Спосіб одержання довгомірних виробів з дискретних матеріалів і пристрій для його здійснення
Номер патенту: 53191
Опубліковано: 15.01.2003
Автори: Циркін Аркадій Тимофійович, Рубанов Михайло Євгенович, Рябічева Людмила Олександрівна


Формула / Реферат
1. Спосіб одержання довгомірних виробів з дискретних матеріалів, що полягає в завантаженні вихідного матеріалу в зону пресування і ущільненні його шляхом обтиснення деформуючими органами у вигляді секторів, що переміщуються назустріч один одному, який відрізняється тим, що дискретний матеріал подають у зону пресування деформуючими органами у вигляді матриці з порожниною, утвореною клиновими сегментами, ущільнюють його поетапно одним нерухомим клиновим сегментом, а інші переміщують в осьовому напрямку разом зі сформованим виробом, що утримується цими сегментами силами тертя, причому зусилля, що ущільнює матеріал, спрямовано під кутом до напрямку цього переміщення.
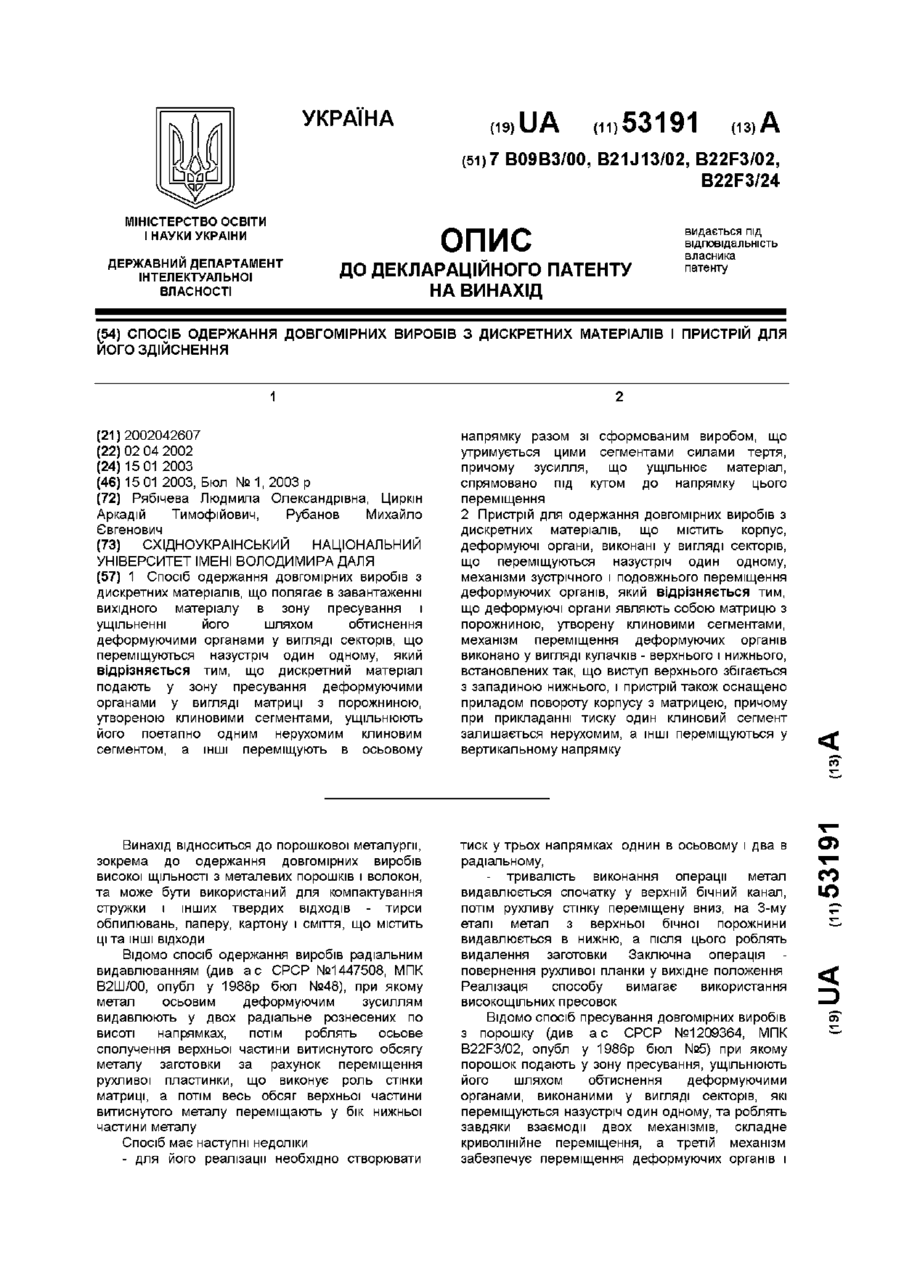
2. Пристрій для одержання довгомірних виробів з дискретних матеріалів, що містить корпус, деформуючі органи, виконані у вигляді секторів, що переміщуються назустріч один одному, механізми зустрічного і подовжнього переміщення деформуючих органів, який відрізняється тим, що деформуючі органи являють собою матрицю з порожниною, утворену клиновими сегментами, механізм переміщення деформуючих органів виконано у вигляді кулачків - верхнього і нижнього, встановлених так, що виступ верхнього збігається з западиною нижнього, і пристрій також оснащено приладом повороту корпусу з матрицею, причому при прикладанні тиску один клиновий сегмент залишається нерухомим, а інші переміщуються у вертикальному напрямку.
Текст
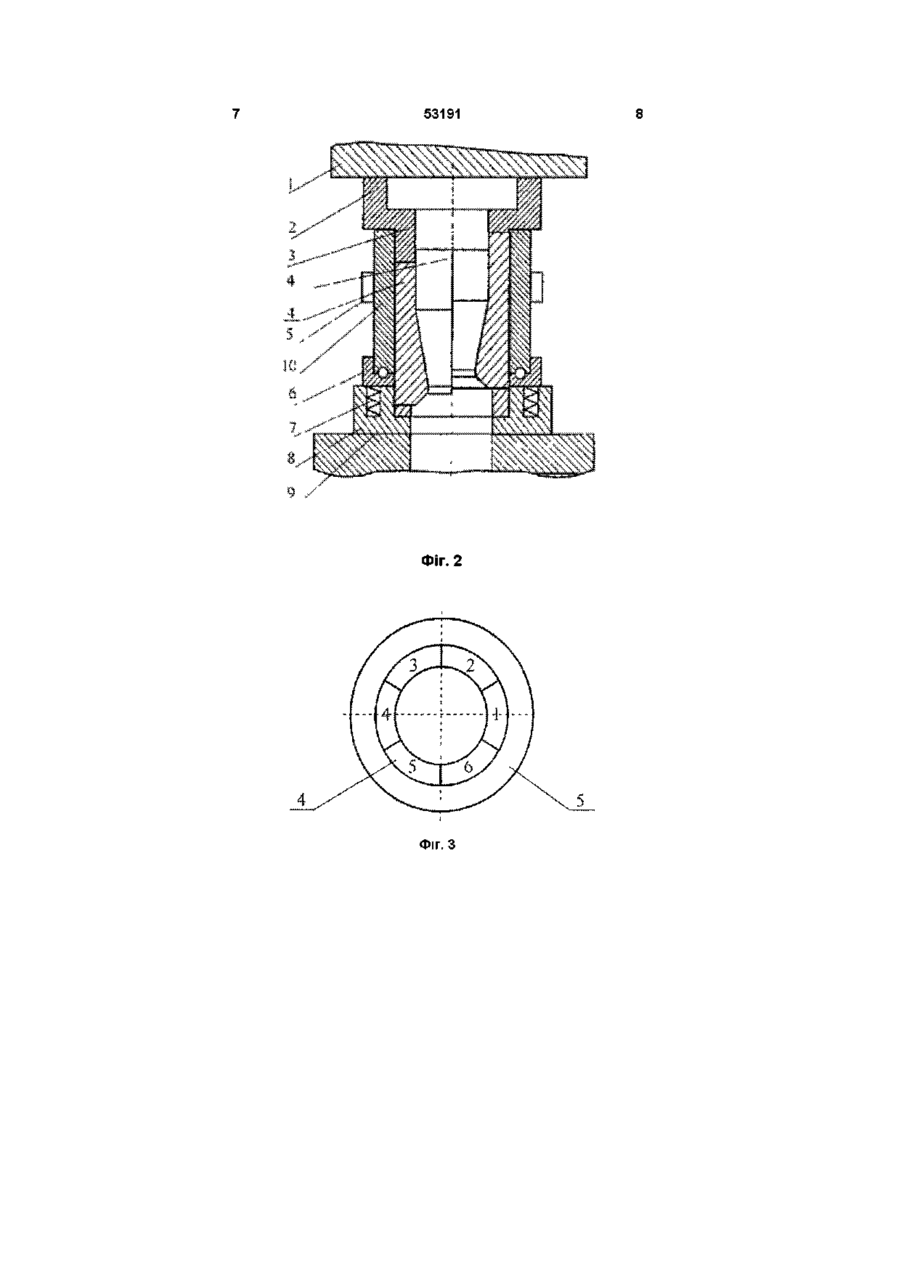
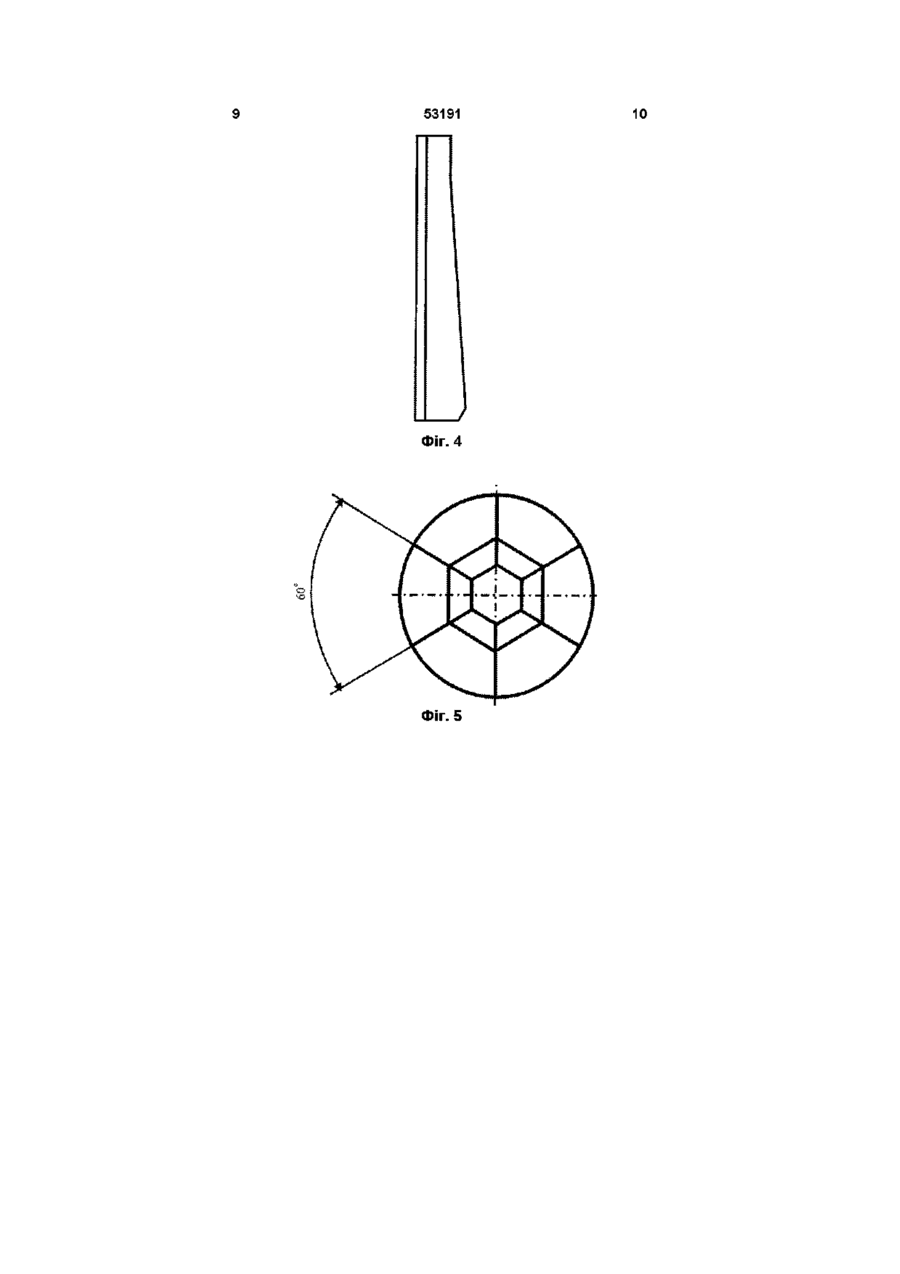
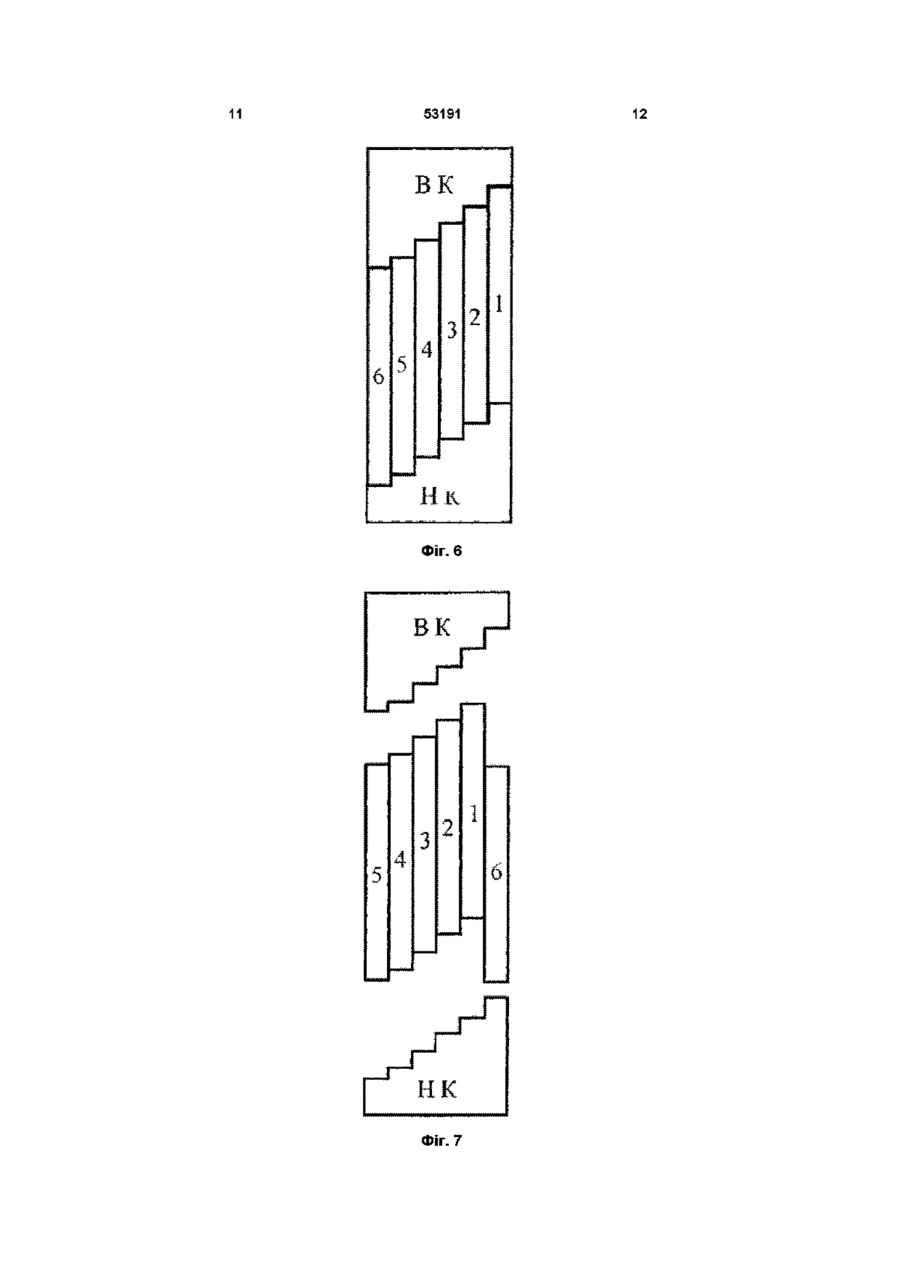
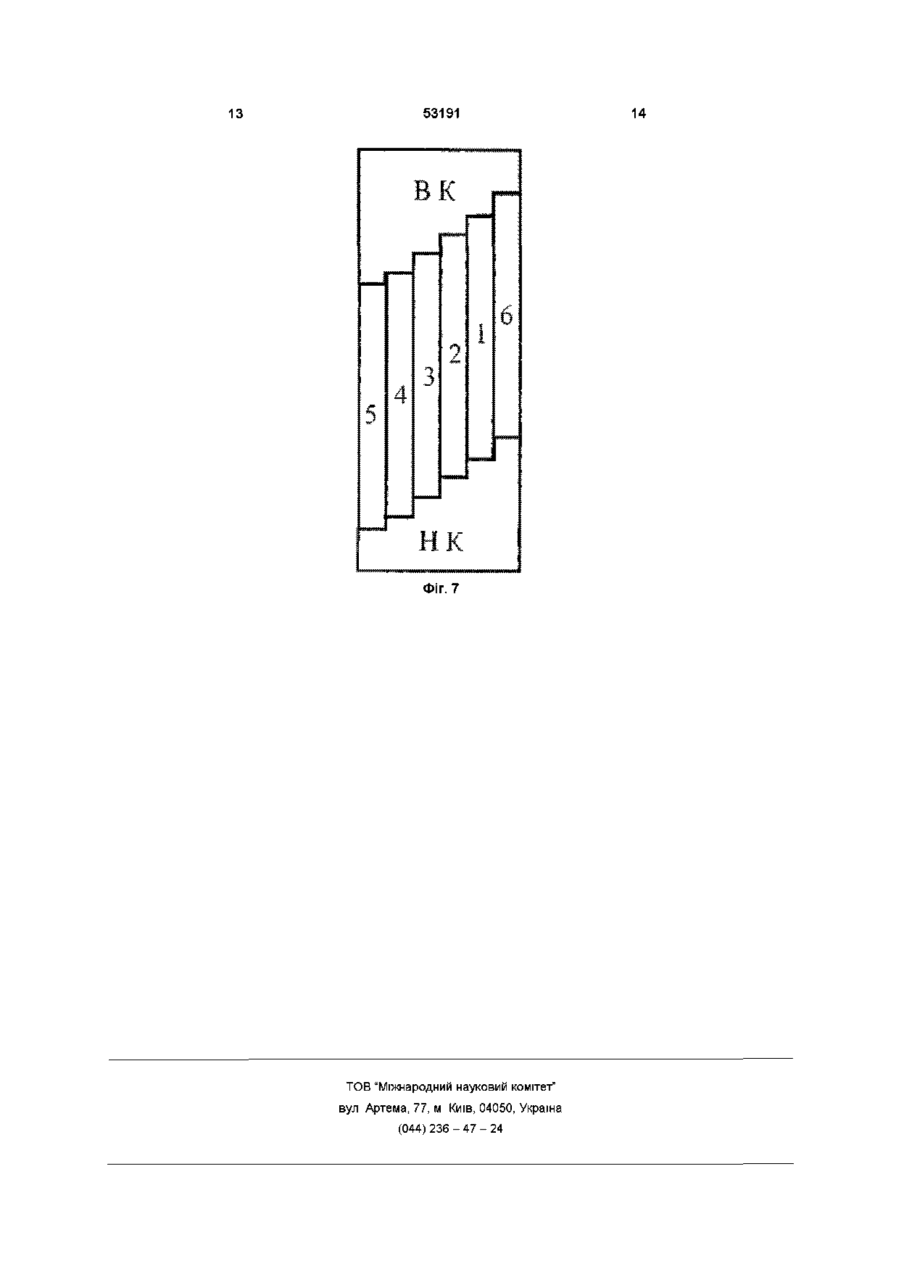
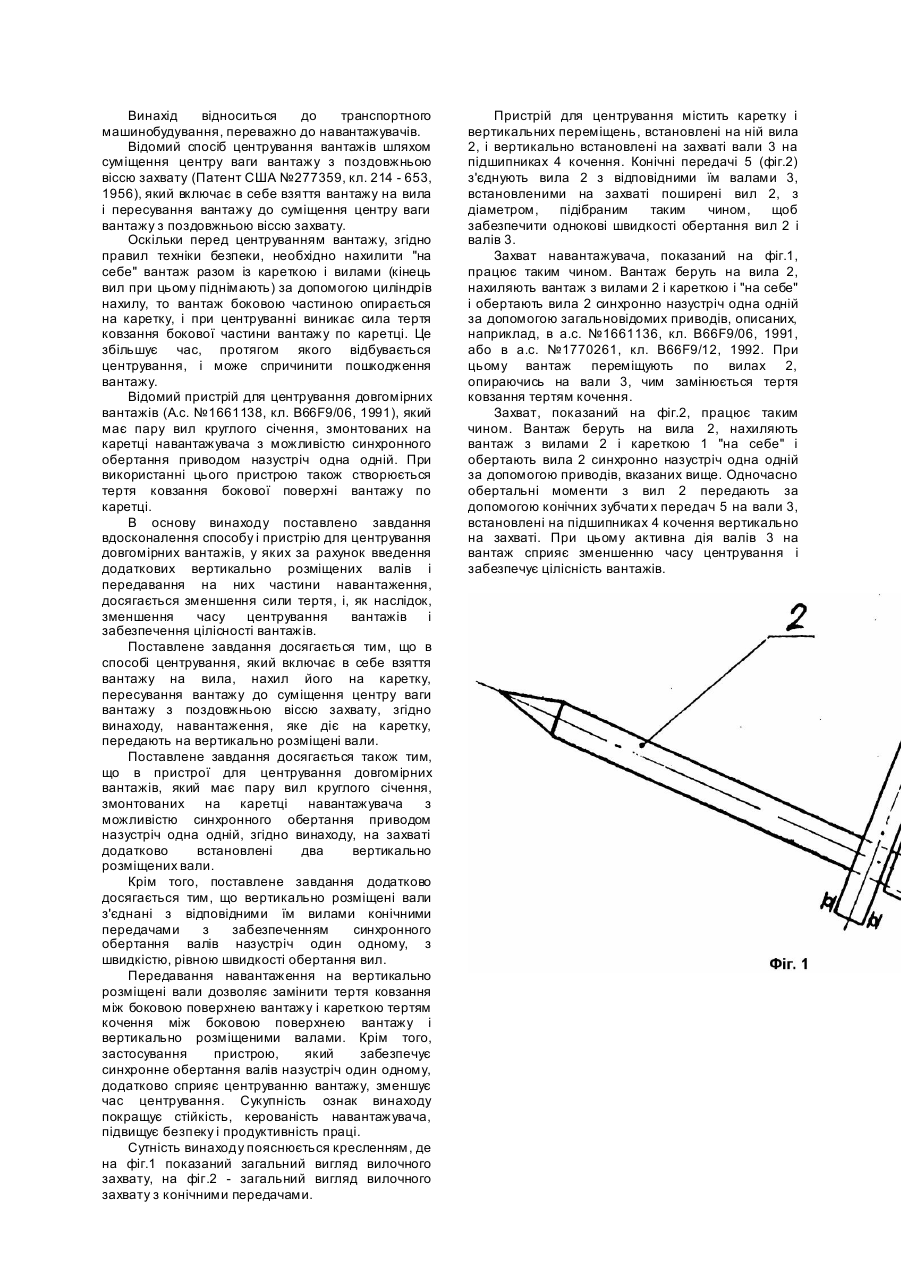
1 Спосіб одержання довгомірних виробів з дискретних матеріалів, що полягає в завантаженні вихідного матеріалу в зону пресування і ущільненні його шляхом обтиснення деформуючими органами у вигляді секторів, що переміщуються назустріч один одному, який відрізняється тим, що дискретний матеріал подають у зону пресування деформуючими органами у вигляді матриці з порожниною, утвореною клиновими сегментами, ущільнюють його поетапно одним нерухомим клиновим сегментом, а ІНШІ переміщують в осьовому Винахід відноситься до порошкової металурги, зокрема до одержання довгомірних виробів високої ЩІЛЬНОСТІ з металевих порошків і волокон, та може бути використаний для компактування стружки і інших твердих ВІДХОДІВ - тирси обпилювань, паперу, картону і сміття, що містить ці та ІНШІ відходи Відомо спосіб одержання виробів радіальним видавлюванням (див ас СРСР №1447508, МПК В2Ш/00, опубл у 1988р бюл №48), при якому метал осьовим деформуючим зусиллям видавлюють у двох радіальне рознесених по висоті напрямках, потім роблять осьове сполучення верхньої частини витиснутого обсягу металу заготовки за рахунок переміщення рухливої пластинки, що виконує роль стінки матриці, а потім весь обсяг верхньої частини витиснутого металу переміщають у бік нижньої частини металу Спосіб має наступні недоліки - для його реалізації необхідно створювати видається під відповідальність власника патенту МАТЕРІАЛІВ І ПРИСТРІЙ ДЛЯ напрямку разом зі сформованим виробом, що утримується цими сегментами силами тертя, причому зусилля, що ущільнює матеріал, спрямовано під кутом до напрямку цього переміщення 2 Пристрій для одержання довгомірних виробів з дискретних матеріалів, що містить корпус, деформуючі органи, виконані у вигляді секторів, що переміщуються назустріч один одному, механізми зустрічного і подовжнього переміщення деформуючих органів, який відрізняється тим, що деформуючі органи являють собою матрицю з порожниною, утворену клиновими сегментами, механізм переміщення деформуючих органів виконано у вигляді кулачків - верхнього і нижнього, встановлених так, що виступ верхнього збігається 3 западиною нижнього, і пристрій також оснащено приладом повороту корпусу з матрицею, причому при прикладанні тиску один клиновий сегмент залишається нерухомим, а ІНШІ переміщуються у вертикальному напрямку тиск у трьох напрямках однин в осьовому і два в радіальному, - тривалість виконання операції метал видавлюється спочатку у верхній бічний канал, потім рухливу стінку переміщену вниз, на 3-му етапі метал з верхньої бічної порожнини видавлюється в нижню, а після цього роблять видалення заготовки Заключна операція повернення рухливої планки у вихідне положення Реалізація способу вимагає використання високощільних пресовок Відомо спосіб пресування довгомірних виробів з порошку (див а с СРСР №1209364, МПК B22F3/02, опубл у 1986р бюл №5) при якому порошок подають у зону пресування, ущільнюють його шляхом обтиснення деформуючими органами, виконаними у вигляді секторів, які переміщуються назустріч один одному, та роблять завдяки взаємодії двох механізмів, складне криволінійне переміщення, а третій механізм забезпечує переміщення деформуючих органів і со Ю 53191 виробів у напрямку, поперечному напрямкові спресованої частини Даний спосіб обрано за прототип Недоліки даного способу - велике зусилля пресування, - для реалізації використовується велику КІЛЬКІСТЬ механізмів переміщення В основу винаходу поставлено задачу удосконалення способу одержання довгомірних виробів з дискретних матеріалів шляхом того, що ущільнення здійснюють поетапно деформуючими органами у вигляді клинових сегментів, які утворюють порожнину матриці, що приведе до відсутності втрат на тертя, роздрібненому пресуванню Спосіб забезпечує одержання виробів високої ЩІЛЬНОСТІ Поставлена задача досягається тим, що в способі одержання довгомірних виробів з дискретних матеріалів, при якому порошок подають у зону пресування, ущільнюють шляхом обтиснення його деформуючими органами, виконаними у вигляді секторів, що переміщаються назустріч один одному, ВІДПОВІДНО ДО винаходу, дискретний матеріал подають у зону пресування деформуючими органами, виконаними у вигляді матриці, порожнина якої утворена клиновими сегментами, і ущільнюють його поетапно одним нерухомим клиновим сегментом, переміщуючи в осьовому напрямку ІНШІ сегменти разом зі сформованим виробом, якій утримується цими сегментами, причому зусилля, що ущільнює матеріал, спрямовано під кутом до напрямку його переміщення Наявність вищезгаданих ВІДМІТНИХ ознак, а саме, ущільнення матеріалу одним нерухомим клиновим сегментом при одночасному переміщенні сформованого матеріалу разом з іншими сегментами, що утворюють матрицю, забезпечує одержання довгомірного виробу з ЩІЛЬНІСТЮ компактного матеріалу У відомих способах ущільнення порошкових і волокнових матеріалів відбувається в результаті взаємного переміщення часток, з яких складено матеріал, і їхньої пластичної деформації На деякому етапі ущільнення переміщення часток припиняється, вони заклинюються і подальше ущільнення під дією зовнішнього навантаження відбувається лише за рахунок пластичної деформації окремих часток Інтенсивний наклеп матеріалу часток і великі витрати зусилля пресування на подолання зовнішнього тертя часток по контактуючіх з ними поверхнями пресформи є причиною залишкової пористості пресовок ВІДМІННОЮ рисою даного способу ущільнення матеріалів, що складено з дискретних елементів, полягає в тім, що ущільнення відбувається при відсутності переміщення часток щодо поверхні матриці при ущільненні Відсутність втрат на тертя, роздрібнене пресування, при якому ущільнюється тільки частина матеріалу, що прилягає до нерухомого сегмента, невеликий обсяг цієї частини, а так само напрямок сили, що ущільнює, під кутом до матеріалу, що ущільнюється, приводять до виникнення в кожному елементу матеріалу, що ущільнюється, складного напружено-деформуючого стану Значні напруги зсуву забезпечують високі ступені деформації елементів пресуемого матеріалу, що приводить до одержання пресовки без залишкової пористості Відомо пристрій (див а с СРСР №1447508, МПК B21J5/00, опубл у 1988р бюл №48) для здійснення способу одержання довгомірних виробів з дискретних матеріалів, що містять корпус деформуючі органи, механізми зворотньопоступального зустрічного і подовжнього переміщення деформуючих органів Даний пристрій обраний за прототип Недоліком даного пристрою є складність пристрою та велика КІЛЬКІСТЬ механізмів переміщення В основу винаходу поставлено задачу удосконалення пристрою для одержання довгомірних виробів з дискретних матеріалів шляхом того, що ущільнення здійснюють поетапно деформуючими органами у вигляді клинових сегментів, які утворюють порожнину матриці, що приведе до відсутності втрат на тертя, дрібному пресуванню Поставлена задача досягається тим, що в пристрої для одержання довгомірних виробів з дискретних матеріалів, що містить корпус, деформуючі органи, механізми зворотньопоступального зустрічного і подовжнього переміщення деформуючих органів, ВІДПОВІДНО ДО винаходу, деформуючі органи являють собою матрицю з порожниною, утвореною клиновими сегментами, механізми переміщення деформуючих органів виконано у вигляді верхніх і НІЖНІХ кулачків, встановлених так, що виступ верхнього співпадає із западиною нижнього, пристрій постачено приладом повороту корпуса Сутність винаходу пояснюється кресленнями, де на фиг 1 зображений пристрій для реалізації заявленого способу в розімкнутому стані, на фіг 2 у зімкнутому, на фіг 3 - розташування клинових сегментів у корпусі, на фіг 4 - вид клинового сегмента, фіг 5 - клини в зборі, фіг 6,7,8 - схеми переміщень клинових сегментів Запропонований пристрій для здійснення способу одержання довгомірних виробів з дискретних матеріалів містить верхню плиту 1, закріплену на верхній плиті преса, верхній кулачок 2, закріплений на верхній плиті, пуансон З, закріплений у верхньому кулачку 2, матрицю 4, утворену клиновими сегментами, що знаходиться в корпусі 5, опору 6 закріплену на нижній плиті преса, пружин 7, що знаходяться в підставі 8, нижній кулачок 9, встановлений на підставу 8, пристосування 10 повороту корпуса 5 Пристрій для реалізації способу працює наступним чином Клинові сегменти (Фіг 4) установлюються кулачками - нижніми 9 (НК) і верхніми 2 (ВК) (Фіг1) у положення, вказане на фіг (Фіг 6) При ПІДНЯТІЙ верхній плиті 1 преса з закріпленими на ній верхнім кулачком 2 і пуансоном 3 (Фіг1), у порожнину матриці 4, що містить, у даному випадку шість клинів, завантажують вихідний матеріал, і ходом преса переміщають матрицю 4 з корпусом 5 і опорою 6 вниз Верхній 2 і нижній 9 кулачки встановлюють клини в первісне положення Пуансон 3 пересуває 53191 частину матеріалу, що ущільнюється, у порожнину матриці 4, утворену клиновими сегментами (Фіг 3) Ходом траверси преса піднімають плиту 1, верхній кулачок 2 і пуансон 3 Пружини 7 піднімають опору 6 з корпусом 5 і матрицею 4, утворену клиновими сегментами Корпус 5 з матрицею 4 повертають на один крок кулачків 2 і 9, так, що 1-ий клиновий сегмент стає на місце 2-го, 2-ий - на місце 3-го, а 6-ий - на місце 1-го клинового сегмента (Фіг 7)Довантажують пресуємий матеріал, і переміщенням верхньої плити преса 1 осаджують клинові сегменти 1-5, а 6-ий клиновий сегмент, що займає нижнє положення, залишається на МІСЦІ П'ять клинових сегментів силами тертя утримують сформований матеріал, таким чином при кожнім ході преса вироб просувається з зони деформації в осьовому напрямку, а тиск одного клинового сегмента здійснює ущільнення Крім того, пуансон З перешкоджає зсуванні виробу нагору Таким чином процес ущільнення базується на принципі роздрібненого пресування, коли загальне зусилля дробиться на частини, то досягається високий ступінь ущільнення при меншому зусиллі ФІГ. 1 преса Деформація і ущільнення відбувається одночасно не всього обсягу матеріалу, а тільки тієї його частини, що прилягає до нерухомого клина Зусилля ущільнення визначається кутом нахилу а, і перепадом між висотами кулачка, тому що результуюча сила ущільнення спрямована під кутом а до переміщення матеріалу, то в матеріалі, що ущільнюється, виникають напруги зрушення, що сприяє ущільненню і забезпечує формування матеріалу з високою ЩІЛЬНІСТЮ Приклад виконання У дослідному пристрої здійснювали пресування волокон МІДІ, отриманих із брухту провідників струму Діаметр матриці, що завантажується, утвореною 12-ю клинами - 50мм Діаметр вихідного отвору - 22mm Za-2°67', перепад по висоті кожного елемента кулачка 2мм, сумарний перепад, що визначає переміщення сформованого матеріалу за один хід преса - 22мм ЩІЛЬНІСТЬ отриманого прутка - 8,9 103кг/м3 53191 Фіг. 2 Фіг. З 53191 Фіг. 4 Фіг. 5 10 11 53191 ФІГ. 6 Фіг. 7 12 13 53191 Фіг. 7 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24 14
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of long-measuring articles made from discrete materials and device for its realization
Автори англійськоюRiabicheva Liudmyla Oleksandrivna, Tsyrkin Arkadii Tymofiiovych
Назва патенту російськоюСпособ получения длинномерных изделий из дискретных материалов и устройство для его осуществления
Автори російськоюРябичева Людмила Александровна, Цыркин Аркадий Тимофеевич
МПК / Мітки
МПК: B22F 3/24, B22F 3/02, B09B 3/00, B21J 13/02
Мітки: спосіб, здійснення, виробів, дискретних, пристрій, матеріалів, довгомірних, одержання
Код посилання
<a href="https://ua.patents.su/7-53191-sposib-oderzhannya-dovgomirnikh-virobiv-z-diskretnikh-materialiv-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання довгомірних виробів з дискретних матеріалів і пристрій для його здійснення</a>
Спосіб одержання довгомірних порожнистих виливків і зливків та пристрій для його здійснення
Номер патенту: 46292
Опубліковано: 15.05.2002
Автори: Санніков В'ячеслав Олександрович, Примак Іван Никонорович, Щеглов Володимир Михайлович, Кондратюк Станіслав Євгенович, Шинський Олег Йосипович
МПК: B22D 7/04
Мітки: здійснення, пристрій, порожнистих, довгомірних, спосіб, одержання, зливків, виливків
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків та зливків включає заливку зверху рідкого металу через ливникову чашу в кільцеву порожнину між формою /кокілем, виливницею/ та центральним вібруючим стрижнем, який відрізняється тим, що метал через систему каналів ливникової чаші частково спрямовується вздовж стрижня безпосередньо в кільцевий рухомий металоприймач, а частково - на вібруючий стрижень-холодильник, з поверхні якого затверділі...
Спосіб одержання довгомірних порожнистих виливків та пристрій для його здійснення
Номер патенту: 46294
Опубліковано: 15.05.2002
Автори: Шинський Олег Йосипович, Кондратюк Станіслав Євгенович, Примак Іван Никонорович, Бречко Олена Львівна, Щеглов Володимир Михайлович
МПК: B22D 7/04, B22D 27/11
Мітки: порожнистих, довгомірних, спосіб, одержання, виливків, здійснення, пристрій
Формула / Реферат:
1. Спосіб одержання довгомірних порожнистих виливків, що включає заповнення форми розплавом методом вичавлювання, а також живлення під тиском із камери вичавлювання та із розширювача каналу центрального стрижня, який відрізняється тим, що розплав із камери вичавлювання подається в канал центрального стрижня, а із нього в ливарну форму через систему отворів /живильників/ в боковій поверхні стрижня при синхронізації рівнів підйому розплаву в...
Спосіб позиціювання довгомірних вантажів і пристрій для його здійснення
Номер патенту: 17826
Опубліковано: 03.06.1997
Автори: Зінько Роман Володимирович, Козлинський Мирослав Петрович
МПК: B66F 9/06
Мітки: спосіб, довгомірних, пристрій, вантажів, позиціювання, здійснення
Формула / Реферат:
1. Спосіб позиціювання довгомірних вантажів, при якому піднімають вантаж, захоплюють його гаками двотаврової балки, позиціонують, вирівнюючи в ряд, який відрізняється тим, що позиціювання здійснюють шляхом врівноважування.2. Спосіб позиціювання за п. 1, який відрізняється тим, що вантаж врівноважують, визначивши наявність кута перекосу двотаврової балки вантажопідйомного механізму.3. Пристрій для позиціювання довго-мірних...
Спосіб центрування довгомірних вантажів і пристрій для його здійснення
Номер патенту: 17486
Опубліковано: 06.05.1997
Автори: Коровець Ігор Володимирович, Козлинський Мирослав Петрович
МПК: B66F 9/06
Мітки: довгомірних, спосіб, центрування, здійснення, вантажів, пристрій
Формула / Реферат:
1. Спосіб центрування довгомірних вантажів, який включає в себе взяття вантажу на вила, нахил його на каретку, пересування вантажу до суміщення центру ваги вантажу з поздовжньою віссю захвату, який відрізняється тим, що навантаження, яке діє на каретку, передають на вертикально розміщені вали.2. Пристрій для центрування довгомірних вантажів, який має пару вил круглого січення, змонтованих на каретці навантажувача з можливістю...
Пристрій для охолодження довгомірних гнучких виробів

Номер патенту: 1324
Опубліковано: 15.07.2002
Автори: Доценко Ігор Миколайович, Мікульонок Ігор Олегович
МПК: B29C 35/00
Мітки: виробів, пристрій, довгомірних, гнучких, охолодження
Формула / Реферат:
Пристрій для охолодження довгомірних гнучких виробів, що містить заповнювану рідким холодоагентом горизонтальну ванну зі змонтованими в ній напрямними роликами, встановленими з можливістю вертикального переміщення, який відрізняється тим, що напрямні ролики встановлено з можливістю вертикального переміщення незалежно один від одного.
Попередній патент: Робочий орган землерийно-транспортної машини активної дії
Наступний патент: Пристрій для різання металу
Випадковий патент: Пазонний спосіб моделювання електричних машин та пристрій для його здійснення