Пристрій для різання металу
Номер патенту: 53192
Опубліковано: 15.01.2003
Автори: Зарубицький Євген Улянович, Клименко Юрій Валерійович, Бондар Тетяна Анатоліївна, Покинтелиця Микола Іванович
Формула / Реферат
Пристрій для різання металу, що містить пилу тертя з прямим профілем, закріплену на шпинделі, який відрізняється тим, що дві пили тертя з однобічними конічними профілями закріплені на шпинделях з різноспрямованим обертанням, і конічні профілі яких в осьовому перерізі утворюють рівнобічну трапецію з основою, крайні точки якої знаходяться на вершинах кутів загострення, а бокові сторони належать різним пилам тертя.
Текст
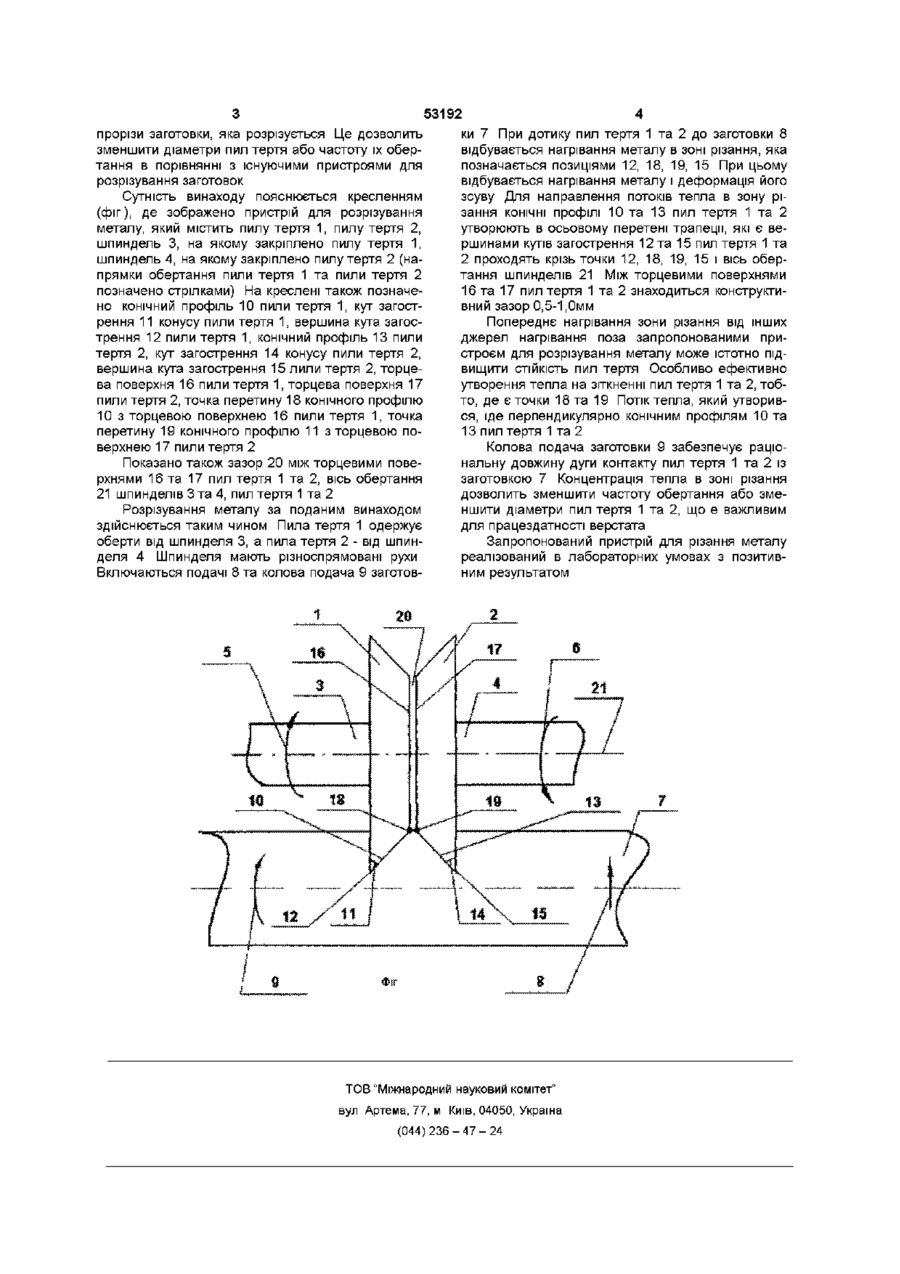
Пристрій для різання металу, що містить пилу тертя з прямим профілем, закріплену на шпинделі, який відрізняється тим, що дві пили тертя з однобічними конічними профілями закріплені на шпинделях з різноспрямованим обертанням, і КОНІЧНІ профілі яких в осьовому перерізі утворюють рівнобічну трапецію з основою, крайні точки якої знаходяться на вершинах кутів загострення, а бокові сторони належать різним пилам тертя Винахід відноситься до машинобудування, і може бути використаний для розрізування металу при одержанні заготовок В сучасному машинобудуванні для одержання заготовок використовують розрізування металу пилами тертя /Див Горбатов М І Пили тертя Державне науково-технічне видавництво машинобудівної літератури М , 1950 С 80/ Розрізування металу однією пилою тертя працездатне, але тому що пила має прямий профіль, тепло від тертя розповсюджується нераціонально, тому що частина тепла відходить по боках від прорізу металу і нагріває його, в чому немає необхідності Для зменшення довжини дуги контакту пили тертя із заготовкою и обертають, задаючи колову подачу Вісь заготовки паралельна ВІСІ шпинделя пили тертя Відомо також шліфування деталей двома шліфувальними колами /Див Журнал „Вісник машинобудування", 1998, №6, мал 1/ При цьому методі обробки шліфувальні кола обертаються різноспрямовано Між шліфувальними колами відстань 20мм і більше Кожне шліфувальне коло нагріває зону різання, яка знаходиться проти нього За прототип приймаємо відоме розрізування однією пилою тертя з прямим профілем /Див Горбатов М І Пили тертя Державне науково-технічне видавництво машинобудівної літератури М , 1950 С 80/ Існуючий пристрій для розрізування металу не дозволяє ефективно використовувати тепло, отримане при терті, тому що воно частково відхо дить по боках від прорізу В основу винаходу поставлено задачу удосконалення пристрою для розрізування металу шляхом того, що, КОНІЧНІ профілі пил тертя в осьовому перетині утворюють рівнобічну трапецію, що дозволить зменшити діаметри пил тертя або частоту їх обертання Поставлена задача досягається тим, що в пристрої для різання металу, що містить дві пили тертя з однобічними конічними профілями, пили тертя закріплено на шпинделях з різнойменним обертанням, згідно винаходу, КОНІЧНІ профілі пил тертя в осьовому перетині утворюють рівнобічну трапецію з основою, крайні точки якої знаходяться на вершинах кутів загострення, а бокові сторони належать різним пилам тертя Плоскості обертання пил тертя знаходяться на відстані 0,5 1,0мм При торканні пили тертя до припуска заготовки утворюється тепло Тепловий потік спрямований перпендикулярно конічному профілю В результаті цього теплові потоки рухаються назустріч і складаються, утворюючи концентрацію тепла в зоні різання, зменшуючи КІЛЬКІСТЬ тепла, яке йде в бокові сторони прорізу заготовки, тобто, дозволяє більш ефективно використовувати тепло, яке утворюється при терті Відміна запропонованого пристрою для різання металу від Існуючого полягає в підвищенні ефективності нагрівання зони різання шляхом концентрації теплових потоків, які направлені перпендикулярно конічним профілям пил тертя При цьому відбувається більш сильне нагрівання зони різання і зменшується передача тепла в бокові со Ю 53192 прорізи заготовки, яка розрізується Це дозволить зменшити діаметри пил тертя або частоту їх обертання в порівнянні з існуючими пристроями для розрізування заготовок Сутність винаходу пояснюється кресленням (фіг), де зображено пристрій для розрізування металу, який містить пилу тертя 1, пилу тертя 2, шпиндель 3, на якому закріплено пилу тертя 1, шпиндель 4, на якому закріплено пилу тертя 2 (напрямки обертання пили тертя 1 та пили тертя 2 позначено стрілками) На креслені також позначено конічний профіль 10 пили тертя 1, кут загострення 11 конусу пили тертя 1, вершина кута загострення 12 пили тертя 1, конічний профіль 13 пили тертя 2, кут загострення 14 конусу пили тертя 2, вершина кута загострення 15 лили тертя 2, торцева поверхня 16 пили тертя 1, торцева поверхня 17 пили тертя 2, точка перетину 18 конічного профілю 10 з торцевою поверхнею 16 пили тертя 1, точка перетину 19 конічного профілю 11 з торцевою поверхнею 17 пили тертя 2 Показано також зазор 20 між торцевими поверхнями 16 та 17 пил тертя 1 та 2, вісь обертання 21 шпинделів 3 та 4, пил тертя 1 та 2 Розрізування металу за поданим винаходом здійснюється таким чином Пила тертя 1 одержує оберти від шпинделя 3, а пила тертя 2 - від шпинделя 4 Шпинделя мають різноспрямовані рухи Включаються подачі 8 та колова подача 9 заготов ки 7 При дотику пил тертя 1 та 2 до заготовки 8 відбувається нагрівання металу в зоні різання, яка позначається позиціями 12, 18, 19, 15 При цьому відбувається нагрівання металу і деформація його зсуву Для направлення потоків тепла в зону різання КОНІЧНІ профілі 10 та 13 пил тертя 1 та 2 утворюють в осьовому перетені трапеції, які є вершинами кутів загострення 12 та 15 пил тертя 1 та 2 проходять крізь точки 12, 18, 19, 15 і вісь обертання шпинделів 21 Між торцевими поверхнями 16 та 17 пил тертя 1 та 2 знаходиться конструктивний зазор 0,5-1,0мм Попереднє нагрівання зони різання від інших джерел нагрівання поза запропонованими пристроєм для розрізування металу може істотно підвищити СТІЙКІСТЬ пил тертя Особливо ефективно утворення тепла на зіткненні пил тертя 1 та 2, тобто, де є точки 18 та 19 Потік тепла, який утворився, іде перпендикулярно конічним профілям 10 та 13 пил тертя 1 та 2 Колова подача заготовки 9 забезпечує раціональну довжину дуги контакту пил тертя 1 та 2 із заготовкою 7 Концентрація тепла в зоні різання дозволить зменшити частоту обертання або зменшити діаметри пил тертя 1 та 2, що є важливим для працездатності верстата Запропонований пристрій для різання металу реалізований в лабораторних умовах з позитивним результатом ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for metal cutting
Автори англійськоюPokintelytsia Mykola Ivanovych, Bondar Tetiana Anatoliivna
Назва патенту російськоюУстройство для резки металла
Автори російськоюПокинтелица Николай Иванович, Бондарь Татьяна Анатольевна
МПК / Мітки
МПК: B23D 23/00
Мітки: різання, металу, пристрій
Код посилання
<a href="https://ua.patents.su/2-53192-pristrijj-dlya-rizannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для різання металу</a>
Пристрій для різання довгомірного сортового металу на задані мірні довжини
Номер патенту: 1428
Опубліковано: 15.10.2002
Автори: Дегтярьов Леонід Костянтинович, Беленков Віктор Юхимович, Литвин Олександр Іванович, Панченко Валентин Кузьмич
МПК: B23D 15/00
Мітки: довгомірного, пристрій, задані, мірні, різання, сортового, довжини, металу
Формула / Реферат:
Пристрій для різання довгомірного сортового металу на задані мірні довжини, що містить виконавчий механізм у вигляді барабанних ножиць з верхнім та нижнім привідними валами та задавальний механізм з верхнім притискним та нижнім привідним валами з закріпленим на нижньому валу задавального механізму тягнучим елементом, та привід обертання валів, який відрізняється тим, що нижні привідні вали ножиць і задавального механізму з'єднані між собою...
Пристрій для різання листового металу
Номер патенту: 50806
Опубліковано: 15.11.2002
Автори: Пашнін Валерій Якович, Созонтова Вікторія Анатоліївна
МПК: B23K 7/00
Мітки: різання, пристрій, металу, листового
Формула / Реферат:
Пристрій для різання листового металу, який містить стіл з ребрами, що утворюють відсіки, які з’єднані за допомогою заслінок повітроприймача з повітроводом, і рухомо розташовану над столом газорізальну машину з кулачком для взаємодії з заслінками повітроприймача, який відрізняється тим, що кожна із заслінок розміщена горизонтально і закріплена на вертикальному штоці, який установлений з можливістю зворотно-поступального переміщення, при цьому...
Спосіб киснево-флюсового різання металу
Номер патенту: 47138
Опубліковано: 17.06.2002
Автори: Соколов Владислав Михайлович, Карпов Володимир Петрович, Романов Дмитро Олександрович, Анохін Юрій Олександрович
МПК: B23K 7/00
Мітки: металу, різання, киснево-флюсового, спосіб
Формула / Реферат:
Спосіб киснево-флюсового різання металу, який включає введення в зону різання металу суміші залізного та алюмінієвого порошків, який відрізняється тим, що в зону різання металу додатково вводять магнієвий порошок в суміші з залізним та алюмінієвим порошками за таким співвідношенням у мас.%: залізний порошок 80-85% алюмінієвий порошок 11-15% магнієвий...
Агрегат багатофункціональний для різання металу
Номер патенту: 48482
Опубліковано: 15.08.2002
Автори: Доронін Олександр Дмитрович, Балабанов Микола Георгійович, Півень Юрій Анатольович, Теросіпов В'ячеслав Михайлович, Маковій Вадим Володимирович, Гребьонкін Сергій Семенович, Вітка Михайло Олексійович, Ільїн Анатолій Ільїч, Горячий Володимир Григорович
МПК: B23D 23/00
Мітки: металу, агрегат, багатофункціональний, різання
Формула / Реферат:
1. Агрегат багатофункціональний для різання, ломки та рихтування металу, а також інших матеріалів різного профілю, включаючий ріжучий блок, який складається з рухливого та нерухливого виконавчих пристроїв, силового гідравличного пристрою, елементи базування і кріплення оброблюваного профілю та системи керування технологічними процесами, відрізняється тим, що ріжучий блок розміщенний на пересувній платформі з можливостю змінювати...
Пристрій різання прокату
Номер патенту: 39603
Опубліковано: 15.06.2001
Автори: Гриценко Сергій Анатолійович, Калашников Андрій Анатолійович, Мухін Володимир Іванович
МПК: B23D 47/00
Мітки: різання, прокату, пристрій
Формула / Реферат:
1. Пристрій різання прокату, що має вузол різання, до складу якого входить дискова пила та механізм притиснення прокату з опорною плитою, який відрізняється тим, що механізм притиснення прокату виконано у вигляді двох притискачів, кожний з котрих симетричний до осі пили та має проріз, через який проходить пильний диск, при цьому один з притискачів встановлено стаціонарно вздовж осі прокату, а другий розміщено паралельно першому та...
Попередній патент: Спосіб одержання довгомірних виробів з дискретних матеріалів і пристрій для його здійснення
Наступний патент: Сонячна енергетична установка транспортного засобу
Випадковий патент: Пристрій функціонального діагностування пристрою регулювання росту монокристалів