу 5. Стрічка 12 надходить від наземного подавача 60 стрічки униз через отвір 3 до машини 10. Гідравлічне джерело 50 потужності через гідрошланг 51 забезпечує у трубонавивній машині 10 потужністю приводи, які створюють привідну потужність для безперервного навивання стрічки 12 безпосередньо на внутрішню стінку каналу 5 для формування спиральної труби 6. При цьому трубонавивна машина 10 обертається навколо повздовжньої осі каналу 5, а спіральна труба 6 не обертається відносно каналу 5. Замість гідравлічних приводів можуть бути застосовані електричні.
Машина 10 (Фіг.1, 2) має раму з п'ятьма розташованими з інтервалом по окружності напрямними роликами 17а, 40а, 19а, 20а і 29. Зовнішні поверхні цих роликів утворюють спіральний шлях для стрічки 12. На радіальному плечі 16 встановлено пару затисних захоплюючих роликів 27, 29. Первинний гідродвигун 26 приводить вал, на якому сидіть ролик 27, і привідну шестірню 30. Шестірня 30 приводить шестерню 31, встановлену на валі, який обертає захоплюючий ролик 28. На тому ж валі сидить ролик-лінивець, який при роботі притискається до внутрішньої стінки каналу. Первинний привід 25 знаходиться під кутом (кут a, Фіг.2) до радіального плеча 16. Це примушує стрічку 12, яку витискають ролики 27, 28, зчіплюватись з попереднім витком стрічки 12 і внутрішньою стінкою каналу 5 під більш крутим кутом і допомагає притискати стрічку до внутрішньої стінки каналу 5 (Фіг.2).
На радіальному плечі 40 встановлено вторинний привідний вузол 40, наявність якого не є обов'язковою. Він може бути корисним, коли для обсадки каналу потрібні великі зусилля. Положення вторинного привідного вузла 40 може бути змінним, наприклад, він може знаходитись на кінцях радіальних плеч 17, 19 або 20 (Фіг.1), а не на кінці радіального плеча 18.
Радіальні плечі 16, 17, 18, 19, 20 закріплені на втулці 15 ковзними з'єднаннями і спрямовуються радіально пружинами або гідравлічними приводами (не показаними). Ковзні з'єднання дозволяють підтримуючим роликам 19а, 40а, 17а, 20а, 29 пересуватись радіально назовні або усередину. Завдяки цьому трубонавивна машина 10 може проходити у каналі ділянки з нерівностями. Це також дозволяє використовувати одну таку машину у каналах різних діаметрів.
Фланцеві з'єднання 16J, 17J, 18J, 19J, 20J (Фіг.1) дозволяють змінювати кут, під яким проходять осі роликів 29, 17а, 40а, 19а, 20а відносно осі обертання машини 10. Це дозволяє встановлювати осі роликів у відповідності з кутом спіралі спіральної обсадної труби при її формуванні. Інакше кажучи, це дозволяє встановити вісь кожного з роликів ортогонально до кромок тієї стрічки, яку він притискає, або суміжної стрічки. Внаслідок цього машина у процесі обсадки спіральним рухом просувається уздовж каналу, а ролики обертаються відносно повздовжньої осі каналу. У випадку використання стрічки з вбудованими засобами з'єднання, невеликі відхилення машини 10 від правильного кута спіралі, що має відповідати щойно укладеній спіральній трубі, коригуються силами, що виникають при примусовому укладанні стрічки на внутрішню стінку каналу 5.
У іншому варіанті підтримуючі ролики 29, 17а, 40а, 19а, 20а встановлено на гальмівних плечах, які проходять за радіальними плечами (вони можуть бути подібними радіальним плечам 16, 17, 18, 19, 20).
При роботі довга стрічка 12 надходить від подавача 60 до роликів 70 для попереднього згинання, потім униз через отвір 3 до трубонавивної машини 10 (Фіг.3, 5). Від помпи 50 гідравлічного живлення через гідравлічний шланг 51 до машини 10 надходить гідравлічна рідина. Стрічка 12 спрямовується у захоплюючі ролики 27, 28 машини 10 (Фіг.4), які подають стрічку до внутрішньої стінки каналу 5 у напрямку, трохи відхиленому від перепендикуляру до повздовжньої осі каналу, внаслідок чого стрічка зчіплюється з кромкою попереднього витка стрічки 12 і під зусиллям спірально укладається на внутрішню стінку, утворюючи трубу, по суті, впритул до внутрішньої стінки каналу 5. Під час цього процесу захоплюючі ролики 27, 28 самі обертаються відносно повздовжньої осі каналу 5, завдяки чому відстань між точкою захоплення і точкою 14 контакту стрічки з внутрішньою стінкою каналу залишається суттєво постійною у процесі безперервної навивки труби (Фіг.2).
На початковій стадії навивання труби стрічку 12 вручну вводять між роликами 27, 28 і для першого витка стрічка має бути проведена назовні роликів 17а, 40а, 19а, 20а і 29 (Фіг.2). Після зчеплення стрічки, що надходить, з суміжним витком (Фіг.2) машина 12 може працювати автоматично і безперервно.
Вторинний привідний вузол 40 (приводимий мотором 41), встановлений на радіальному плечі 18, створює додаткове спрямовуюче зусилля, знижуючи навантаження на первинний привід 26. Спрямовуюче зусилля, що забезпечується первинним привідним вузлом 26, перевищує зусилля від вторинного привідного вузла 40, і створює на стрічку 12 тиск між точкою захоплення її роликами 27, 28 і точкою притискання її до внутрішньої стінки каналу 5 роликом 40а. Цей тиск на стрічку 12 сприяє укладанню стінок закінченої спіральної труби 6 впритул або майже впритул до внутрішньої стінки каналу 5. Дію цього тиску можна варіювати, як змінюючи співвідношення між силами, що створюються першим і другим привідними вузлами, так і змінюючи кут, під яким встановлено привідний вузол 25. Різні розміри труб і різні профілі стрічки вимагають різних натискань.
Подавач 60 стрічки разом з вбудованими роликами 70 попереднього згинання (Фіг.5) виконує дві важливі функції. По-перше, він розмотує стрічку 12 таким чином, що спіральні витки, що подаються у канал 5, мають форму, оптимальну для безперервного прийому машиною 10. По-друге, він забезпечує попередній згин у стрічці, а це запобігає перевантаженню привідних вузлів 25, 40. Це є особливо важливим, коли стрічка має підвищену жорсткість.
При роботі котушка 61 і плече 62 обертаються, подаючи стрічку 12 до машини 10. Відношення їх швидкостей обертання можна змінювати для забезпечення оптимального режиму надходження спіральної стрічки до машини 10.
Спосіб обсадження каналу і трубонавивна машина 10 мають багато переваг над існуючими способами і машинами для укладання труби. Трубонавивна машина 10 (Фіг.1, 2) може безперервно обсаджувати канал на дуже великій довжині без зупинок і з'єднань труби. Машина здатна проходити через частково обвалені або пошкоджені ділянки каналу. Це уможливлюється тим, що усі підтримуючі ролики 49а, 19а, 20а, 29, 17а встановлені на радіальних плечах, здатних скорочуватись радіально. При наявності великих заглиблень у каналі машина звичайно може продовжувати роботу без накладання на заглиблення бандажа для продовження укладання незакріпленої труби.
Трубонавивна машина 10 може мати встановлені на плечах 16-20 гідравлічні циліндри, здатні контрольовано створювати тиск у певних зонах внутрішньої стінки каналу. Завдяки цьому можна розширювати частково обвалені канали і укладати стрічку 12 на розширеній ділянці, створюючи трубу збільшеного діаметру. Оскільки така операція є одностадійною, розширений канал негайно закріплюється щойно навитою спіральною трубою, що запобігає обваленню. Тими ж гідроциліндрами разом з гідродвигунами 26, 41 можна керувати таким чином, щоб запобігти збільшенню діаметра труби 6 при обсадженні заглиблень у внутрішній стінці каналу.
Описані вище спосіб і машина можуть бути використані з стрічками різних профілів. Якщо використовується окрема з'єднувальна стрічка, машина 10 зближує суміжні кромки для подальшого з'єднання з'єднувальною стрічкою. Можна використовувати стрічку з великою зчіплювальною секцією. Зусилля, яке створюють захоплюючі ролики 27, 28, спрямоване проти вторинного привідного вузла 41 і може бути достатнім для забезпечення зчеплення кромок такої стрічки, як тільки вона входить у контакт з внутрішньою стінкою каналу. Якщо це зусилля є недостатнім, зчеплення здійснюється роликом 17а.
Якщо спіральна труба 6 має знаходитись у важких умовах, наприклад, при обсадці каналу великого діаметру або коли канал потребує зміцнення, може бути використана стрічка з пластмаси, зміцненої металом. Така стрічка звичайно потребує початкового навивання до діаметру, трохи меншого за бажаний діаметр спіральної труби 6. Цю операцію виконує подавач 60 стрічки (Фіг.5) перед подачею стрічки у канал 5. Обсадна машина 10 розгинає стрічку у процесі притискання до внутрішньої стінки каналу 5.
Для гідравлічних вузлів можна використовувати різні рідини, включаючи воду. У цьому випадку можна застосувати систему повного використання, у якій відпрацьовану гідравлічну рідину (воду) можна використовувати для безперервного промивання.
Фіг.5-7 ілюструють друге втілення винаходу.
Трубонавивна машина 100 (Фіг.5) може створювати спіральну трубу, спрямовуючи стрічку з положення усередині внутрішнього периметру труби, що підлягає формуванню, у положення впритул до попереднього витка стрічки. На Фіг.5-7 стрічка не показана, але вона проходить шляхом, подібним до шляху стрічки 12 і 212 (Фіг.2) першого втілення і показаним на Фіг.9, 11, 12 для другого втілення.
Трубонавивна машина 100 може бути абб нерухомою, і тоді навита спіральна труба безперервно виходить з машини, або може рухатись відносно новоутвореної нерухомої спіральної труби. Наведений далі опис стосується останнього варіанту (рухомої машини), коли машина працює усередині каналу (наприклад, пошкодженої стічної труби).
Машина 100 (Фіг.5) має раму 120 з вісьма розташованими з інтервалом по окружності напрямними роликами 166, 168, 176, 178, 186, 199, 196, 198. Зовнішні поверхні цих роликів утворюють спіральний шлях для стрічки. На вигляді переднього кінця машини 100 (Фіг.6) показано просторове розташування цих роликів. Затисний захоплюючий блок 124, у якому встановлено дві пари спрямовуючих роликів, знаходиться усередині периметру спіральної труби, що формується. Блок 124 закріплений у рамі 120 і має дві пари протилежно обертальних роликів, які приводить гідродвигун 126 і які спрямовують стрічку у положення впритул до попереднього витка стрічки і діють проти реактивної сили, що створюється напруженнями у суміжному витку або суміжних витках стрічки, і забезпечують зчеплення стрічки. Оскільки цей процес є безперервним, це примушує стрічку навиватись, утворюючи безперервну спіральну трубу навколо навивної машини 100.
Захоплюючий блок 124 встановлюють на рамі 120 з можливістю регулювання кута відносно рами 120.
Для радіального коригування положення роликів 166, 176, 186, 188, 196, 198 і забезпечення цим можливості машині 100 навивати труби різного діаметру між рамою і зазначеними роликами передбачено пари радіальних плеч 116F і 116С, 117F і 117С, 118F і 118С, 119F і 119С (на фіг 5, 6 показані лише 117F, 117С і 117R, а на Фіг.7 - 116F і 116R, 117F і 117R, 118F і 118R і 119F і 119R). Розташування цих плеч відносно рами 120 показано на Фіг.5. Рама 120 підтримує чотири групи плеч 116F, С і R, 117F, С і R, 118F, С і R і 119F, С і R.
До віддалених кінців радіальних плеч 119F і 119С приєднані повертальні плечі, відповідно, 190F і 190С, віддалені кінці яких утримують ролик 198. Подібним чином повертальні плечі 192F і 192С, з'єднані з кінцями радіальних плеч 119F і 119С, утримують ролик 196. Повертальний рух пар 190F, 190С і 192F, 192С контролюється виконавчими органами 194, 195, які визначають радіальне положення роликів 196, 198. Подібні повертальні плечі і виконавчі органи встановлено на кожній з інших трьох пар 116F і 116С, 117F і 117С, 118F і 118С (Фіг.5).
Розширюючою дією виконавчих органів 194, 195 і відповідних органів інших повертальних плеч можна змінювати довжину окружності спіральної труби у процесі навивання. Ці виконавчі органи є гідравлічними і приєднані до одного джерела гідравлічного тиску. Тому вони прикладають постійну силу до відповідних роликів. Підвищуючи гідравлічний тиск у процесі навивання труби, можна збільшити її діаметр. Зниження тиску веде до зменшення діаметру.
У іншому варіанті тиск у кожному виконавчому органі можна змінювати незалежно і керувати, таким чином, радіальним положенням кожного з роликів 166, 168, 176, 178, 186, 188, 196, 198.
За роликами 168, 178, 188, 198 знаходяться відповідні підтримуючі ролики 169, 179, 189, 199 машини, встановлені у рамі 120 подібно до роликів 168, 178, 188, 198. Наприклад, радіальні плечі 117С (Фіг.5) і 117F (Фіг.7) утримують повертальні плечі 170С і 170R (Фіг.5), які у свою чергу утримують підтримуючий ролик 179 машини.
Підтримуючі ролики 179, 199 машини приводяться допоміжними привідними вузлами, відповідно, 140, 145 (підтримуючі ролики 169, 189 машини не мають приводів). Привід здійснюється ланцюговим колесом і ланцюгами (такі колеса 146 і 141 показані на Фіг.7). Ці допоміжні привідні вузли допомагають машині обертатись усередині спіральної труби у процесі навивання і знижують навантаження на ролики захоплюючого блоку 124. Ці вузли не є обов'язковими, оскільки машина може обертатись спірально під дією лише сили, що створюється захоплюючими роликами блоку 124, за умови використання достатньо потужного гідродвигуна 126.
На додаток до коригування радіального положення роликів 166, 168, 169, 176, 178, 179, 186, 188, 189, 196, 198, 199 можна змінювати кути їх осей відносно повздовжньої осі машини 100. Ці кути можна коригувати у чотирьох групах:
166, 168, 169;
176, 178, 179;
186, 188, 189;
196, 198, 199,
згідно з їх розташуванням на платах 156, 157, 158, 159 (Фіг.6). Кожна з цих плат шарнірно закріплена одним кінцем, а другим кінцем з'єднана з регулювальним кільцем 150 (Фіг.7). Обертанням валу 149 можна обертати регулювальне кільце 150. Завдяки його зв'язку з встановлювальними платами 156, 157, 158, 159 обертання кільця 150 викликає одночасну зміну положень усіх чотирьох зазначених груп роликів. Це дозволяє встановити у машині 100 кут спіралі, який відповідає трубі, що підлягає навиванню.
Як уже відзначалось, трубонавивну машину 100 можна використовувати для виготовлення незакріплених труб на поверхні землі або у траншеї. У цьому випадку стрічка має мати зчіплювальну секцію, подібну зображеній на Фіг.13. Зчеплювальний профіль попереднього спірального витка має поверхню, у яку стрічка може бути втиснута захоплюючими роликами, що діють проти реактивної сили, створеної напруженнями у суміжних витках стрічки.
Фіг.8-12 і 14-21 ілюструють третє втілення винаходу. На Фіг.13 зображено профіль 212 стрічки, призначеної для цього втілення.
Трубонавивна машина 200 (Фіг.8) може навивати спіральну трубу, спрямовуючи стрічку з положення усередині внутрішнього периметру труби, що підлягає формуванню, у положення впритул до попереднього витка стрічки 212 (Фіг.11,9).
Трубонавивна машина 200 може бути нерухомою, і тоді навита спіральна труба безперервно виходить з машини, або може рухатись відносно новоутвореної нерухомої спиральної труби. Наведений далі опис стосується останнього варіанту (рухомої машини), коли машина працює усередині каналу (наприклад, пошкодженої стічної труби).
Машина 200 (Фіг.8) має раму 220 з сьома розташованими з інтервалом по окружності напрямними роликами 266, 276, 278, 286, 288, 296, 298. Зовнішні поверхні цих роликів утворюють спіральний шлях для стрічки. На вигляді заднього кінця машини 200 (Фіг.12) показано просторове розташування цих роликів. Затисний захоплюючий блок 224, у якому встановлено пару спрямовуючих роликів, знаходиться усередині периметру спіральної труби, що формується (Фіг.9). Блок 224 закріплений у рамі 220 і має два протилежно обертальні ролики, які спрямовують стрічку 212 у положення впритул до попереднього витка стрічки 212 і забезпечують зчеплення. Оскільки цей процес є безперервним, це примушує 212 стрічку навиватись навколо навивної машини 200, утворюючи безперервну спіральну трубу.
На передній частині машини 200 передбачено чотири ведучі напрямні ролики 301, 302, 303, 304, призначені, головним чином, для стабілізації машини при введенні її у канал, що підлягає обсадці. Якщо машина 200 призначається для виготовлення незакріплених труб або труб у траншеї, ці напрямні ролики не потрібні.
Трубонавивна машина живиться гідравлічною потужністю через гідрошланг 251 (Фіг.8), приєднаний до машини 200 обертальним гідравлічним з'єднанням 252. Гідродвигун 226 приводить редуктор 255, який, у свою чергу, приводить привідні вали 230, 231, що обертаються протилежно. Ці вали з'єднані з роликами захоплюючого блоку 224 для приведення у дію внутрішнього і зовнішнього захоплюючих роликів 227 і 228.
Блок 224 встановлено у рамі 220 з можливістю коригування його кута відносно рами 220. Привідні вали 230, 231 є телескопічними і мають універсальні з'єднання на кінцях, які дозволяють здійснювати зазначене коригування положення блоку 224.
Для радіального коригування положення роликів 266, 276, 278, 286, 288, 296, 298 і забезпечення цим можливості машині 200 навивати труби різного діаметру між рамою 220 і зазначеними роликами передбачено пари радіальних плеч 216F і 216F, 217F і 217R, 218F і 218R і 219F і 219R. Розташування цих плеч відносно рами 220 показано на Фіг.14. Раму 220 утворюють передній вузол 215F і задній вузол 215R, з'єднані валом 221. Передній вузол включає чотири плеча 216F, 217F, 218F, 219F, виконані як стрижні плунжера, що гідравлічним приводом висуваються з вузла 215F. Задній вузол 215R має конструкцію, подібну зображеній на Фіг.14.
До віддалених кінців радіальних плеч 216F, 217F, 218F, 219F приєднані передні маточини, відповідно, 260F, 270F, 280F, 290F (Фіг.10). Маточини 260F, 260R утримують ролик 266 (Фіг.14). Решта маточин утримують шатунні плечі 272F і 272R, 282F і 282R і 292F і 292R, шарнірно з'єднані з відповідними маточинами (див. Фіг.10, де можна бачити маточини 270F, 270R). Ролики 276, 278, 286. 288, 296, 298 з можливістю обертання утримуються відповідними шатунними плечами (Фіг.10). Шарніри 274F і 274R, 284F і 284R і 294F і 294R дозволяють відповідним шатунним плечам повертатись і надають роликам, які ними утримуються, певну вільність, що дозволяє їм залишатись у контакті з трубою у процесі її формування (Фіг.12).
Ролики 266, 276, 278, 286, 288, 296, 298 бажано групувати у групи роликів, що сидять на одній осі і мають ширину, що приблизно дорівнює ширині стрічки 212, яка підлягає навиванню.
Передній вузол 215F знаходиться під кутом до заднього вузла 215R (Фіг.15), і тому ролики 266, 276, 278, 286, 288, 296, 298 знаходяться під кутом відносно циліндра 221. При роботі цей кут встановлюється таким, що машина 200 належним чином рухається спірально і здійснює спіральне навивання згідно з шириною стрічки і бажаним діаметром труби.
Радіальні плечі 216-219 через відповідні зубчасті рейки з'єднані з зубчастим колесом 241. Ці зубчасті рейки і колесо забезпечують однаковість висування радіальних плеч. Такі конструкції містять як передній, так і задній вузли 215F, 215R, але зубчасті рейки протилежних вузлів 215F, 215R зчеплені з протилежними боками відповідних зубчастих коліс. Таке розділення рейок і їх відповідних плунжерів разом з нахилом вузлів 215F, 215R один до одного (Фіг.14, 15, 16) забезпечують сходження передніх і задніх маточин 260F і 260R, 270F і 270R, 280F і 280R і 290F і 290R, коли елементи 216F і 216R, 217F і 217R, 218F і 218R і 219F і 219R радіальних плеч висуваються. Відповідні плунжери 241F, 241R механічно зв'язані валом 225 (Фіг.18), завдяки чому вісім радіальних плеч 216F і 216R, 217F і 217R, 218F і 218R і 219F рухаються узгоджено і завжди зміщені на однакову відстань від відповідного зубчастого колеса 241.
Плечі висуваються назовні гідравлічним тиском і повертаються усередину під дією обертання зубчастих коліс 41, що рухають рейки 40. Колеса 41 з'єднуються валом 225, з'єднаним одним кінцем з витою пружиною 222 (Фіг.18). Інший кінець пружини закріплено на циліндрі 221. У процесі складання рами 220 пружині 222 надають початкового натягу, завдяки чому при відсутності гідравлічного тиску, радіальні плечі втягуються цією пружиною.
Зсув між переднім і заднім вузлами 215F, 215R може бути змінений повертанням циліндричного з'єднання 223 (Фіг.18). Для різних ширин стрічки потрібні різні кути. Після встановлення кута, що відповідає певній ширині, трубонавивну машину 200 можна використовувати для різних діаметрів труби. Оскільки радіальні плечі пересуваються узгоджено, кут роликів 266, 276, 278, 286, 288, 296, 298 відносно повздовжньої осі машини 200 змінюватиметься у відповідності до кута спіралі, згідно з якою навивають трубу. Це випливає з наведених вище геометричних співвідношень (Фіг.14-16) і відбувається автоматично, без втручання користувача.
Як уже відзначалось, трубонавивну машину 200 можна використовувати для виготовлення незакріплених труб на поверхні або у траншеї У цьому випадку стрічка має мати зчіплюванні секції. Зчіплювальний профіль попереднього спірального витка має поверхню, у яку стрічка може бути втиснута захоплюючими роликами, що діють проти реактивної сили, створеної напруженнями у суміжних витках стрічки 212 (Фіг.11, 12).
Наведений опис втілень винаходу є лише ілюстрацією і припускає різні модифікації, що відповідають принципам винаходу. Винахід включає також усі такі модифікації.
Текст
Спосіб плавки вторинної цинковмісної сировини, переважно залізистого цинку і гартцинку, що включає розплавлювання шихти і перегрів розплаву, добавку алюмінію і флюсу, ступеневе зниження температури і зняття шлаку, який відрізняється тим, що перегрів розплаву здійснюють до температури Т пер = 540 + 42 х С, де С - вміст заліза в сировині в %, перше зняття шлаку здійснюють при температурі, рівній 0,86-0,91 Т п е р , а друге при температурі 0,77-0,80 Тпер Винахід відноситься до області вторинної кольорової металурги, а більш конкретно до виробництва вторинних цинкових сплавів, і може бути використаний при плавці цинкових ВІДХОДІВ, переважно залізистого цинку і гартцинку, на заводах вторинної і кольорової металургії Відомий спосіб переробки окислених цинквміщуючих матеріалів - цинкових кеків і концентратів, що містять залізо, по якому відновлення заліза проводять у дві стадії сульфідним матеріалом із сульфідом цинку і поверненням кека з другої стадії відновлення в першу (а с №621772,кл 2СЗЗВ19/22 Бюл №32,1978) Недоліком відомого способу є його мала ефективність при спробі застосування до цинкових ВІДХОДІВ - залізистого цинку і гартцинку зі змістом до 5% заліза і більше, при цьому він не забезпечує повного і комплексного використання сировини Відомий спосіб переплавлення залізовмісних цинкових промпродуктів - залізистого цинку, гартцинку, скрапу, згари і т д , що складається в завантаженні до печі з прошарком реагенту для захисту від окислювання, розплавлюванні і нагріванні до температури 610°С - 750°С, додаванні алюмінію в КІЛЬКОСТІ 50-80% від розрахункового, зниженні температури ступенями на 70 - 130°С, додаванням залишившейся частини алюмінію, знятті шлаку при температурі кожного ступеня (Майский О В , Тара ляемого і тому прийнятий у якості найближчого аналога При проведенні процесу переплавлення в декілька стадій забезпечується одержання багатих по залізу зйомів при оптимальної витраті матеріалів, що рафінують, на відміну від одностадійного процесу, при якому утворюється більший вихід бідних по залізу зйомів Проте недоліком відомого способу є те, що температури перегріву розплаву і температури, при яких проводиться зняття шлаку, задаються у вигляді інтервалу температур і відсутній їхній ко сов А В «Переробка ВІДХОДІВ пірометалурпйного виробництва цинку / Оглядова інформація серія "Виробництво важких кольорових металів " Вип II М ЦНИИЦветмет, 1980 - с 44) Цей спосіб по технічній сутності є найбільш близьким до заяв ректний зв'язок зі змістом заліза у ВИХІДНІЙ ШИХТІ У результаті часто утворюється невідповідність температур ступенів і температури перегріву в зв'язку з конкретним змістом заліза в шихті При знижених температурах ступенів процес протікає не достатньо інтенсивно, при підвищених температурах росте угар цинку У результаті зменшується вихід металу по цинку і погіршуються його якості за рахунок ШКІДЛИВИХ ДОМІШОК У основу запропонованого винахіду поставлена задача такого удосконалення способу плавки вторинної цинквміщуючої сировини, що дозволило б оптимізувати температурний режим плавки в залежності від змісту заліза в сировині, за рахунок коректних залежностей між температурами перегріву розплаву, температурами зйомів шлаку й змістом заліза в сировині і завдяки цьому оптимізувати процес рафінування розплаву від заліза й інших домішок Поставлена задача вирішується тим, що в способу плавки вторинної цинквміщуючої сирови (О со Ю 53164 ни, переважно залізистого цинку і гартцинку, що включає розплавлювання шихти і перегрів розплаву, добавку алюмінію і флюсу, ступеневе зниження температури і зняття шлаку, перегрів розплаву роблять до температури Тпер= 540 + 42 х С, де Сзміст заліза в сировині в % Перше зняття шлаку роблять при температурі, рівної 0,86-ь0,91 Т п е р , а друге-при температурі 0,77-ь0,80 Тпер Ознаками заявляемого способу плавки вторинної цинквміщуючої сировини, переважно залізистого цинку і гартцинку, загальними з найближчим аналогом, є розплавлювання шихти і перегрів розплаву, добавка алюмінію і флюсу, ступеневе зниження температури і зняття шлаку Новими ознаками є те, що перегрів розплаву роблять до температури Т пер = 540 + 42хС, де С зміст заліза в сировині в %, перше зняття шлаку роблять при температурі, рівної 0,86-0,91 Т п е р , а друге - при температурі 0,77-0,80 Тпер Завдяки тому, що в способі плавки вторинної цинквміщуючої сировини, переважно залізистого цинку і гартцинку, перегрів розплаву роблять до температури Т пер = 540+42хС, де С - зміст заліза в сировині в %, перше зняття шлаку роблять при температурі рівної 0,86-0,91 Т п е р , а друге -при температурі 0,77-0,80 Т п е р , температури перегріву розплаву, температури зняття шлаку й зміст заліза в сировині коректно пов'язані один з одним залежностями і за рахунок цього оптимізован режим плавки, що забезпечує у свою чергу оптимізацію температурного рафінування розплаву від заліза й інших домішок Якщо температура перегріву розплаву буде нижче, чим обумовлена по залежності Т пер = 540+42хС, де С - зміст заліза в сировині, а температура першого зняття шлаку менше 0,86 Тпер і другого зняття менше 0,77 Т п е р , то процес рафінування заліза й інших домішок буде протікати недостатньо інтенсивно, тривалість збільшиться , буде потрібно більше ступенів зниження температур, тобто ускладниться технологія плавки, а ступінь очищення зменшиться Якщо температура перегріву розплаву буде вище, чим обумовлена по залежності Тпер = 540+42хС, де С - зміст заліза в сировині, а температура першого зняття шлаку більше 0,91 Тпер і другого зняття більше 0,80 Т п е р , то зросте угар цинку й ефективність способу плавки помітно знизиться Спосіб плавки вторинної цинквміщуючої сиро вини, переважно залізистого цинку і гартцинку, здійснюють таким чином Вихідна вторинна сировина, що містить залізистий цинк і гартцинк, а також агенти для захисту від окислювання й утворення шлаку завантажують до плавильної печі, розплавлюють їх і розплав перегрівають до температури, обумовленої по залежності Тпер = 540 + 42хС, де С- зміст заліза у ВИХІДНІЙ сировині, добавляють частину розрахункової КІЛЬКОСТІ алюмінію і флюси, знижують температуру до значення, що складає 0,86-0,91 Т п е р , роблять перший зйом шлаку, добавляють іншу частину алюмінію, знижують температуру до значення, що складає 0,77-0,80 Т п е р , роблять другий зйом шлаку і далі завершують плавку і розливання металу по діючий технології Приклад Спосіб плавки вторинної цинквміщуючої сировини, здійснювали таким чином До печі, попередньо розігрітої до температури 600°С, завантажили гартцинк з змістом заліза в ньому 3,6% (мас) у КІЛЬКОСТІ 2500КГ ПІСЛЯ розігрі ву гартцинку до температури 500°С до печі завантажили покривний флюс у КІЛЬКОСТІ 50кг Потім гартцинк із флюсом перегріли до температури 690 ± 5°С, визначену по формулі Тпер = 540 + 42 х 3,6 = 691 °С, і додали до печі більшу частину алюмінію від розрахункової КІЛЬКОСТІ Розплав із розчиненим алюмінієм перемішали протягом 20хв , відключили пальники печі і знизили температуру розплаву до 610°С, що складає 0,88 Т п е р , потім зняли шлак, додали іншу частину алюмінію і флюсу Після розплавлювання реагентів перемішали розплав протягом 10 хв і остудили його до температури 540°С, що складає 0,783 Тпер Зробили другий зйом шлаку, знизили температуру розплаву до 450°С і зробили розливання металу до ізложниць Одержали цинк марки Ц2 по ГОСТ 3640-75, що містить у % (мас) 98,99 Zn, 0,81Pb, 0,03 Fe, 0,15 Cd, 0,004 Си, 0,0015 Sn, 0,008 As ВИХІД металу по цинку склав 75,2% При порівняльній плавці такої ж вторинної сировини по способу найближчого аналога одержали цинк тієї ж марки, що містить у % (мас ) 98,86 Zn, 0,91 Pb, 0,04 Fe, 0,17 Cd, 0,0045 Си, 0,0016 Sn, 0,009 As ВИХІД металу по цинку склав 71,1% З отриманих результатів виходить, що заявляємий спосіб забезпечує більш високий вихід металу по цинку при одночасному поліпшенні його якості за рахунок зменшення змісту домішок ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for melting the zinc-containing raw material
Автори англійськоюSheveliev Oleksandr Ivanovych, Alimov Valerii Ivanovych
Назва патенту російськоюСпособ плавки цинксодержащего вторичного сырья
Автори російськоюШевелев Александр Иванович, Алимов Валерий Иванович
МПК / Мітки
МПК: C22B 19/00, C22B 7/00, C22B 9/10
Мітки: сировини, вторинної, цинковмісної, спосіб, плавки
Код посилання
<a href="https://ua.patents.su/2-53164-sposib-plavki-cinkovmisno-vtorinno-sirovini.html" target="_blank" rel="follow" title="База патентів України">Спосіб плавки цинковмісної вторинної сировини</a>
Спосіб вилучення золота з вторинної сировини
Номер патенту: 22955
Опубліковано: 05.05.1998
Автори: Пололій Наталія Михайлівна, Півоваров Олександр Андрійович, Буря Олександр Іванович, Ситнік Сергій Володимирович
МПК: C22B 11/00
Мітки: вторинної, золота, спосіб, сировини, вилучення
Формула / Реферат:
1.Способ извлечения золота из вторичного сырья, включающий выщелачивание золота щелочными цианистыми растворами, разделение раствора дицианоаурата и твердой основы, отличающийся тем, что выщелачивание проводят растворами, содержащими 0,3-0,4% KCN, 0,6-0,8% КОН, приготовленными с использованием воды, активированной в плазме тлеющего разряда, содержащей 100-300 мг/л перекисных, надперекисных соединений, активных радикалов и частиц.2....
Спосіб переробки вторинної вольфрамвмісної сірчистої сировини
Номер патенту: 19659
Опубліковано: 25.12.1997
Автори: Фролов Сєргєй Павловіч, КА, Деньгінова Свєтлана Юрьєвна, ТІ, Фролова Ольга Владіміровна, ТІ, Вєрьовкін Гєоргій Васільєвич, RU
МПК: C22B 34/36
Мітки: спосіб, сірчистої, вольфрамвмісної, переробки, сировини, вторинної
Формула / Реферат:
1. Способ переработки вторичного вольфрамсодержащего сернистого сырья в замкнутом цикле, включающий разложение сырья в автоклаве, фильтрацию полученного раствора, предварительную-сорбцию из него вольфрама высокоосновным анионитом с возвратом сорбата в актоклав, десорбцию, упаривание элюатов с получением паравольфрамата аммония и его прокалку, отличающийся тем, что разложение ведут растворами щелочи при подаче в автоклав окислителя, после...
Спосіб підготовки сировини до доменної плавки
Номер патенту: 9142
Опубліковано: 30.09.1996
Автори: Ярошевський Станіслав Львович, Петров Леонід Андрійович, Громов Михайло Іванович, Брусов Лев Петрович
МПК: C22B 1/24
Мітки: плавки, спосіб, сировини, підготовки, доменної
Формула / Реферат:
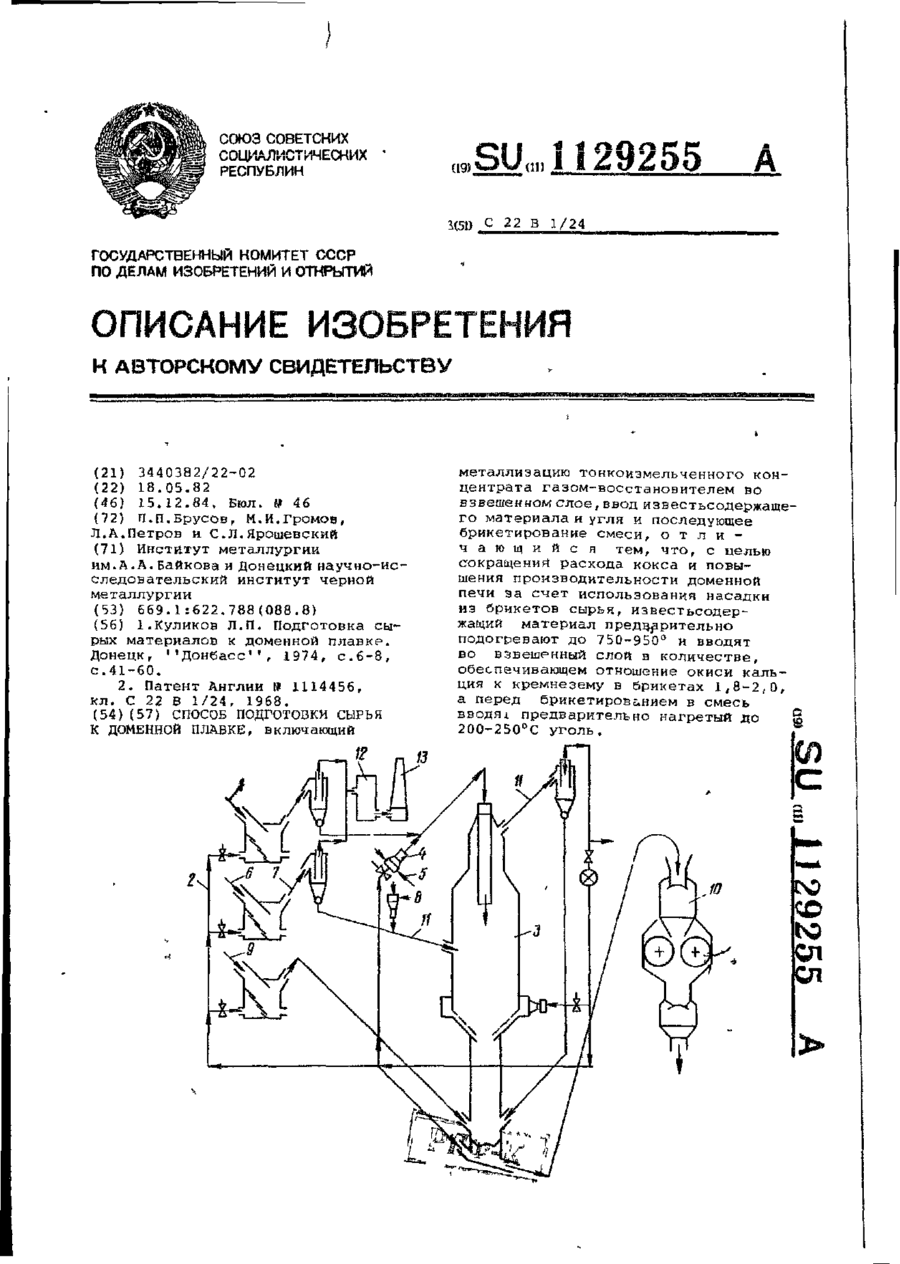
Способ подготовки сырья к доменной плавке, включающий металлизацию тонкоизмельченного концентрата газом-восстановителем во взвешенном слое, ввод известьсодержащего материала и угля и последующее брикетирование смеси, отличающийся тем, что, с целью сокращения расхода кокса и повышения производительности доменной печи за счет использования насадки из брикетов сырья, известьсодержащий материал предварительно подогревают до 750-950° и вводят во...
Установка для утилізації вторинної полімерної сировини
Номер патенту: 1205
Опубліковано: 15.04.2002
Автори: Вовк Володимир Олександрович, Сезонов Максим Вікторович, Рябцев Геннадій Леонідович, Мікульонок Ігор Олегович, Лукач Юрій Юхимович
МПК: B29B 17/00
Мітки: вторинної, полімерної, сировини, установка, утилізації
Формула / Реферат:
Установка для утилізації вторинної полімерної сировини, що містить об'єднані в замкнену технологічну систему функціональні блоки, у тому числі принаймні один подрібнювач з приводом, змонтований в закритому кузові автомобільного шасі, яка відрізняється тим, що автомобільне шасі виконане самохідним, приводи функціональних блоків кінематично зв'язані з двигуном автомобільного шасі, бокові й задня стінки закритого кузова по висоті виконані з двох...
Спосіб хірургічного лікування вторинної некомпенсованої неоваскулярної глаукоми
Номер патенту: 44485
Опубліковано: 15.02.2002
Автори: Соболєва Ірина Анатоліївна, Денисов Ігор Анатолійович
МПК: A61F 9/00
Мітки: некомпенсованої, неоваскулярної, хірургічного, лікування, спосіб, глаукоми, вторинної
Формула / Реферат:
Спосіб хірургічного лікування вторинної некомпенсованої неоваскулярної глаукоми, що включає викроювання двох склеральних шматків, вирізування зовнішньої стінки шоломова каналу, повернення склерального шматка на попереднє місце та фіксацію одним вузловим швом, який відрізняється тим, що викроюють чотирикутний склеральний шматок на 1/3 товщини склери, паралельно лімбу виконують лінійний перфорівний розріз склери до циліарного тіла довжиною до 5...
Попередній патент: Низькоградієнтний ротаційний віскозиметр
Наступний патент: Спосіб виготовлення біметалевих деталей
Випадковий патент: Універсальні "санки"