Потокова лінія для подання компонентів сталеплавильного виробництва
Номер патенту: 5366
Опубліковано: 28.12.1994
Автори: Аріст Леонід Михайлович, Запорожець Анатолій Петрович, Садовник Юрій Володимирович, Смирнов Володимир Михайлович, Скорубський Леонід Моїсейович, Щербін Арнольд Іванович

Формула / Реферат
Поточная линия для подачи компонентов сталеплавильного производства, содержащая установленные по ходу технологического процесса разгрузочный механизм, бункеры с питателями, весовые дозаторы, конвейер, течки и поворотный желоб, отличающаяся тем, что она снабжена подъемником, выполненным в виде подвижной емкости, установленной на наклонных направляющих с возможностью ее загрузки в нижнем положении и разгрузки в верхнем, а поворотный желоб имеет позиционное расположение в горизонтальной плоскости, совмещенное с приемными воронками течек сталеплавильной печи и стале-разливочного ковша.
Текст
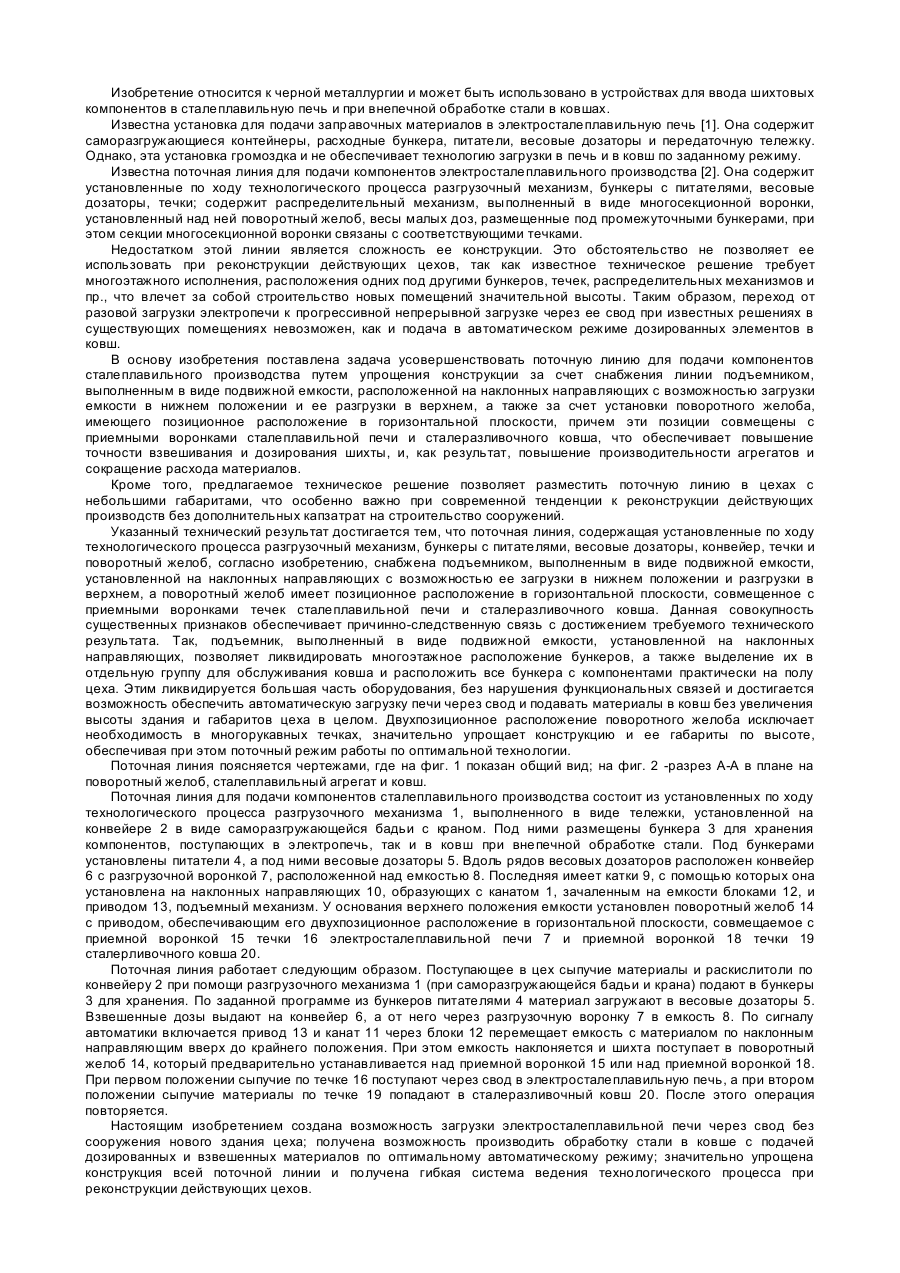
Изобретение относится к черной металлургии и может быть использовано в устройствах для ввода шихтовых компонентов в сталеплавильную печь и при внепечной обработке стали в ковшах. Известна установка для подачи заправочных материалов в электросталеплавильную печь [1]. Она содержит саморазгружающиеся контейнеры, расходные бункера, питатели, весовые дозаторы и передаточную тележку. Однако, эта установка громоздка и не обеспечивает технологию загрузки в печь и в ковш по заданному режиму. Известна поточная линия для подачи компонентов электросталеплавильного производства [2]. Она содержит установленные по ходу технологического процесса разгрузочный механизм, бункеры с питателями, весовые дозаторы, течки; содержит распределительный механизм, выполненный в виде многосекционной воронки, установленный над ней поворотный желоб, весы малых доз, размещенные под промежуточными бункерами, при этом секции многосекционной воронки связаны с соответствующими течками. Недостатком этой линии является сложность ее конструкции. Это обстоятельство не позволяет ее использовать при реконструкции действующих цехов, так как известное техническое решение требует многоэтажного исполнения, расположения одних под другими бункеров, течек, распределительных механизмов и пр., что влечет за собой строительство новых помещений значительной высоты. Таким образом, переход от разовой загрузки электропечи к прогрессивной непрерывной загрузке через ее свод при известных решениях в существующих помещениях невозможен, как и подача в автоматическом режиме дозированных элементов в ковш. В основу изобретения поставлена задача усовершенствовать поточную линию для подачи компонентов сталеплавильного производства путем упрощения конструкции за счет снабжения линии подъемником, выполненным в виде подвижной емкости, расположенной на наклонных направляющих с возможностью загрузки емкости в нижнем положении и ее разгрузки в верхнем, а также за счет установки поворотного желоба, имеющего позиционное расположение в горизонтальной плоскости, причем эти позиции совмещены с приемными воронками сталеплавильной печи и сталеразливочного ковша, что обеспечивает повышение точности взвешивания и дозирования шихты, и, как результат, повышение производительности агрегатов и сокращение расхода материалов. Кроме того, предлагаемое техническое решение позволяет разместить поточную линию в цехах с небольшими габаритами, что особенно важно при современной тенденции к реконструкции действующих производств без дополнительных капзатрат на строительство сооружений. Указанный технический результат достигается тем, что поточная линия, содержащая установленные по ходу технологического процесса разгрузочный механизм, бункеры с питателями, весовые дозаторы, конвейер, течки и поворотный желоб, согласно изобретению, снабжена подъемником, выполненным в виде подвижной емкости, установленной на наклонных направляющих с возможностью ее загрузки в нижнем положении и разгрузки в верхнем, а поворотный желоб имеет позиционное расположение в горизонтальной плоскости, совмещенное с приемными воронками течек сталеплавильной печи и сталеразливочного ковша. Данная совокупность существенных признаков обеспечивает причинно-следственную связь с достижением требуемого технического pезультата. Так, подъемник, выполненный в виде подвижной емкости, установленной на наклонных направляющих, позволяет ликвидировать многоэтажное расположение бункеров, а также выделение их в отдельную группу для обслуживания ковша и расположить все бункера с компонентами практически на полу цеха. Этим ликвидируется большая часть оборудования, без нарушения функциональных связей и достигается возможность обеспечить автоматическую загрузку печи через свод и подавать материалы в ковш без увеличения высоты здания и габаритов цеха в целом. Двухпозиционное расположение поворотного желоба исключает необходимость в многорукавных течках, значительно упрощает конструкцию и ее габариты по высоте, обеспечивая при этом поточный режим работы по оптимальной технологии. Поточная линия поясняется чертежами, где на фиг. 1 показан общий вид; на фиг. 2 -разрез А-А в плане на поворотный желоб, сталеплавильный агрегат и ковш. Поточная линия для подачи компонентов сталеплавильного производства состоит из установленных по ходу технологического процесса разгрузочного механизма 1, выполненного в виде тележки, установленной на конвейере 2 в виде саморазгружающейся бадьи с краном. Под ними размещены бункера 3 для хранения компонентов, поступающих в электропечь, так и в ковш при внепечной обработке стали. Под бункерами установлены питатели 4, а под ними весовые дозаторы 5. Вдоль рядов весовых дозаторов расположен конвейер 6 с разгрузочной воронкой 7, расположенной над емкостью 8. Последняя имеет катки 9, с помощью которых она установлена на наклонных направляющих 10, образующих с канатом 1, зачаленным на емкости блоками 12, и приводом 13, подъемный механизм. У основания верхнего положения емкости установлен поворотный желоб 14 с приводом, обеспечивающим его двухпозиционное расположение в горизонтальной плоскости, совмещаемое с приемной воронкой 15 течки 16 электросталеплавильной печи 7 и приемной воронкой 18 течки 19 сталерливочного ковша 20. Поточная линия работает следующим образом. Поступающее в цех сыпучие материалы и раскислитоли по конвейеру 2 при помощи разгрузочного механизма 1 (при саморазгружающейся бадьи и крана) подают в бункеры 3 для хранения. По заданной программе из бункеров питателями 4 материал загружают в весовые дозаторы 5. Взвешенные дозы выдают на конвейер 6, а от него через разгрузочную воронку 7 в емкость 8. По сигналу автоматики включается привод 13 и канат 11 через блоки 12 перемещает емкость с материалом по наклонным направляющим вверх до крайнего положения. При этом емкость наклоняется и шихта поступает в поворотный желоб 14, который предварительно устанавливается над приемной воронкой 15 или над приемной воронкой 18. При первом положении сыпучие по течке 16 поступают через свод в электросталеплавильную печь, а при втором положении сыпучие материалы по течке 19 попадают в сталеразливочный ковш 20. После этого операция повторяется. Настоящим изобретением создана возможность загрузки электросталеплавильной печи через свод без сооружения нового здания цеха; получена возможность производить обработку стали в ковше с подачей дозированных и взвешенных материалов по оптимальному автоматическому режиму; значительно упрощена конструкция всей поточной линии и получена гибкая система ведения технологического процесса при реконструкции действующих цехов.
ДивитисяДодаткова інформація
Назва патенту англійськоюProduction line for supply of components of steel-smelting production
Автори англійськоюArist Leonid Mykhailovych, Skorubskyi Leonid Moiseiovych, Scherbin Arnold Ivanovych, Zaporozhets Anatolii Petrovych, Sadovnik Yurii Volodymyrovych, Smyrnov Volodymyr Mykhailovych
Назва патенту російськоюПоточная линия для подачи компонентов сталеплавильного производства
Автори російськоюАрист Леонид Михайлович, Скорубский Леонид Мойсеевич, Щербин Арнольд Иванович, Запорожец Анатолий Петрович, Садовник Юрий Владимирович, Смирнов Владимир Михайлович
МПК / Мітки
МПК: C21C 7/00
Мітки: лінія, виробництва, потокова, компонентів, сталеплавильного, подання
Код посилання
<a href="https://ua.patents.su/2-5366-potokova-liniya-dlya-podannya-komponentiv-staleplavilnogo-virobnictva.html" target="_blank" rel="follow" title="База патентів України">Потокова лінія для подання компонентів сталеплавильного виробництва</a>
Потокова лінія для підготування та подання шлакостворювальних сумішей у плавильний агрегат та сталерозливний ковш
Номер патенту: 3786
Опубліковано: 27.12.1994
Автори: Сахно Валерій Олександрович, Аріст Леонід Михайлович, Скорубський Леонід Моїсейович, Бельман Леонід Михайлович, Стороженко Анатолій Сергійович, Щербін Арнольд Іванович
МПК: C21C 7/00
Мітки: агрегат, ковш, плавильній, сталерозливний, подання, підготування, шлакостворювальних, сумішей, потокова, лінія
Формула / Реферат:
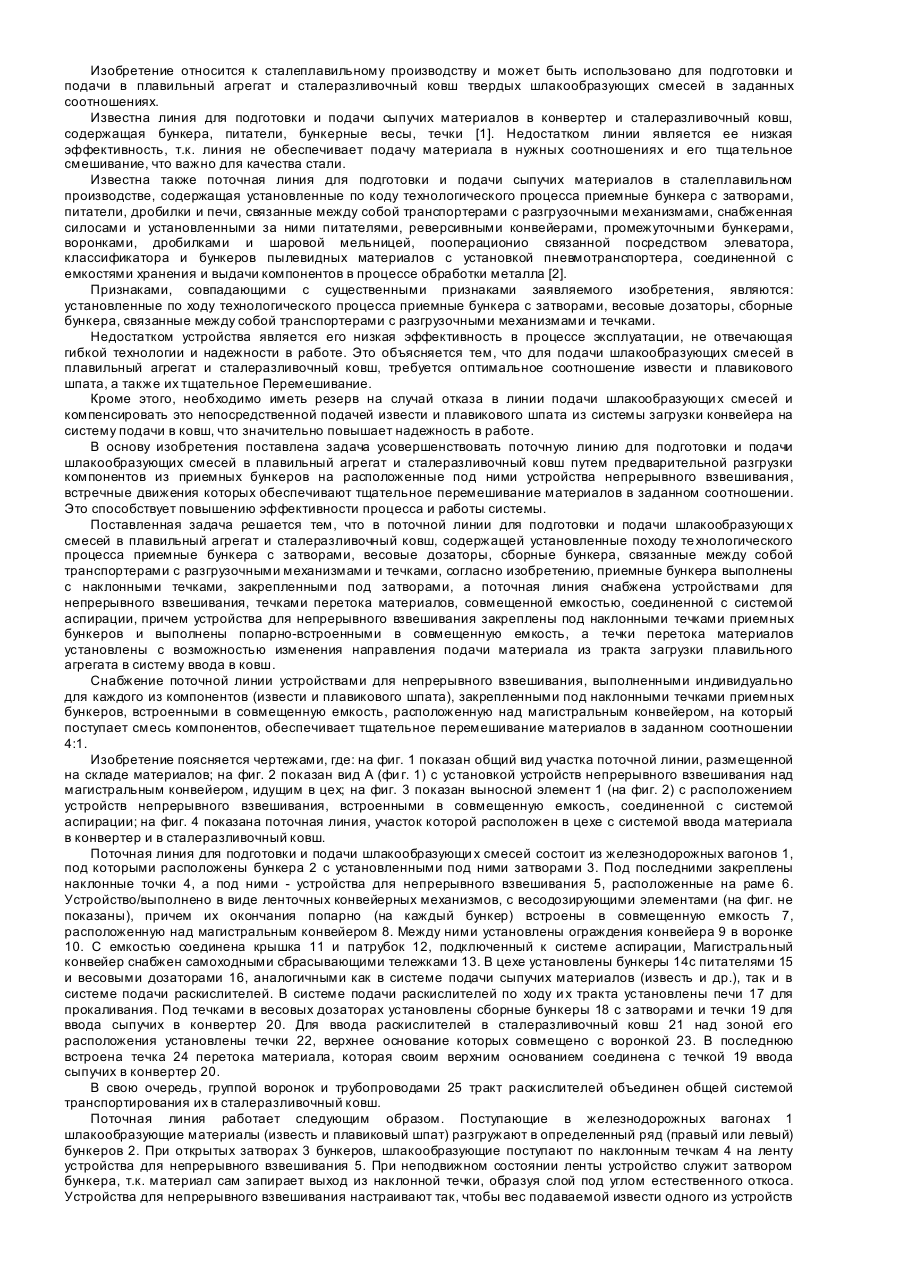
Поточная линия для подготовки и подачи шлакообразующих смесей в плавильный агрегат и сталеразливочный ковш, содержащая установленные по ходу технологического процесса приемные бункера с затворами, весовые дозаторы, сборные бункера, связанные между собой транспортерами с разгрузочными механизмами и течками, отличающаяся тем, что приемные бункера выполнены с наклонными течками, закрепленными под затворами, а поточная линия снабжена устройствами...
Потокова лінія для збирання та зварювання пакетів для вироблення двошарових листів
Номер патенту: 2798
Опубліковано: 26.12.1994
Автори: Рибінов Володимир Артемійович, Роганський Іван Юхимович, Бородін Леонід Олександрович, Васильчишин Ярослав Гаврилович, Сумський Євген Ілліч, Скороход Микола Михайлович, Димитров Назарей Вікторович
МПК: B23K 20/04
Мітки: двошарових, збирання, зварювання, потокова, пакетів, вироблення, лінія, листів
Формула / Реферат:
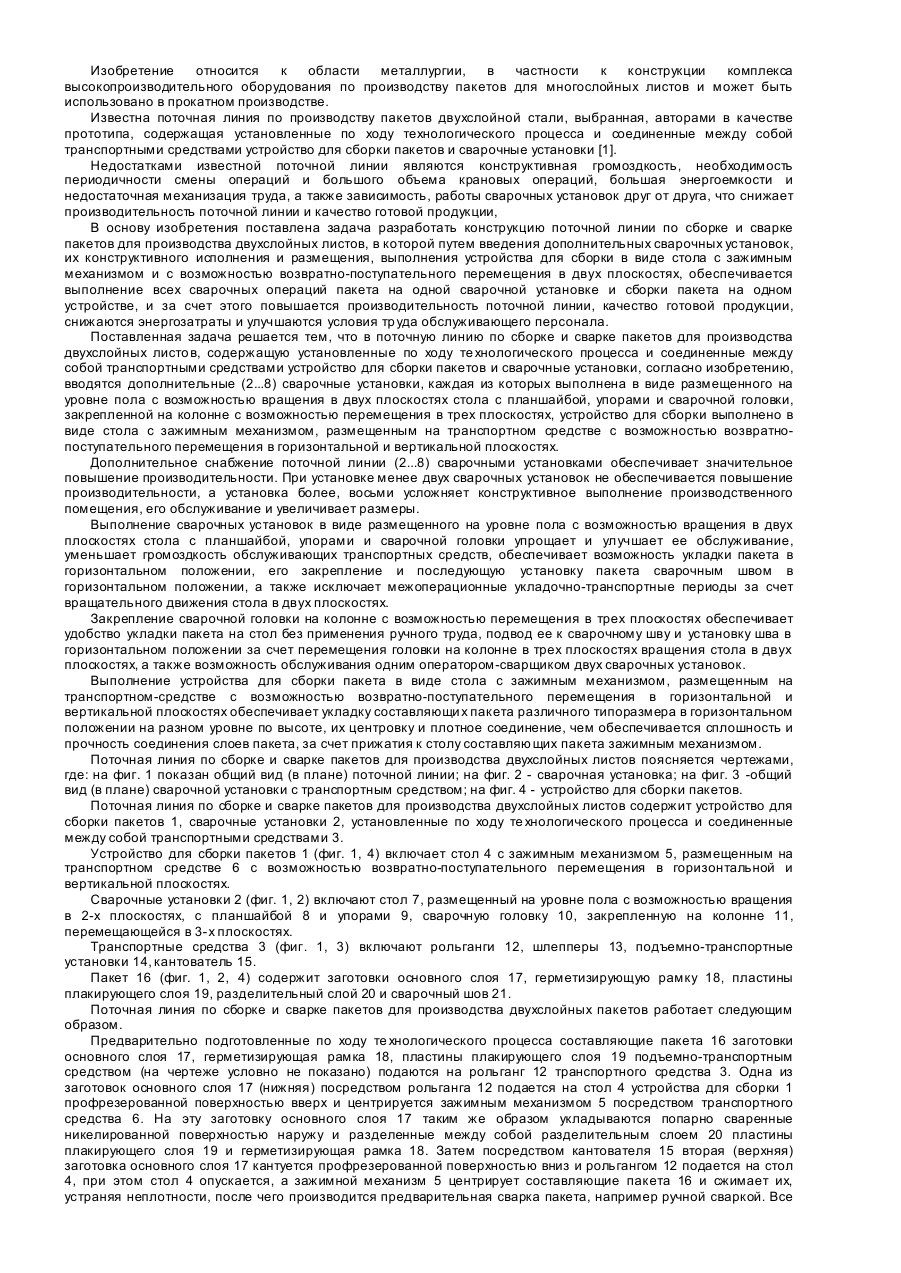
Поточная линия при сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что она снабжена дополнительными (2...8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с...
Спосіб підготування та подання в сталерозливний ківш шлакоутворюючих матеріалів
Номер патенту: 4092
Опубліковано: 27.12.1994
Автори: Аріст Леонід Михайлович, Скорубський Леонід Моїсейович, Бельман Леонід Михайлович, Щербін Арнольд Іванович, Стороженко Анатолій Сергійович, Сахно Валерій Олександрович
МПК: C21C 7/00
Мітки: спосіб, підготування, подання, шлакоутворюючих, сталерозливний, матеріалів, ківш
Формула / Реферат:
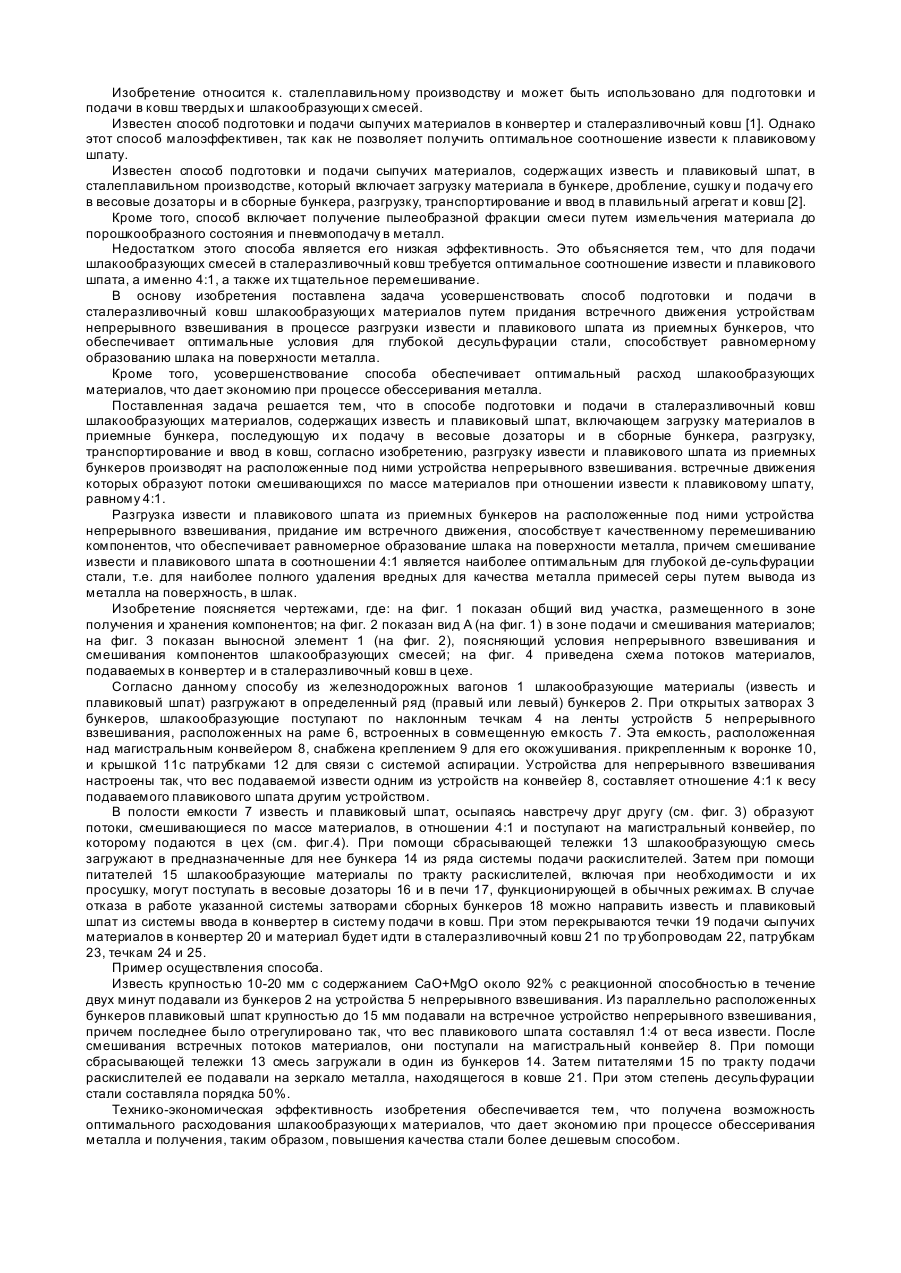
Способ подготовки и подачи в сталеразливочный ковш шлакообразующих материалов, содержащих известь и плавиковый шпат, включающий загрузку материалов в приемные бункера, последующую их подачу в весовые дозаторы и в сборные бункера, разгрузку, транспортированием и ввод в ковш, отличающийся тем, что разгрузку извести и плавикового шпата из приемных бункеров производят на расположенные под ними устройства непрерывного взвешивания, встречные...
Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу
Номер патенту: 1145
Опубліковано: 30.12.1993
Автори: Патон Борис Євгенович, Сєрафін Орєст Міхайловіч, Лебедєв Володимир Костянтинович, Уніговський Михайло Рахмильович, Щєрбіна Боріс Євдокімовіч, Чірсков Владімір Грігор'євіч, Солодовніков Сергій Олександрович, Іванцов Олєг Максімовіч, Рулєвський Євгеній Васильович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович
МПК: B23K 37/04, B23K 31/00
Мітки: трубопроводу, електроконтактного, нитку, зварювання, магістрального, труб, стикового, складання, потокова, лінія
Формула / Реферат:
1. Поточная линия для оборки и стыковой электроконтактной сварки труб в нитку магистрального трубопровода, содержащая расположенные на основании в линию по ходу технологического процесса трубоукладчик, агрегат зачистки концов внутренних поверхностей труб под прижимные контакты внутритрубной сварочной головки, дизельэлектрическую станцию питания, снабженную штангой для подвода питания, внутритрубную сварочную головку для стыковойй...
Поточна лінія для виробництва сталевого мисливського дробу
Номер патенту: 4304
Опубліковано: 27.12.1994
Автори: Затуловський Сергій Семенович, Мудрук Леонід Олександрович
МПК: B22F 9/08
Мітки: поточна, виробництва, дробу, сталевого, мисливського, лінія
Формула / Реферат:
Поточная линия для производства стальной охотничьей дроби, включающая последовательно установленные плавильный агрегат, разливочное и распылительное устройства, камеру распыления, дешламационный грохот, сушильный агрегат, термическую печь, сортировочный грохот и связывающие их транспортные устройства, отличающаяся тем, что, с целью повышения качества получаемого продукта за счет стабилизации формы, повышения размерной однородности и...
Попередній патент: Установка для очищення води, переважно питної, від поверхнево-активних речовин
Наступний патент: Спосіб опалювання подового сталеплавильного агрегату у періоди продувки ванни киснем
Випадковий патент: Агрегат для внесення твердих мінеральних добрив