Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу
Номер патенту: 1145
Опубліковано: 30.12.1993
Автори: Іванцов Олєг Максімовіч, Солодовніков Сергій Олександрович, Сахарнов Василь Олексійович, Сєрафін Орєст Міхайловіч, Лебедєв Володимир Костянтинович, Рулєвський Євгеній Васильович, Кучук-Яценко Сергій Іванович, Щєрбіна Боріс Євдокімовіч, Уніговський Михайло Рахмильович, Чірсков Владімір Грігор'євіч, Патон Борис Євгенович







Формула / Реферат
1. Поточная линия для оборки и стыковой электроконтактной сварки труб в нитку магистрального трубопровода, содержащая расположенные на основании в линию по ходу технологического процесса трубоукладчик, агрегат зачистки концов внутренних поверхностей труб под прижимные контакты внутритрубной сварочной головки, дизельэлектрическую станцию питания, снабженную штангой для подвода питания, внутритрубную сварочную головку для стыковойй электроконтактной сварки труб, агрегат для снятия наружного грата, индуктор для термообработки сваренных стыков труб и устройство для ультразвукового контроля сваренных стыков труб, отличающаяся тем, что с целью повышения производительности путем уменьшения вспомогательного времени на сборку стыков труб под сварку, поточная линия оснащена смонтированной на основании подвижной опорой, выполненной в виде соединенных между собой цилиндрической части с приводными опорными роликами и прямоугольной части, на противоположных сторонах которой смонтированы шарнирно соединенные между собой звенья с холостыми опорными роликами, при этом расстояние между опорными поверхностями указанных приводных и холостых опорных роликов превышает наружный диаметр свариваемых труб.
2. Линия по п. 1, отличающаяся тем, что, с целью снижения нагрузки на сварочную головку при сварке плетей труб, внутритрубная сварочная головка оснащена снабженной опорными роликами дополнительной штангой, шарнирно соединенной с основной штангой и связанной со станцией питания.
Текст
СОЮЗ СОВЕТСКИХ СОЦИАЛИСТИЧЕСКИХ РЕСПУБЛИН ДЛЯ СЛУЖЕБНОГО ПОЛЬЗОВАНИЯ ЭКЗ & С О Л 7 3 * 09) SU,,,, 866896 3(51) В 23 К 31/06; В 23 К 37/04 ГОСУДАРСТВЕННЫЙ НОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ ОПИСАНИЕ ИЗОБРЕТЕНИЯ К АВТОРСНОМУ СВИДЕТЕЛЬСТВУ '(21) 2608952/25-27 (22) 03.05.78 (72) Б.Е.Щербина, Б.Е.Патон, О.М.Иванцов, В.К.Лебедев,С.И.Кучук-Яценко, В.А.Сахарнов, М.Р. Униговский, О.М.Серафин, В.Г.Чирсков, Е.В.Рулевский, С,А.Солодовников (71) Киевский филиал Специального конструкторского бюро 'Тазстроймапшна" и Ордена Ленина и ордена Трудового Красного Знамени институт электросварки им.Е.О.Патона (53) 6 2 1 . 7 9 1 . 0 3 9 ( 0 8 8 . 8 ) (56) 1. Авторское свидетельство СССР № 348338, кл. В 23 Q 41/02,1970. 2. Авторское свидетельство СССР К9 334770, клів 23 К 31/06,1970 (прототип), (54) (57) 1. ПОТОЧНАЯ ЛИНИЯ ДЛЯ. СБОРКИ .И СТЫКОВОЙ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ ТРУБ В НИТКУ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА, содержащая расположенные на основании в линию по ходу технологического процесса трубоукладчик, агрегат зачистки концов внут~ ренних поверхностей труб под прижимные контакты внутритрубной сварочной головки, днзельэлектрическую станцию питания, снабженную штангой для подвода питания, внутритрубную свароч ную головку для стыковой электроконтактной сварки труб, агрегат для снятия наружного грата, индуктор для термообработки сваренных стыков труб и устройство для ультразвукового контроля сваренных стыков труб, о т л и ч а ю щ а я с я тем, что, с целью повышения производительности путем уменьшения вспомогательного времени на сборку стыков труб под сварку, поточная линия оснащена смонтированной на основании подвижной опорой, выполненной в виде соединенных между собой цилиндрической части и приводными опорными роликами н прямоугольной части, на протиповоложных сторонах которой смонтированы шарнирно соединенные между' собой звенья с холостыми опор~ ными роликами, при этом расстояние между опорными поверхностями указанных приводных и холостых опорных роликов превышает наружный диаметр свариваемых труб. 2. Линия. п о п . 1 , о т л и ч а ю щ а я с я тем, что, с целью снижения нагрузки на сварочную головку при сварке плетей труб, внутритрубная сварочная головка оснащена снабженной опорными роликами дополнительной штангой, шарнирно соединенной с основной штангой и связанной со станцией питания. 00 СО ' 1 866896 Предполагаемое изобретение предПлеть поддерживается дополнительназначено для стыковой электроконтактным трубоукладчиком, но а результаной сварки труб в непрерывную нитку те трудности согласования его работы трубопровода и может быть использовас трубоукладчиком установки сварочно в газовой и нефтяной промышленности 5 ная гоповка нагружена .знакопеременными при строительстве магистральных и изгибающими моментами от массы плети промысловых трубопроводов. трубопровода и от дополнительного трубоукладчика, когда он поднимает плеть Иэместна поточная линия [lJ для на высоту большую, чем нужно, что сборки и сварки труб в секции трубопровода, состоящая из рольганга, снаб-10 отрицательно влияет на работу сварочной головки12Ї, женного третьим средним рядом ролнкоПредусмотрено также применение ручопор, жестко закрепленных на раме ного труда двух операторов при удалерольганга и образующих первый ярус нии наружного грата ручным пневмо— роликоопор, а также двумя параллельными поворотными валами, к которым 15 зубилом и при зачистке концов труб ручной электрошлифовальной машинкой, жестко прикреплены рычаги, на последа также наличие машиниста дополнительних установлены роликоопоры двух паного трубоукладчика. раллельных рядов, эахватнопередающий механизм выполнен в виде двух Трудно также установить сварочную шарнирносвязанных между собой пово- 20 головку на стык плети и трубы при ротных в вертикальной плоскости рысварке, так как для этого нужно перечагов, на свободных концах которых мещать вперед-назад всю установку. 1 консольно, установлены подающие роСложна также схема привода хода лики с реверсивным приводом, оси трубоукладчика одноагрегатной уставращения роликов расположены в плос- 25 новки. кости, перпендикулярной к продольной Целью предлагаемого изобретения оси трубопровода. является повышение производительности сварочных работ на строительстве маНедостатками линии являются насы-, гистральных трубопроводов путем умень[ценность сложными и трудоемкими меха*» 30 шения вспомогательного времени. низмами, требующими управления при Для достижения этой цели поточная каждом повторном цикле, что снижает линия оснащена смонтированной на оспроизводительность, наличие шаровых новании подвижной опорой, выполненопор исключает нормальное перемещеной в виде соединенных между собой ниев по ним труб в зимнее время в по35 цилиндрической части с приводными левых условиях вследствие того> что опорными роликами и прямоугольной происходит скольжение поверхности части, на противоположных сторонах котрубы по шарам и при этом возможны торой смонтированы шарнирно соединенповреждения, возможность сварки тольные между собой звенья с холостыми ко двухтрубных: секций. 40 опорными роликами, при этом расстояние Известна также поточная линия для^ между опорными поверхностями указансборки и электроконтактной сварки ным приводных и холостых опорных ротруб в нитку магистрального трубопроликов превышает наружный диаметр вода, содержащая расположенные на оссвариваемых труб. Кроме того, внутриновании в линию по ходу технологитрубная сварочная головка оснащена 45 ческого процесса трубоукладчик, агреснабженной опорными роликами дополгат зачистки концов внутренних поверхнительной штангой, шарнирно соединенностей труб под прижимные контакты ной с основной штангой и связанной со внутритрубной сварочной головки, дистанцией питания. зельэлектрическую станцию питания, 50 снабженную штангой для подвода питаНа фиг.1 изображена схема располония, внутритрубную сварочную головку жения технологического оборудования; для стыковой электроконтактной сварна фиг.2,3 - подвижная роликоопора; ки труб, агрегат для снятия наружнона фиг,А - убирающийся кронштейн; на го грата, индуктор для термообработфиг,5 - удлиненная шарнирная штанга} ки сваренных стоков труб и устройство 55 на фиг.6 - внутритрубная контактнодля контроля сваренных стыков труб. сварочная головка. Поточная линия (фиг.1/ состоит из Основные недостатки линии следуютехнологического оборудования, размещие. 866896 й При сварке трубопровода из секций труб ценного в соответствии п последоваприменяется соответствующая удлинентельно выполняемыми операциями, котоная штанга 18. рое включает агрегат зачистки поясПреимущества /поточной линии по ков 1 на внутренней поверхности концов сравнению с существующими в настоящее трубы 2 под прижимные контакты внутри-5 время'машинами, заключаются в следуютрубную контактно-сварочную головку 3, щем: питаемую электроэнергией от дизель1, Поточная линия оставляет за соэлектрической станции 4, подвижную бой непрерывную нитку сваренного труопору 5, агрегат наружного гратоснимания 6, индуктор для термообработки to бопровода. 2. Вместо трубоукладчика, подстыков 7, устройство ультразвукового держивающего конец нитки трубопровоконтроля 8, убирающийся кронштейн 9, да во время стыковки, центровки, сварштангу 10, кабель II, блок электроапки, удаления внутреннего грата поспаратуры и вспомогательных устройств 1 ледний покоится на подвижной опоре. Ї2, приводные ролики 13, разъемы 14 и \$ и 15, гидроцилиндры 16, поворотные ко- При этом высвобождается трубоукладчик и бригада людей, его обслуживаюлонны 17, удлиненную штангу 18, шарнирные сочленения 19, вставки 20, опорщих, и сокращается время на вспомоные ролики 21, соединительный кабель гательные операции. 22, разъем 23 и ролики 24, 20 3, Наличие нескольких типов шарнирПодвижная опора 5 содержит цилиндных штанг позволяют вести сварку рическую 25 и прямоугольную 26 части. трубопровода как из одиночных труб, Сварка труб производится следующим так из секций труб различной длины, образом, К трубам, разложенным вдоль при этом питающий энергией кабель не трассы строительства, поочередно под-25 протягивается через трубу, а подсоедиводит агрегат зачистки 1 концов внутняется к разъемам, установленным на ренних поверхностей труб 2 и зачищает штанге. пояски под прижимные контакты, 4, Вся длина питающих кабелей разЗачищенная труба 2 подается трубоукмещена на шарнирном кронштейне, переладчиком к сварочной головке, сквозь , 0 мещением конца которого обеспечиваетнее пропускают штангу 10 с разъединенся постоянная связь кабелей с разъеными разъемами 14 и 15 и перемещают мами на шарнирной штанге, трубу до тех пор, покй она не состы5. Производительность гратосниматекуется с ниткой трубопровода 27, Посля наружного грата синхронизирована ле этого приближают конец кабеля с производительностью сварочной гос разъемом к штанге и соединяют разъ- 35 ловки с отставанием на длину пристыем. Трубопровод 27 опирается на роковываемой трубы или секции труб. лики 28 подвижной опоры 5, установ6. Наличие возможности перекатыленной на грунт, После сварки стыка вания механизмов по поверхности труи удаления внутреннего грата сварочбопровода уменьшает потери времени ная головка перемещается к свободнона вспомогательные операции. му торцу трубы. Трубоукладчик поднимает конец нитки трубопровода 27. Под Предлагаемая поточная линия при вижная опора 5 зависает на сваренной сравнительной простоте конструкции нитке трубопровода, опираясь приводобеспечит необходимую производитель4S ность и высокое качество сварки стыными роликами 13 о ее поверхность, В это время включают привод и подвижков, найдет широкое применение в ная опора 5 перемешается к свободному народном хозяйстве, в частности при строительстве трубопроводов, и даст торцу нитки» Опущенный конец трубозначительный экономический эффект. провода снова опирается на ролики 28, 866896 866896 866896 L 866896 866896 ВНИКЛИ Заказ 969/ДСП Тираж 926 Подписное Филиал ШШ Патент 1 *, г.Ужгород, ул.Проектная, I
ДивитисяДодаткова інформація
Назва патенту англійськоюAssembly line for assembling and flash electroarc welding of pipes into a line of main conduit
Автори англійськоюSchierbina Boris Yevdokimovich, Paton Borys Yevhenovych, Ivantsov Olieh Maksimovich, Lebiediev Volodymyr Kostiantynovych, Kuchuk-Yatsenko Serhii Ivanovych, Sakharnov Vasyl Oleksiiovych, Unihovskyi Mykhailo Rakhmyliovych, Sierafin Oriest Mikhailovich, Chirskov Vladimir Hrihorievich, Rulievskyi Yevhenii Vasyliovych, Solodovnikov Serhii Oleksandrovych
Назва патенту російськоюПоточная линия для сборки и стыковой электроконтактной сварки труб в нитку магистрального трубопровода
Автори російськоюЩербина Борис Евдокимович, Патон Борис Евгеньевич, Иванцов Олег Максимович, Лебедев Владимир Константинович, Кучук-Яценко Сергей Иванович, Сахарнов Василий Алексеевич, Униговский Михаил Рахмильевич, Серафин Орест Михайлович, Чирсков Владимир Григорьевич, Рулевский Евгений Васильевич, Солодовников Сергей Александрович
МПК / Мітки
МПК: B23K 31/00, B23K 37/04
Мітки: складання, стикового, електроконтактного, лінія, магістрального, потокова, трубопроводу, зварювання, труб, нитку
Код посилання
<a href="https://ua.patents.su/8-1145-potokova-liniya-dlya-skladannya-i-stikovogo-elektrokontaktnogo-zvaryuvannya-trub-u-nitku-magistralnogo-truboprovodu.html" target="_blank" rel="follow" title="База патентів України">Потокова лінія для складання і стикового електроконтактного зварювання труб у нитку магістрального трубопроводу</a>
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Галян Борис Опанасович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Мірошниченко Олександр Петрович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович
МПК: B23K 11/04, B23K 31/02
Мітки: машина, зварювання, труб, контактного, стикового
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Кучук-Яценко Сергій Іванович, Галян Борис Опанасович, Патон Борис Євгенович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович
МПК: B23K 11/04
Мітки: машина, труб, стикового, контактного, зварювання
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Лінія для складання і зварювання виробів коробчастого перерізу
Номер патенту: 126
Опубліковано: 30.04.1993
Автори: Кукарін Віктор Григорович, Перцевий Михайло Миколайович
МПК: B23K 11/10, B23K 37/04
Мітки: виробів, перерізу, коробчастого, складання, лінія, зварювання
Формула / Реферат:
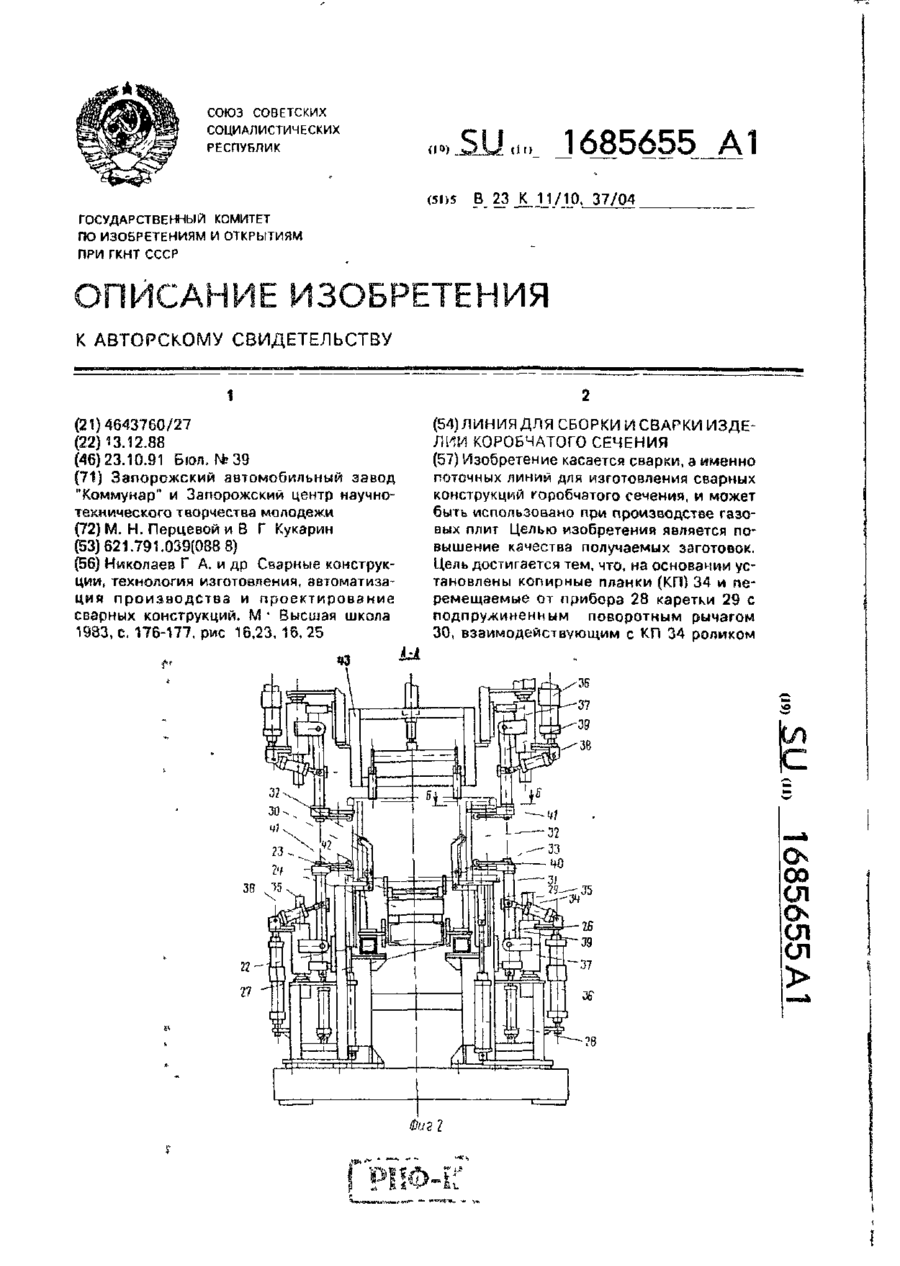
Формула изобретенияЛиния для сборки и сварки изделий коробчатого сечения, содержащая смонтированные на основании по ходу технологического процесса и связанные между собой штамповым конвейером позиции сборки и позиции сварки, оснащенные подъемными поворотными рычагами со сварочными клещами, отличающаяся тем, что, с целью повышения качества путем обеспечения предварительного зазора между отбортовками свариваемых изделий, позиции сварки...
Машина для контактного стикового зварювання труб
Номер патенту: 492
Опубліковано: 30.04.1993
Автори: Патон Борис Євгенович, Сахарнов Василь Олексійович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: зварювання, стикового, машина, контактного, труб
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая укрепленные в корпусе неподвижный и подвижный зажимные центрирующие механизмы, выполненные в виде силовых цилиндров, на штоках которых смонтированы обоймы, сварочный трансформатор, соединенный шинами с токоподводящими башмаками, закрепленными на плоских рессорах зажимных центрирующих механизмов и механизм оплавления и осадки, состоящий из силового цилиндра, шток которого соединен...
Машина для контактного стикового зварювання труб
Номер патенту: 1111
Опубліковано: 30.12.1993
Автори: Тішура Володимир Іванович, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Лебедєв Володимир Костянтинович, Асоянц Григорій Боградович, Галян Борис Опанасович
МПК: B23K 31/02, B23K 11/04
Мітки: зварювання, машина, труб, контактного, стикового
Формула / Реферат:
1. Машина для контактной стыковой сварки труб, содержащая сварочное устройство с механизмом зажатия труб, гратосниматель, привод оплавления и осадка и размещенное в корпусе самоцентрирующее устройство с опорными и приводными роликами и пружинным механизмом поджатая приводных роликов к трубе, жестко связанным со штоком силового цилиндра, отличающееся тем, что, с целью увеличения надежности и упрощения технологии изготовления, сборки и...
Попередній патент: Спосіб прокатки швелерних профілей
Наступний патент: Зв’язуюче для окомкування залізорудних матеріалів
Випадковий патент: Спосіб лікування катаракти