Спосіб виготовлення біметалевих деталей
Номер патенту: 53165
Опубліковано: 15.01.2003
Автори: Ліщенко Ігор Геннадійович, Шнейдерман Ілля Олександрович, Шаповалов Геннадій Георгійович, Шнейдерман Олександр Шлемович
Формула / Реферат
1. Спосіб виготовлення біметалевих деталей, переважно заготовок блоків циліндрів аксіально-поршневих гідромашин, наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки глухих циліндричних отворів, розташованих по колу, установлення в них та закріплення формувальних стрижнів із металу з температурою плавлення, яка перевищує температуру плавлення наплавлюваного сплаву, виконання по центральній осі заготовки отвору, розміщення в технологічній порожнині флюсу та наплавлюваного сплаву в мінімально дозованому об'ємі, нагрівання заготовки в соляній ванні до повного розплавлення наплавлюваного сплаву передаванням тепла від тугоплавкої основи заготовки до наплавлюваного сплаву і утримування заготовки із заповненням розплавленим металом зазорів, утворених між внутрішніми поверхнями циліндричних отворів та формуючими стрижнями, і дна технологічної порожнини, витягнення заготовки із соляної ванни і установлення теплоізолюючої кришки протягом не більше двох хвилин таким чином, що її бокова поверхня частково перекриває по висоті зовнішню поверхню заготовки в зоні готової деталі і охоплює тепловий вузол, охолодження заготовки на відповідній секції горизонтальної металевої плити і видалення формуючих стрижнів, яке поєднане з остаточною механічною обробкою заготовки, який відрізняється тим, що глухі циліндричні отвори, розташовані по колу, виконують в основі заготовки зверху з боку технологічної порожнини таким чином, що їх глухі кінці направлені до суцільної донної частини заготовки, встановлення формувальних стрижнів в циліндричні отвори здійснюють зверху з боку технологічної порожнини та закріплюють їх в суцільній донній частині заготовки, а отвір по центральній осі заготовки виконують наскрізним.
2. Спосіб за п. 1, який відрізняється тим, що закріплення формуючих стрижнів, які установлені в циліндричних отворах, здійснюють, наприклад за допомогою нарізного з'єднання, при цьому різь виконують на кінцях формуючих стрижнів і в суцільній донній частині заготовки.
Текст
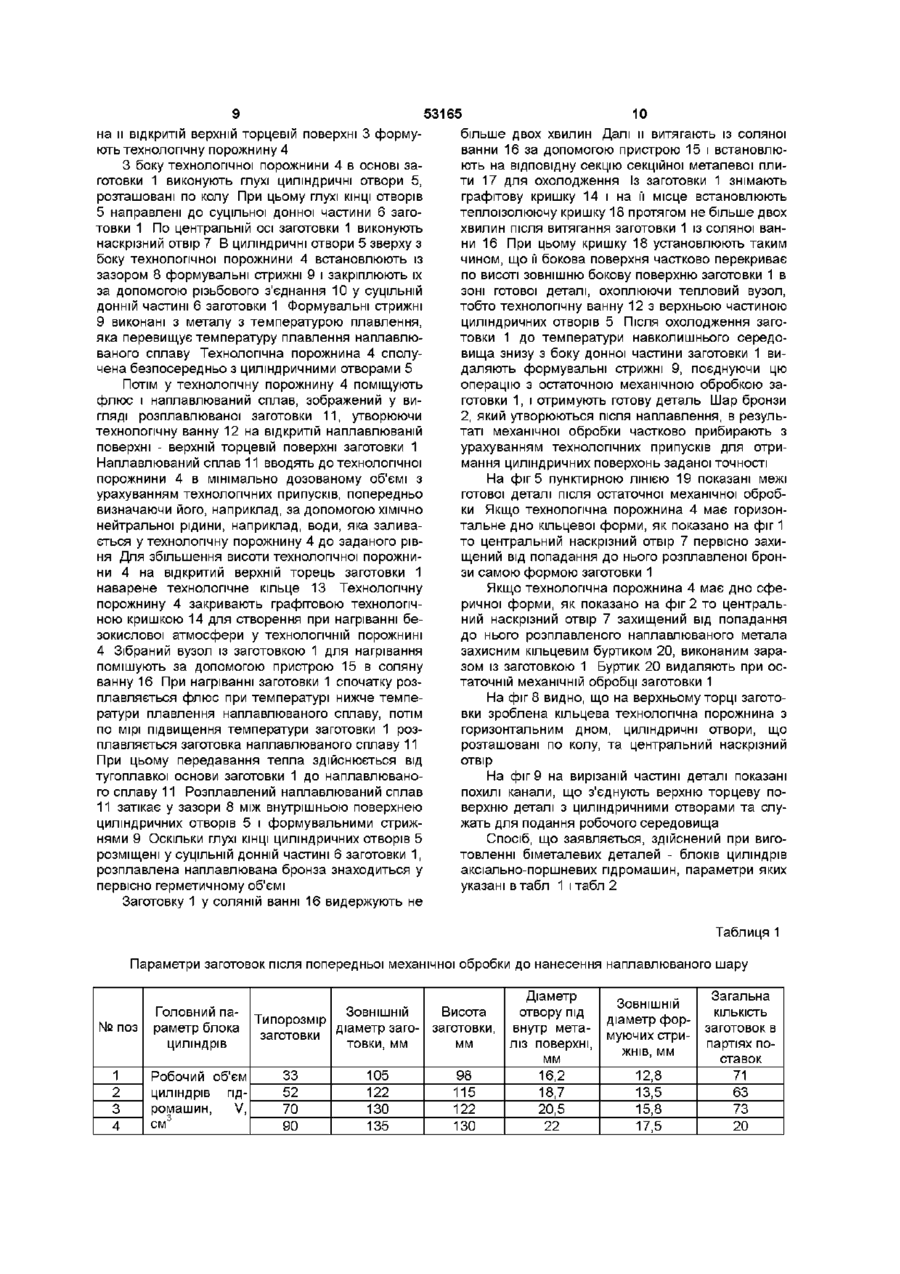
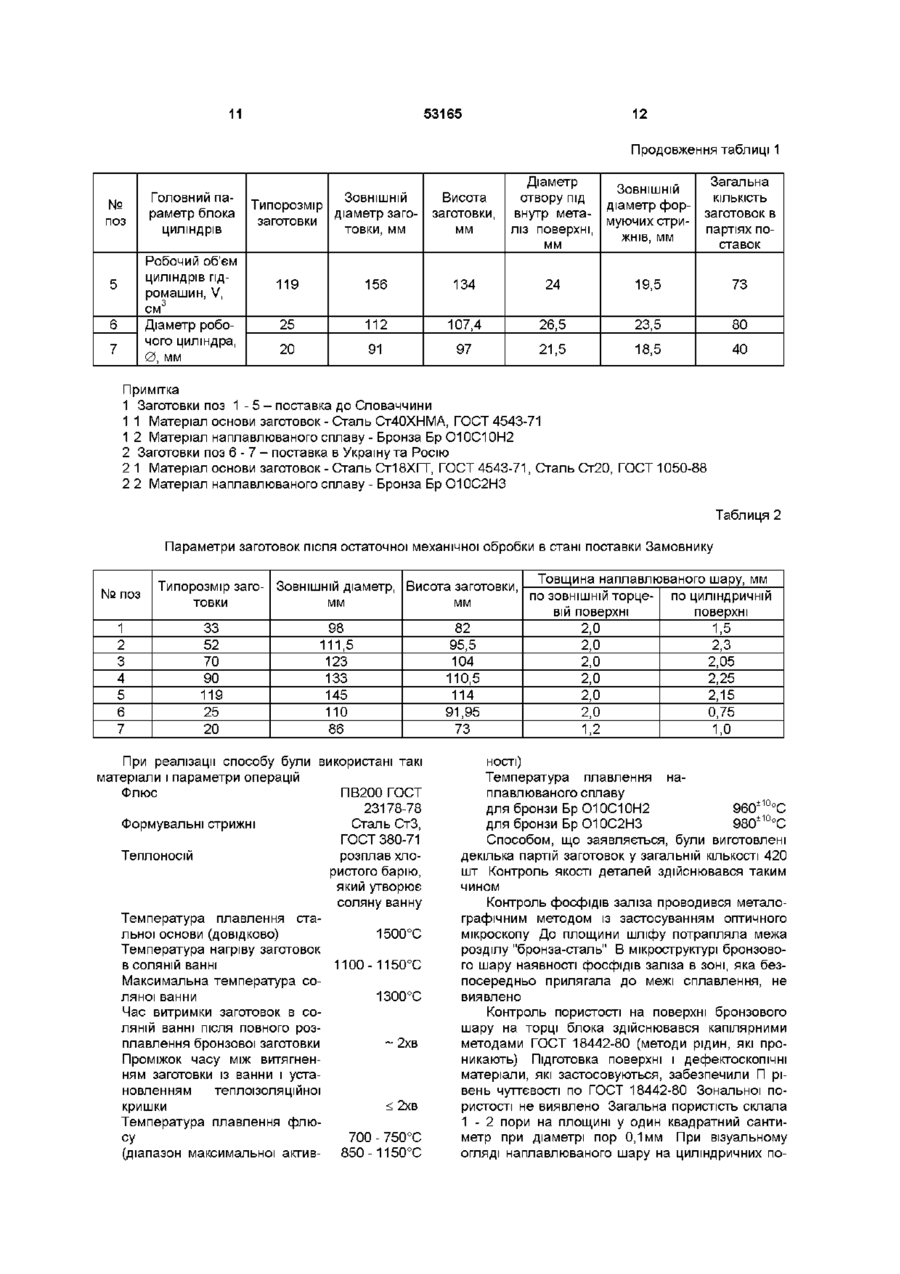
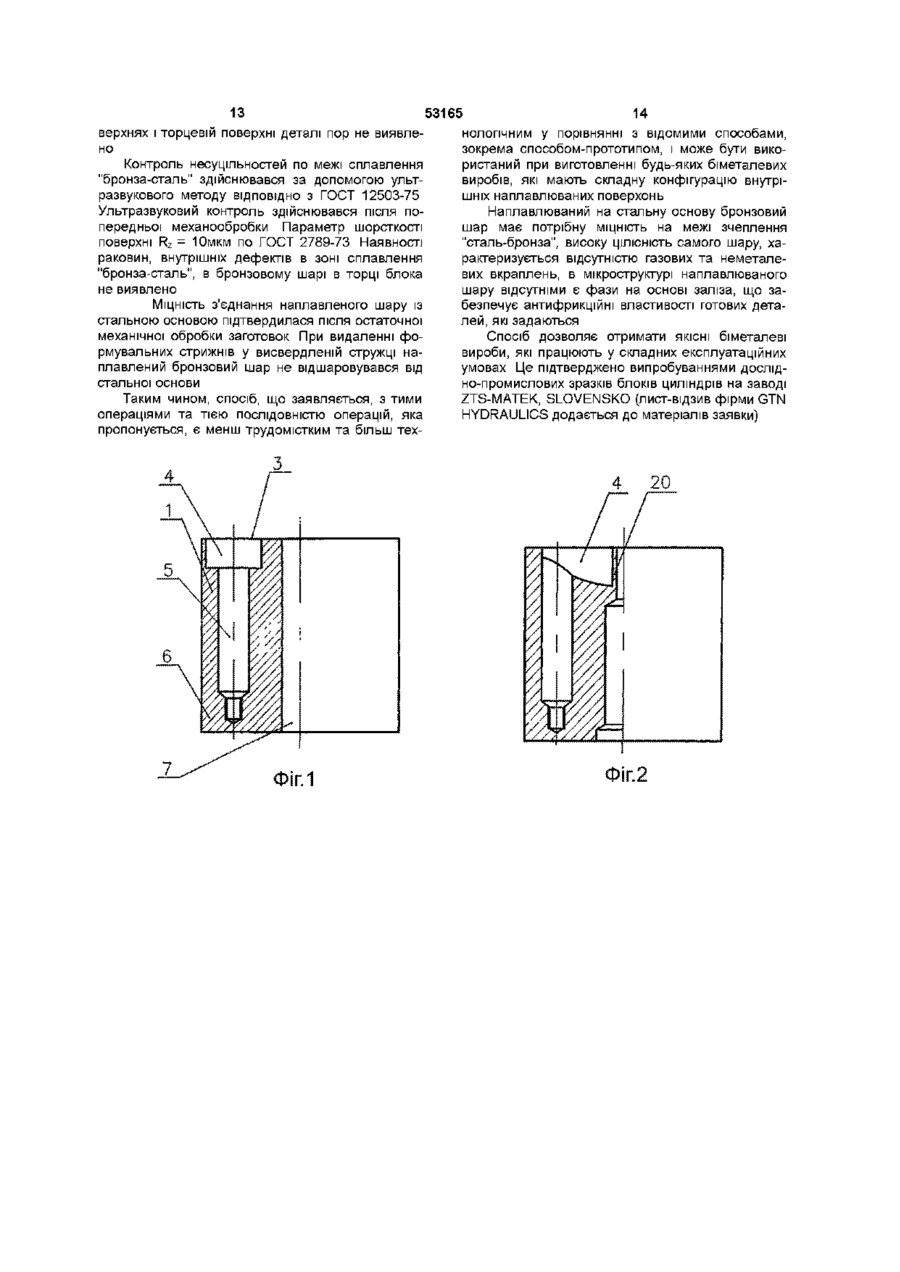
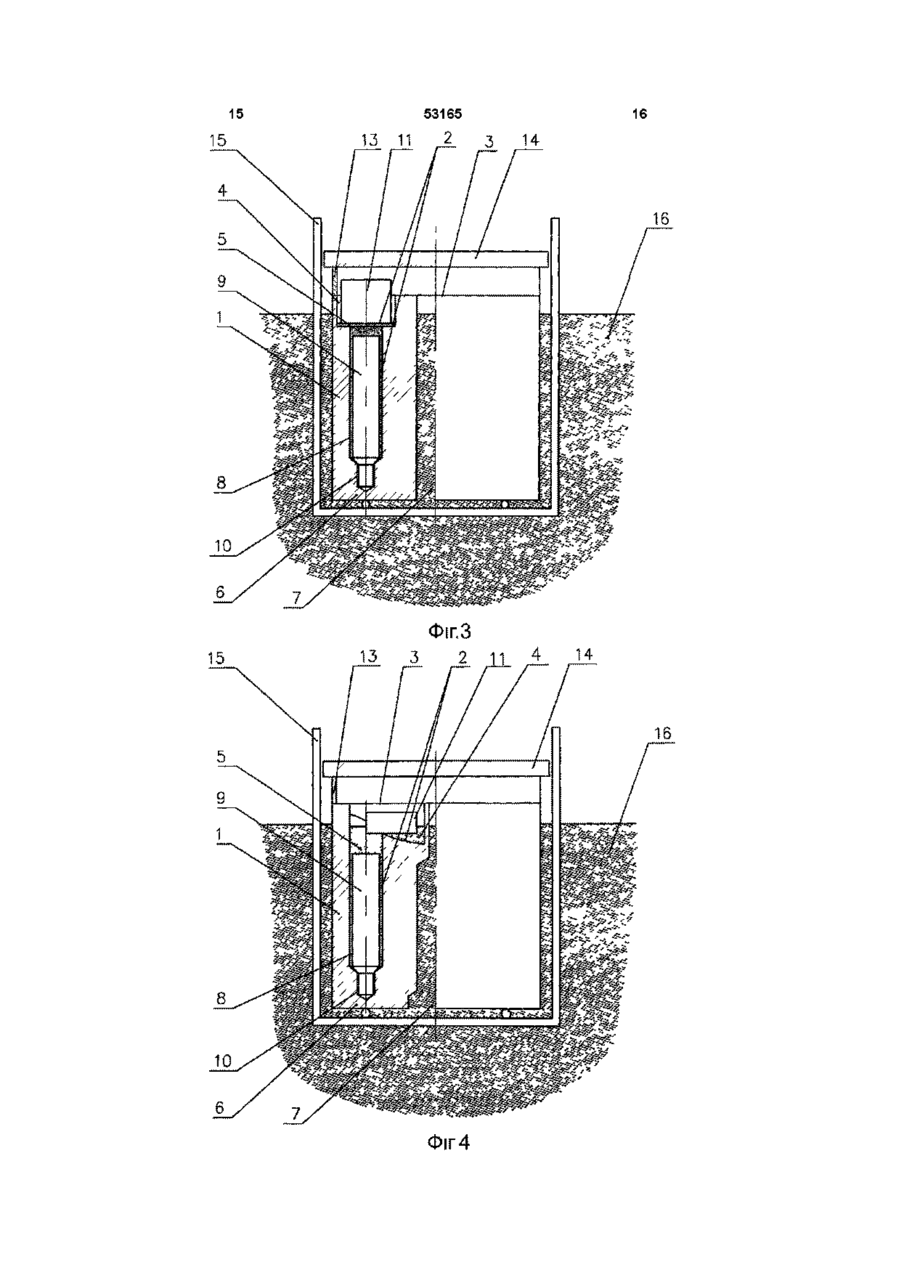
1 Спосіб виготовлення біметалевих деталей, переважно заготовок блоків циліндрів аксіальнопоршневих гідромашин, наплавлюванням легкоплавкого сплаву, наприклад бронзи, на тугоплавку основу, наприклад стальну, що включає виконання технологічної порожнини на верхній торцевій поверхні заготовки, а в основі заготовки глухих циліндричних отворів, розташованих по колу, установлення в них та закріплення формувальних стрижнів із металу з температурою плавлення, яка перевищує температуру плавлення наплавлюваного сплаву, виконання по центральній осі заготовки отвору, розміщення в технологічній порожнині флюсу та наплавлюваного сплаву в мінімально дозованому об'ємі, нагрівання заготовки в соляній ванні до повного розплавлення наплавлюваного сплаву передаванням тепла від тугоплавкої основи заготовки до наплавлюваного сплаву і утримування заготовки із заповненням розплавленим металом зазорів, утворених між внутрішніми поверхнями циліндричних отворів та формуючими стрижнями, і дна технологічної порожнини, витягнення заготовки із соляної ванни і установлення теплоізолюючої кришки протягом не більше двох хвилин таким чином, що її бокова поверхня частково перекриває по висоті зовнішню поверхню заготовки в зоні готової деталі і охоплює тепловий вузол, охолодження заготовки на ВІДПОВІДНІЙ секції горизонтальної металевої плити і видалення формуючих стрижнів, яке поєднане з остаточною механічною обробкою заготовки, який відрізняється тим, що глухі циліндричні отвори, розташовані по колу, виконують в основі заготовки зверху з боку технологічної порожнини таким чином, що їх глухі КІНЦІ направлені до суцільної донної частини заготовки, встановлення формувальних стрижнів в циліндричні отвори здійснюють зверху з боку технологічної порожнини та закріплюють їх в суцільній донній частині заготовки, а отвір по центральній осі заготовки виконують наскрізним 2 Спосіб за п 1, який відрізняється тим, що закріплення формуючих стрижнів, які установлені в циліндричних отворах, здійснюють, наприклад за допомогою нарізного з'єднання, при цьому різь виконують на кінцях формуючих стрижнів і в суцільній донній частині заготовки ю (О СО Ю Винахід відноситься до галузі металурги, зокрема до виробництва біметалевих виробів, і може бути використаний у машинобудуванні при виготовленні блоків циліндрів аксіально-поршневих гідромашин Відомим Є спосіб виготовлення біметалевих деталей, наприклад, блоків циліндрів аксіальнопоршневих гідромашин, описаний в авторському СВІДОЦТВІ SU 1704988 АІ, МКІ5 В 23 К 20/14 «Спосіб виготовлення біметалевих деталей» Спосіб передбачає наплавлювання легкоплавкого сплаву, наприклад, бронзи, на тугоплавку ос нову, наприклад, стальну Спосіб містить виконання технологічної порожнини на верхній торцевій поверхні заготовки і каналів, які поєднують порожнину з наплавлюваною поверхнею циліндричних отворів, які виконуються з боку нижньої торцевої поверхні заготовки і які розташовані по колу, встановлення у циліндричні отвори порожнистих формувальних стрижнів з металу з температурою плавлення вище, ніж температура плавлення наплавлюваного сплаву, виконання по центральній осі заготовки глухого отвору і герметизацію зазору між формувальними 53165 стрижнями і внутрішньою поверхнею циліндричних впливає на якість наплавлюваного шару і призвоотворів з боку донної частини заготовки, розмідить до браку заготовок із-за дефектів, які пов'язащення в технологічній порожнині наплавлюваного ні з поганим змочуванням недостатньо нагрітих метала і флюсу, нагрівання і видержування загоділянок товки в соляній ванні до повного розплавлення Описаний спосіб-аналог передбачає герметинаплавлюваного сплаву з подальшим заповнензацію зазору між формувальними стрижнями і внуням зазорів між внутрішньою поверхнею циліндритрішніми поверхнями циліндричних отворів в дончних отворів і формувальними стрижнями і дна ній частині заготовки, для чого до основи і технологічної порожнини, витягання заготовки із стрижнів приварюють спільну герметизуючу плиту соляної ванни, встановлення над технологічною Ця плита виконує подвійну функцію 3 одного боку, порожниною теплоізоляційної кришки, охолодженвона перешкоджає витіканню бронзи із зазорів, з ня заготовки на горизонтальній металевій плиті і другого - є опорною поверхнею для установлення і видалення формувальних стрижнів, яке поєднане закріплення на ній за допомогою зварювання фоз остаточною механічною обробкою заготовки рмувальних стрижнів Описаний спосіб-аналог є достатньо простим і Однак герметизація методом зварювання не технологічним, однак він не передбачає точного забезпечує надійного і гарантованого ізолювання дозування наплавлюваного сплаву, який поміщарозплавленої бронзи В результаті проникнення ють у технологічну порожнину, що може призвести бронзи через зварювальне з'єднання навіть в оддо надмірного збільшення його об'єму і, як насліному циліндричному отворі можливе зменшення її док, до перенасичення бронзи залізом при утриоб'єму в зазорі аж до повного витікання наплавлюманні заготовки у ванні Результатом може бути ваного метала з технологічної порожнини і заготозниження антифрикційних властивостей наплаввка відходить до браку люваного шару, а, отже, якість готових деталей Крім того, закріплення формувальних стрижнів Крім того, збільшений об'єм дорого коштуючого на герметизуючій плиті за допомогою зварювання розплавлюваного сплаву може призвести до його може призвести до їх деформації і порушити рівперевитрати і подорожчанню готових деталей номірність зазору між поверхнею циліндрів і формувальними стрижнями, що є недопустимим, бо Відсутність регламентації часу на встановленпісля механообробки наплавлюваний шар може ня теплоізолюючої кришки над технологічною помати різну товщину на поверхні циліндричних рожниною після витягання заготовки із соляної отворів як в радіальній площині, так і вздовж їх ванни може погіршити умови кристалізації наплавдовжини аж до появи локальних ділянок повної леного шару Зволікання з її установкою може відсутності наплавленого шару і виходу на цих призвести до неможливості зберігання необхідної ділянках сталі на робочу поверхню циліндричних температури верхньої частини заготовки, що моотворів Це може призвести до втрати робочим же, у свою чергу, призвести до створення у наплашаром антифрикційних властивостей і забракувлюваному шарі "МІСТКІВ" із-за передчасної крисванню деталей після остаточної механічної обробталізації, які перешкоджають своєчасному ки видаленню газів і флюсу В результаті в наплавленому шарі може з'явитися велика КІЛЬКІСТЬ газоТаким чином, основними недоліками описанових раковин і флюсових вкраплень - основних го способа-аналога є специфічних дефектів, які є характерними для - недостатньо висока якість виготовлених бібіметалевих виробів, що знижують їх якість металевих деталей, В описаному способі охолодження заготовок - можлива перевитрата дорого коштуючого наблоків циліндрів проводять на СПІЛЬНІЙ металевій плавлюваного сплаву плиті, що при серійному виробництві може призвеНайбільш близьким до способу, що заявляєтьсти до взаємного впливу температурних полів зася, за технічною суттєвістю та результатом, який готовок, які мають різний ступінь нагрівання, а, досягається, є "Спосіб виготовлення біметалевих отже, може порушити процес кристалізації напладеталей", який описаний в патенті України на ви6 влюваного сплаву і призвести до погіршання якості нахід UA17743 А, М кп В 22 D 19/00, В 23К 20/14 готових деталей Згаданий спосіб виготовлення біметалевих деталей, переважно заготовок блоків циліндрів В описаному способі-аналозі передача тепла аксіально-поршневих гідромашин, наплавлюванвід теплоносія - розплаву солі до наплавлюваного ням легкоплавкого сплаву, наприклад, бронзи, на метала здійснюється через тугоплавку стальну тугоплавку основу, наприклад, сталь, містить виоснову заготовки Оскільки центральний отвір є конання технологічної порожнини на верхній торглухим і заповнений повітрям, розплавлена сіль цевій поверхні заготовки і каналів, які поєднують заповнити повністю його не може Незначна КІЛЬпорожнину з циліндричними отворами, які розтаКІСТЬ соляного розплаву, який входить в глухий шовані по колу з боку донної частини заготовки, отвір за рахунок стиснення повітря, практично не установлення в них і закріплення формувальних впливає на процес нагрівання В результаті внутстрижнів з метала з температурою плавлення, яка рішня частина основи заготовки та ділянки наплаперевищує температуру плавлення наплавлювавлюваного шару, які розташовані ближче до її ного сплаву, герметизацію зазора між стрижнями і центральної осі, нагріваються менше, ніж та часзаготовкою в и донній частині, виконання по тина основи заготовки і ті ділянки наплавлюваного центральній осі заготовки з боку и донної частини шару, які розташовані ближче до и зовнішньої поглухого отвору, розміщення в технологічній порожверхні, яка безпосередньо контактує з теплоносінині флюсу і наплавлюваного сплаву в мінімально єм Таким чином сама заготовка і наплавлюваний дозованому об'ємі, нагрівання заготовки в соляній метал нагріваються нерівномірно, що негативно 53165 розплавленої бронзи із зазорів і служити опорними ванні до повного розплавлення наплавлюваного поверхнями для установлення і закріплення на них сплаву передаванням тепла від тугоплавкої осноза допомогою зварювання формувальних стрижви заготовки до наплавлюваного шару і видержунів Однак, як і в способі-аналозі, герметизація вання її не більше двох хвилин з подальшим запометодом зварювання не забезпечує надійного і вненням зазорів, утворених між внутрішніми гарантованого утримання розплавленої бронзи у поверхнями циліндричних отворів і формувальнизазорах, яка частково проникає крізь зварювальне ми стрижнями, і дна технологічної порожнини, виз'єднання аж до повного витікання наплавлюванотягання заготовки з соляної ванни і установлення го метала із технологічної порожнини і заготовка теплоізолюючої кришки протягом не більше двох виходить до браку Закріплення формувальних хвилин, при цьому и бокова поверхня частково стрижнів на герметизуючих кришках зварюванням перекриває по висоті зовнішню бокову поверхню може порушити їх центровку відносно циліндричзаготовки в зоні готової деталі і охоплює тепловий них отворів і здеформувати їх, зазор може виявивузол, охолодження заготовки на ВІДПОВІДНІЙ секції тися нерівномірним, а наплавлюваний шар мати горизонтальної металевої плити і видалення форрізну товщину На верхній межі сталь на деяких мувальних стрижнів, яке поєднане з остаточною ділянках може вийти на поверхню тертя, що може механічною обробкою заготовки призвести до повної втрати антифрикційних власСпосіб-прототип має суттєві переваги у порівтивостей готової деталі та и забракуванню нянні із способом-аналогом Зокрема, спосібпрототип передбачає уведення в технологічну Крім того, наявність глухого отвору, який викопорожнину наплавлюваного сплаву в мінімально наний по центральній осі заготовки з боку и донної дозованому об'ємі з урахуванням технологічних частини, як і у способі-аналозі, призводить до неприпусків Це дозволяє скоротити час утримування достатньо рівномірного нагрівання різних частин заготовки в соляній ванні і уникнути перенасичензаготовки і наплавлюваного метала із-за різних ня наплавлюваного сплаву, наприклад, бронзи, умов нагрівання, які обумовлені відсутністю контазалізом, що збільшує антифрикційні властивості кту теплоносія з внутрішньою частиною основи наплавлюваного сплаву а, отож, якість готової заготовки, яка розміщена ближче до и центральної деталі Крім того, точність дозування наплавлюваосі В результаті виникають дефекти, які пов'язані ного сплаву дозволяє уникнути його перевитрати і з поганим змочуванням недостатньо прогрітих зон зменшити трудомісткість при механообробці розплавом, що призводить до браку заготовки Введення верхньої межі витримки заготовки у Таким чином, неефективність операції гермеванні дозволяє уникнути перегрівання стальної тизації зазорів між циліндричними отворами і фооснови заготовки та інтенсифікації дифузійних рмувальними стрижнями, а також неприпустима процесів розчину заліза в бронзі, що дозволяє донерівномірність нагрівання різних зон заготовки і сягнути більш високих антифрикційних властивоснаплавлюваного метала призводять до погіршентей наплавлюваного сплаву, а отже, збільшити ня якості наплавлюваного шару, часткової або якість готової деталі Регламентація верхньої межі повної втрати ним антифрикційних властивостей і часу на операціях перенесення заготовки із солявизначають головний недолік способа-прототипа ної ванни на позицію охолодження, зняття технонедостатньо високу якість виготовлених біметалелогічної графітової кришки і встановлення теплових деталей ізолюючої кришки дозволяє забезпечити кращі, ніж До основи винаходу, що заявляється, поставу способі-аналозі, умови направленої кристалізації лена задача удосконалення способа виготовлення наплавлюваного шару і його високу ЩІЛЬНІСТЬ, тоббіметалевих деталей шляхом введення нових то підвищити якість готової деталі операцій і зміни ПОСЛІДОВНОСТІ операцій способу, що дозволяє виготовити біметалеві деталі більш Охолодження заготовок на секційній металевій високої якості плиті дозволяє уникнути взаємного впливу їх температурних полів, що має місце в способі-аналозі Суть способу, що заявляється, визначається Удосконалені умови охолодження також сприяють наступною сукупністю суттєвих ознак, що достатні покращанню якості готових деталей Таким чином, для досягнення технічного результату, який забезспосіб-прототип у порівнянні із способом-аналогом печує винахід суттєво удосконалює технологію отримання бімеСпосіб виготовлення біметалевих деталей, що талевих деталей заявляється, переважно заготовки блоків циліндрів аксіально-поршневих гідромашин, наплавленОднак ряд неусунених факторів, які призвоням легкоплавкого сплаву, наприклад, бронзи, на дять до погіршення якості готових деталей, обумотугоплавку основу, наприклад, стальну, який місвлює його недоліки тить виконання технологічної порожнини на верхЗокрема, в способі-прототипі глухі циліндричні ній торцевій поверхні заготовки, а в основі заготоотвори, які розташовані по колу, виконуються з вки глухих циліндричних отворів, які розташовані боку донної частини заготовки, з того ж боку в них по колу, установлення в них і закріплення формувставляються і формувальні стрижні Це потребує вальних стрижнів із метала з температурою плавгерметизації зазорів між внутрішніми поверхнями лення, яка перевищує температуру плавлення циліндричних отворів і формувальними стрижнянаплавлюваного сплаву, виконання по центральми, щоб уникнути витікання розплавленої наплавній осі заготовки отвору, розміщення в технологічлюваної бронзи, що і здійснюється за допомогою ній порожнині флюса і наплавлюваного сплаву в індивідуальних стальних кришок, які приварені до мінімально дозованому об'ємі, нагрівання заготовзаготовки Ці стальні герметизуючі кришки, як і ки в соляній ванні до повного розплавлення наспільна герметизуюча плита у способі-аналозі, плавленого сплаву передаванням тепла від тугопвиконують дві функції перешкоджати витіканню 53165 8 буде віддалена лавкої основи до наплавлюваного сплаву і утриНаскрізний отвір, який зроблений по центрамання заготовки не більше двох хвилин із заповльній осі заготовки дозволяє теплоносію заповниненням розплавленим металом зазорів, утворених ти його без перешкод, витискаючи повітря, забезміж внутрішніми поверхнями циліндричних отворів печивши тим самим підведення тепла з боку і формувальними стрижнями, і дна технологічної внутрішньої частини основи заготовки, що створює порожнини, витягання заготовки з соляної ванни і кращі умови для більш рівномірного і швидкого установлення теплоізолюючої кришки протягом не прогрівання заготовки і заповнення зазорів розбільше двох хвилин, таким чином, що и бокова плавленою бронзою при передаванні тепла до поверхня частково перекриває по висоті зовнішню наплавлюваного сплаву від нагрітої тугоплавкої бокову поверхню заготовки в зоні готової деталі і основи Тим самим створюються більш благосприохоплює тепловий вузол, охолодження заготовки ятливі умови для надійного поєднання наплавлюна ВІДПОВІДНІЙ секції горизонтальної металевої ваної бронзи і стальної основи, подальшої кристаплити і видалення формувальних стрижнів, яке лізації наплавлюваного сплаву в процесі поєднане з остаточною механічною обробкою охолодження, а, отже, і отримання готових детаУ способі, який заявляється, глухі циліндричні лей більш високої якості отвори, які розташовані по колу, виконують в основі заготовки зверху з боку технологічної порожТаким чином, доказаний причинно-наслідковий нини таким чином, що їхні глухі КІНЦІ направлені до зв'язок між сукупністю нових суттєвих ознак і техсуцільної донної частини заготовки, встановлення нічним результатом, який досягається при реаліформувальних стрижнів у циліндричні отвори визації способу, що заявляється конують зверху з боку технологічної порожнини і Спосіб, що заявляється, відповідає критерію закріплюють їх в суцільній донній частині заготовпатентоспроможності "новизна", бо нові операції і ки, а отвір по центральній осі заготовки виконують ПОСЛІДОВНІСТЬ їх виконання, які пропонуються, не наскрізним ВІДОМІ з існуючого рівня техніки Крім того, у способі, який заявляється, закріпСпосіб, що заявляється, відповідає критерію лення формувальних стрижнів, які встановлені в патентоспроможності "винахідницький рівень", бо циліндричних отворах, виконують, наприклад, за введення нових операцій способу, та їх ПОСЛІДОВдопомогою різьбового з'єднання, при цьому різьбу НОСТІ для спеціаліста явним чином не виходять з виконують на кінцях формувальних стрижнів і в рівня техніки, а отримані як результат творчого суцільній донній частині заготовки пошуку при проведенні науково-дослідних та експериментально-виробничих робіт Те, що в основі заготовки виконують глухі циліндричні отвори, які розташовані по колу, з боку Спосіб, що заявляється, відповідає критерію технологічної порожнини, тобто зверху, і які напатентоспроможності "промислова придатність", правлені глухими кінцями до донної частини загобо може бути використаний в металургії при виротовки, дозволяє скасувати трудомістку і не завжди бництві біметалевих деталей, зокрема, при виробефективну операцію герметизації, яка основана на ництві блоків циліндрів аксіально-поршневих гідзварюванні, бо зазори між циліндричними отвораромашин, які широко застосовуються у ми і формувальними стрижнями первісно загермемашинобудуванні тизовані, тобто повністю є перекритими суцільною Спосіб, що заявляється, ілюструється кресдонною частиною заготовки В результаті об'єм леннями, фіг 1 - 7 та фотографіями 1 - З бронзи, який знаходиться в зазорах, зберігається, На фіг1, 2 - зображена заготовка після попешлакові вкраплення та газові пузирі встигають редньої механічної обробки з різною конфігураціспливти на поверхню технологічної порожнини, єю дна технологічної порожнини фіг 1 - горизонпроцес кристалізації відбувається заданими темтальної, фіг 2 - сферичної пами і наплавлюваний шар має товщину і ЩІЛЬНа фіг 3 - зображений загальний вид заготовки НІСТЬ, ЯКІ задаються, а готові деталі - більш високу з технологічною порожниною, яка має горизонтаякість льним дно кільцевої форми, та формувальними стрижнями і розміщена в соляній ванні Встановлення формувальних стрижнів у циліндричні отвори зверху з боку технологічної порожНа фіг 4 - те ж саме, що і на фіг 3 з технологічнини і закріплення їх на суцільній донній частині ною порожниною, яка має дно сферичної форми заготовки за допомогою, наприклад, різьбового На фіг 5 - зображена заготовка за фіг 3 на поз'єднання дозволяє з більшою точністю забезпечизиції охолодження ти і контролювати величину зазору Крім того, На фіг 6 - 7 - зображені готові біметалеві детарізьбове з'єднання не деформує стрижні на відмілі із заготовок за фіг 1, 2 після остаточної механіну від зварювання і закріплює їх на масивній СПІчної обробки у стані поставки ЛЬНІЙ ОСНОВІ - донній частині заготовки більш точно На фіг 8 - зображений загальний вид стальної і надійно, тобто сприяє отриманню зазору, а, отже, заготовки після попередньої механічної обробки наплавлюваного шару, величини, яка задається, На фіг 9 - зображена біметалева деталь (бробез спотворень, які обумовлені операціями спосонзовий наплавлений шар має жовтий колір) бу-прототипу, що також підвищує якість готових На фіг 10 - зображені різні типорозміри блоків деталей циліндрів, які мають наплавлений шар При такому розміщенні різьбового з'єднання Спосіб, що заявляється, реалізується таким саме в донній частині заготовки дозволяє отримачином ти рівномірний якісний наплавлюваний шар на Біметалеву деталь формують із стальної освнутрішніх поверхнях циліндричних отворів, бо при нови - заготовки 1 і наплавлюваного шару 2 Загомеханічній обробці їхня нижня різьбова частина товку 1 піддають попередній механічній обробці і 53165 на и відкритій верхній торцевій поверхні 3 формують технологічну порожнину 4 З боку технологічної порожнини 4 в основі заготовки 1 виконують глухі циліндричні отвори 5, розташовані по колу При цьому глухі КІНЦІ отворів 5 направлені до суцільної донної частини 6 заготовки 1 По центральній осі заготовки 1 виконують наскрізний отвір 7 В циліндричні отвори 5 зверху з боку технологічної порожнини 4 встановлюють із зазором 8 формувальні стрижні 9 і закріплюють їх за допомогою різьбового з'єднання 10 у суцільній донній частині 6 заготовки 1 Формувальні стрижні 9 виконані з металу з температурою плавлення, яка перевищує температуру плавлення наплавлюваного сплаву Технологічна порожнина 4 сполучена безпосередньо з циліндричними отворами 5 Потім у технологічну порожнину 4 поміщують флюс і наплавлюваний сплав, зображений у вигляді розплавлюваної заготовки 1 1 , утворюючи технологічну ванну 12 на відкритій наплавлюваній поверхні - верхній торцевій поверхні заготовки 1 Наплавлюваний сплав 11 вводять до технологічної порожнини 4 в мінімально дозованому об'ємі з урахуванням технологічних припусків, попередньо визначаючи його, наприклад, за допомогою ХІМІЧНО нейтральної рідини, наприклад, води, яка заливається у технологічну порожнину 4 до заданого рівня Для збільшення висоти технологічної порожнини 4 на відкритий верхній торець заготовки 1 наварене технологічне кільце 13 Технологічну порожнину 4 закривають графітовою технологічною кришкою 14 для створення при нагріванні безокислової атмосфери у технологічній порожнині 4 Зібраний вузол із заготовкою 1 для нагрівання помішують за допомогою пристрою 15 в соляну ванну 16 При нагріванні заготовки 1 спочатку розплавляється флюс при температурі нижче температури плавлення наплавлюваного сплаву, потім по мірі підвищення температури заготовки 1 розплавляється заготовка наплавлюваного сплаву 11 При цьому передавання тепла здійснюється від тугоплавкої основи заготовки 1 до наплавлюваного сплаву 11 Розплавлений наплавлюваний сплав 11 затікає у зазори 8 між внутрішньою поверхнею циліндричних отворів 5 і формувальними стрижнями 9 Оскільки глухі КІНЦІ циліндричних отворів 5 розміщені у суцільній донній частині 6 заготовки 1, розплавлена наплавлювана бронза знаходиться у первісно герметичному об'ємі 10 більше двох хвилин Далі и витягають із соляної ванни 16 за допомогою пристрою 15 і встановлюють на відповідну секцію секційної металевої плити 17 для охолодження Із заготовки 1 знімають графітову кришку 14 і на її місце встановлюють теплоізолюючу кришку 18 протягом не більше двох хвилин після витягання заготовки 1 із соляної ванни 16 При цьому кришку 18 установлюють таким чином, що її бокова поверхня частково перекриває по висоті зовнішню бокову поверхню заготовки 1 в зоні готової деталі, охоплюючи тепловий вузол, тобто технологічну ванну 12 з верхньою частиною циліндричних отворів 5 Після охолодження заготовки 1 до температури навколишнього середовища знизу з боку донної частини заготовки 1 видаляють формувальні стрижні 9, поєднуючи цю операцію з остаточною механічною обробкою заготовки 1, і отримують готову деталь Шар бронзи 2, який утворюються після наплавлення, в результаті механічної обробки частково прибирають з урахуванням технологічних припусків для отримання циліндричних поверхонь заданої точності На фіг 5 пунктирною ЛІНІЄЮ 19 показані межі готової деталі після остаточної механічної обробки Якщо технологічна порожнина 4 має горизонтальне дно кільцевої форми, як показано на фіг 1 то центральний наскрізний отвір 7 первісно захищений від попадання до нього розплавленої бронзи самою формою заготовки 1 Якщо технологічна порожнина 4 має дно сферичної форми, як показано на фіг 2 то центральний наскрізний отвір 7 захищений від попадання до нього розплавленого наплавлюваного метала захисним кільцевим буртиком 20, виконаним заразом із заготовкою 1 Буртик 20 видаляють при остаточній механічній обробці заготовки 1 На фіг 8 видно, що на верхньому торці заготовки зроблена кільцева технологічна порожнина з горизонтальним дном, циліндричні отвори, що розташовані по колу, та центральний наскрізний отвір На фіг 9 на вирізаній частині деталі показані похилі канали, що з'єднують верхню торцеву поверхню деталі з циліндричними отворами та служать для подання робочого середовища Спосіб, що заявляється, здійснений при виготовленні біметалевих деталей - блоків циліндрів аксіально-поршневих гідромашин, параметри яких указані в т а б л 1 і табл 2 Заготовку 1 у соляній ванні 16 видержують не Таблиця 1 Параметри заготовок після попередньої механічної обробки до нанесення наплавлюваного шару № поз Головний параметр блока циліндрів 1 2 3 4 Робочий об'єм циліндрів гідромашин, V, см 3 ЗОВНІШНІЙ Типорозмір діаметр загозаготовки товки, мм 33 52 70 90 105 122 130 135 Висота заготовки, мм Діаметр отвору під внутр металіз поверхні, мм діаметр формуючих стрижнів, мм 98 115 122 130 16,2 18,7 20,5 22 12,8 13,5 15,8 17,5 ЗОВНІШНІЙ Загальна КІЛЬКІСТЬ заготовок в партіях поставок 71 63 73 20 11 53165 12 Продовження таблиці 1 № поз Головний параметр блока циліндрів Робочий об'єм циліндрів гідромашин, V, 3 см Діаметр робочого циліндра, 0, M M 5 6 7 ЗОВНІШНІЙ Типорозмір діаметр загозаготовки товки, мм Висота заготовки, мм Діаметр ЗОВНІШНІЙ отвору під діаметр форвнутр металіз поверхні, муючих стрижнів, мм мм Загальна КІЛЬКІСТЬ заготовок в партіях поставок 119 156 134 24 19,5 73 25 112 107,4 26,5 23,5 80 20 91 97 21,5 18,5 40 Примітка 1 Заготовки поз 1 - 5 - поставка до Словаччини 1 1 Матеріал основи заготовок - Сталь Ст40ХНМА, ГОСТ 4543-71 1 2 Матеріал наплавлюваного сплаву - Бронза Бр 010С10Н2 2 Заготовки поз 6 - 7 - поставка в Україну та Росію 2 1 Матеріал основи заготовок - Сталь Ст18ХГТ, ГОСТ 4543-71, Сталь Ст20, ГОСТ 1050-ї 2 2 Матеріал наплавлюваного сплаву - Бронза Бр 010С2НЗ Таблиця 2 Параметри заготовок після остаточної механічної обробки в стані поставки Замовнику № поз 1 2 3 4 5 6 7 Товщина наплавлюваного шару, мм Типорозмір заго- ЗОВНІШНІЙ діаметр, Висота заготовки, по ЗОВНІШНІЙ торце- по циліндричній товки мм мм вій поверхні поверхні 33 98 82 2,0 1,5 52 111,5 95,5 2,0 2,3 70 123 104 2,0 2,05 90 133 110,5 2,0 2,25 119 145 114 2,0 2,15 25 110 91,95 2,0 0,75 20 86 73 1,2 1,0 При реалізації способу були використані такі матеріали і параметри операцій ПВ200 ГОСТ Флюс 23178-78 Сталь СтЗ, Формувальні стрижні ГОСТ 380-71 розплав хлоТеплоносій ристого барію, який утворює соляну ванну Температура плавлення стальної основи (довідково) 1500°С Температура нагріву заготовок в соляній ванні 1100-1150°С Максимальна температура соляної ванни 1300°С Час витримки заготовок в соляній ванні після повного розплавлення бронзової заготовки ~2хв Проміжок часу між витягненням заготовки із ванни і установленням теплоізоляційної кришки
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of preparing bimetallic elements
Автори англійськоюShneiderman Oleksandr Shlemovych
Назва патенту російськоюСпособ изготовления биметаллических деталей
Автори російськоюШнейдерман Александр Шлемович
МПК / Мітки
МПК: B22D 19/00
Мітки: біметалевих, деталей, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/10-53165-sposib-vigotovlennya-bimetalevikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалевих деталей</a>
Спосіб виготовленя біметалевих деталей
Номер патенту: 17743
Опубліковано: 20.05.1997
Автори: Шнейдерман Олександр Шлемович, Нікітін Ігор Арнольдович
МПК: B23K 20/14, B22D 19/00
Мітки: біметалевих, спосіб, деталей, виготовленя
Формула / Реферат:
1. Способ изготовления биметаллических деталей, преимущественно заготовок блоков цилиндров аксиально-поршневых гидромашин, наплавкой легкоплавкого сплава, например, бронзы, на тугоплавкую основу, например, стальную, включающий выполнение технологической полости на верхней торцовой поверхности заготовки и каналов, соединяющих полость с наплавляемой поверхностью цилиндров, установку в цилиндрах формирующих стержней из металла с температурой...
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Кельвіч Володимир Тихонович, Конопатський Василь Леонідович, Костенко Георгій Дмитрович, Завілінський Анатолій Володимирович
МПК: B22D 19/00
Мітки: виготовлення, виливок, спосіб, біметалевих
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Спосіб виготовлення біметалевих виробів
Номер патенту: 17078
Опубліковано: 18.03.1997
Автори: Семеняка Людмила Іванівна, Дубасов Василь Михайлович, Дорошко Володимир Іванович, Карташова Людмила Іванівна
МПК: B21K 5/00
Мітки: біметалевих, виробів, виготовлення, спосіб
Формула / Реферат:
Способ изготовления биметаллических изделий путем выдавливания полости в заготовке, состоящей из основы и плакирующей части в виде вкладыша простой формы (цилиндр или параллелепипед), вставленного заподлицо в глухое отверстие в основе, отличающийся тем, что высоту вкладыша принимают равной максимальной глубине полости изделия, а поперечный размер (диаметр или сторона прямоугольника) берется на 20% больше максимального поперечного размера...
Спосіб виготовлення біметалевих виробів методом зварювання вибухом
Номер патенту: 12553
Опубліковано: 30.04.1999
Автори: Коваленко Олексій Петрович, Чернай Анатолій Володимирович, Соболєв Валерій Вікторович, Ключко Едуард Іванович
МПК: B23K 20/06
Мітки: виробів, біметалевих, методом, виготовлення, зварювання, спосіб, вибухом
Формула / Реферат:
Способ изготовления биметаллических изделий путем сварки взрывом, включающий коаксиальную сборку плакирующей и плакируемой заготовок, размещение вдоль внутренней или внешней поверхности плакирующей заготовки основного заряда взрывчатого вещества, а также нанесение на один из торцов основного заряда инициирующего дополнительного заряда взрывчатого вещества с последующим инициированием взрыва, отличающийся тем, что инициирование взрыва...
Спосіб виготовлення заготовок артилерійської гільзи і піддону та інших подібних деталей
Номер патенту: 33384
Опубліковано: 15.02.2001
Автори: Ситник Микола Давидович, Звєрєв Анатолій Андрійович
МПК: B21D 51/16
Мітки: заготовок, інших, піддону, виготовлення, гільзи, деталей, спосіб, артилерійської, подібних
Формула / Реферат:
Спосіб виготовлення заготовки артилерійської гільзи і піддону та інших подібних деталей, що включає багатоопераційне обтискання заготовки стакана, який відрізняється тим, що як початкову заготовку використовують круглий прокат, а заготовку у вигляді стакана одержують комбінованим методом обробки - спочатку штампують заготовку із круглого прокату, потім механічно обробляють, готуючи базові поверхні, і ротаційним видавлюванням формують...
Попередній патент: Спосіб плавки цинковмісної вторинної сировини
Наступний патент: Пристрій для визначення ступеня набрякання полімерних матеріалів
Випадковий патент: Снаряд термомеханічного буріння