Спосіб електроконтактного поверхневого загартування деталей
Номер патенту: 55100
Опубліковано: 17.03.2003
Автори: Мілевський Сергій Володимирович, Клименко Сергій Анатолійович, Ляшенко Борис Артемович, Муковоз Юрій Олександрович, Мановицький Олександр Степанович
Формула / Реферат
1. Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму через електроди, підведені до оброблюваної поверхні, який відрізняється тим, що нагрівання заготовок здійснюють по дискретних ділянках поверхні, в яких загартовані і незагартовані ділянки чергуються між собою.
2. Спосіб за п. 1, який відрізняється тим, що дискретні ділянки поверхні формують у шаховому порядку, при цьому співвідношення площ загартованих і незагартованих ділянок складає 1:2 - 1:5.
3. Спосіб за п. 1, який відрізняється тим, що при нагріванні використовують одночасно декілька електродів, які розташовують за наперед заданою схемою.
Текст
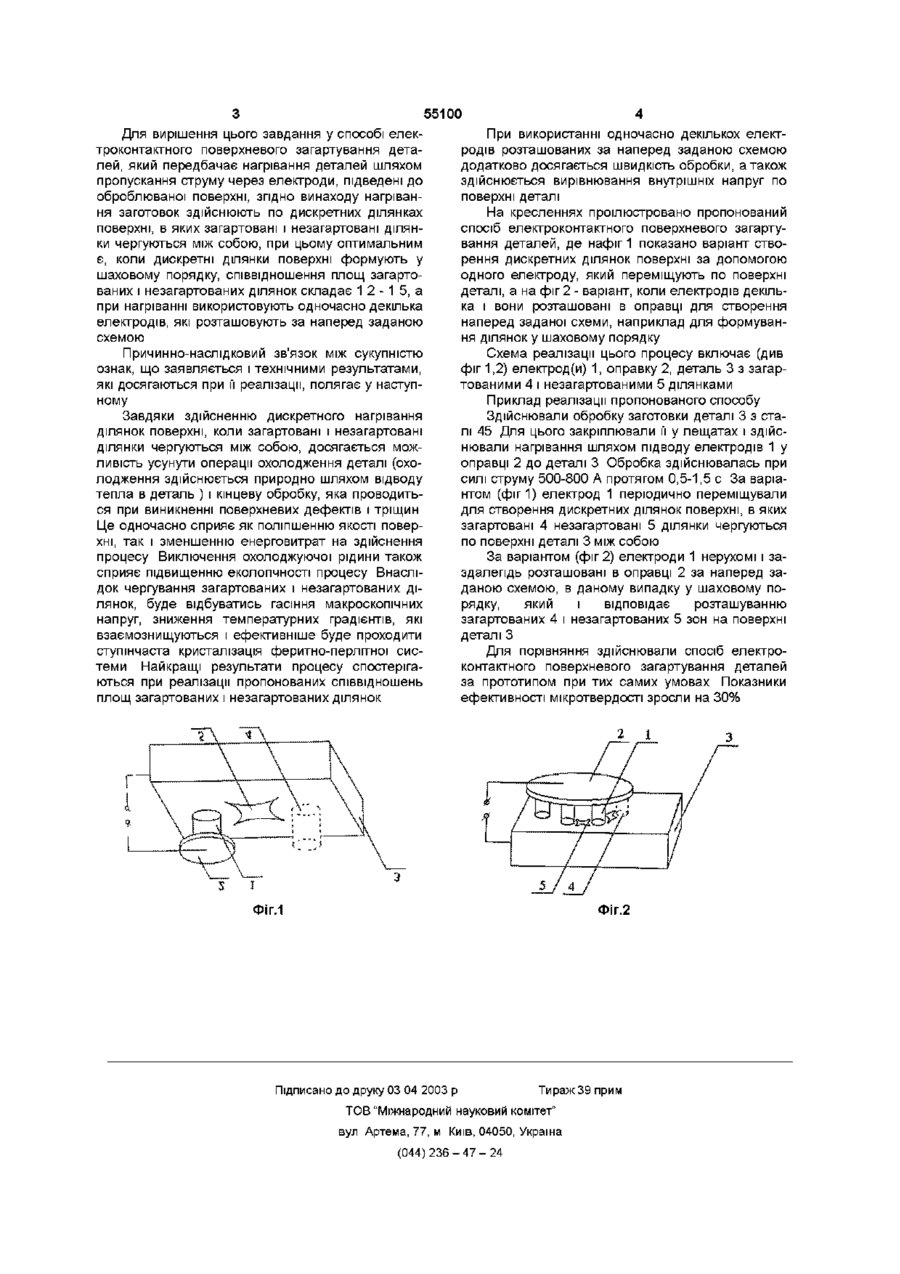
1 Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму через електроди, підведені до оброблюваної поверхні, який відрізняється тим, що нагрівання заготовок здійснюють по дискретних ділянках поверхні, в яких загартовані і незагартовані ділянки чергуються між собою 2 Спосіб за п 1, який відрізняється тим, що дискретні ділянки поверхні формують у шаховому порядку, при цьому співвідношення площ загартованих і незагартованих ділянок складає 1 2 - 1 5 3 Спосіб за п 1, який відрізняється тим, що при нагріванні використовують одночасно декілька електродів, які розташовують за наперед заданою схемою Винахід відноситься до термічної обробки металів і сплавів, переважно великогабаритних деталей і може бути використаний у машинобудуванні, особливо у тих випадках, коли треба забезпечити ефективну роботу в умовах термоциклічних навантажень і в абразивному середовищі Відомий спосіб електроконтактного поверхневого загартування деталей (див авт св СРСР №259101, МПК С 21 D 1/40, опубл 12 12 1969р , Бюл №2 за 1970р), який передбачає нагрівання деталей, шляхом пропускання струму через електроди, підведені до деталі з одночасним охолодженням ділянок, які знаходяться під струмом і повторним нагріванням деталі на ДІЛЯНЦІ, яка знаходиться між охолоджуючим пристроєм і другим по ходу руху деталі електродом Недоліком цього способу є неможливість обробки деталей іншої форми, крім тонкостінних металевих виробів, а також можливість утворення в деталі тріщин по причині наявності в процесі охолодження розігрітої деталі макроскопічних напруг Відомий також найбільш близький за технічною суттю до винаходу спосіб електроконтактного поверхневого загартування деталей, (див Патент РФ №2044781, МПК6 С 21 Д 1/40, опубл 27 09 95 р , Бюл №27), який передбачає нагрівання деталей шляхом пропускання струму через електроди, підведені до оброблюваної поверхні, при цьому за цим способом можлива обробка проволоки, яку розміщували між двома волоками-електродами і в процесі пропускання струму густиною 49 ЮЗА/мм протягом 0,5 1,6с, проволоку перемішували, здійснюючи позовне нагрівання деталі Однак і при такій схемі обробки деталь перегрівається, необхідно здійснювати и охолодження, а це призводить до поводок, зміни геометричних розмірів деталі і утворення макроскопічних напруг, які сприятимуть погіршенню якості поверхні по причині з'явлення тріщин та інших непередбачуваних порушень поверхні деталі, крім того використання охолоджуючої речовини погіршує еколопчність процесу, а на виправлення отриманих в наслідок такої обробки недоліків поверхні необхідні додаткові енерговитрати Також цей спосіб не дає можливості обробки деталей великогабаритних, іншої форми, крім проволоки В основу винаходу покладено завдання такого удосконалення способу електроконтактного поверхневого загартування деталей, при якому за рахунок здійснення дискретного нагрівання деталей, відпадає необхідність її охолодження з використанням охолоджуючої рідини, підвищується ефективність ступінчастої кристалізації феритноперлітної системи, зменшення макроскопічних напруг, що призведе до виключення розтріскування і інших порушень поверхні деталей і, як наслідок, до поліпшення якості поверхні, зниження енерговитрат і підвищення еколопчності процесу о о ю ю 55100 Для вирішення цього завдання у способі елекПри використанні одночасно декількох електтроконтактного поверхневого загартування детародів розташованих за наперед заданою схемою лей, який передбачає нагрівання деталей шляхом додатково досягається швидкість обробки, а також пропускання струму через електроди, підведені до здійснюється вирівнювання внутрішніх напруг по оброблюваної поверхні, згідно винаходу нагріванповерхні деталі ня заготовок здійснюють по дискретних ділянках На кресленнях проілюстровано пропонований поверхні, в яких загартовані і незагартовані ділянспосіб електроконтактного поверхневого загартуки чергуються між собою, при цьому оптимальним вання деталей, де нафіг 1 показано варіант ствоє, коли дискретні ділянки поверхні формують у рення дискретних ділянок поверхні за допомогою шаховому порядку, співвідношення площ загартоодного електроду, який переміщують по поверхні ваних і незагартованих ділянок складає 1 2 - 1 5, а деталі, а на фіг 2 - варіант, коли електродів декільпри нагріванні використовують одночасно декілька ка і вони розташовані в оправці для створення електродів, які розташовують за наперед заданою наперед заданої схеми, наприклад для формувансхемою ня ділянок у шаховому порядку Причинно-наслідковий зв'язок між сукупністю Схема реалізації цього процесу включає (див ознак, що заявляється і технічними результатами, фіг 1,2) електрод(и) 1, оправку 2, деталь 3 з загарякі досягаються при її реалізації, полягає у наступтованими 4 і незагартованими 5 ділянками ному Приклад реалізації пропонованого способу Завдяки здійсненню дискретного нагрівання Здійснювали обробку заготовки деталі 3 з стаділянок поверхні, коли загартовані і незагартовані лі 45 Для цього закріплювали її у лещатах і здійсділянки чергуються між собою, досягається можнювали нагрівання шляхом підводу електродів 1 у ливість усунути операції охолодження деталі (охооправці 2 до деталі 3 Обробка здійснювалась при лодження здійснюється природно шляхом відводу силі струму 500-800 А протягом 0,5-1,5 с За варіатепла в деталь ) і кінцеву обробку, яка проводитьнтом (фиг 1) електрод 1 періодично переміщували ся при виникненні поверхневих дефектів і тріщин для створення дискретних ділянок поверхні, в яких Це одночасно сприяє як поліпшенню якості поверзагартовані 4 незагартовані 5 ділянки чергуються хні, так і зменшенню енерговитрат на здійснення по поверхні деталі 3 між собою процесу Виключення охолоджуючої рідини також За варіантом (фіг 2) електроди 1 нерухомі і засприяє підвищенню еколопчності процесу Внасліздалегідь розташовані в оправці 2 за наперед задок чергування загартованих і незагартованих діданою схемою, в даному випадку у шаховому полянок, буде відбуватись гасіння макроскопічних рядку, який і відповідає розташуванню напруг, зниження температурних градієнтів, які загартованих 4 і незагартованих 5 зон на поверхні взаємознищуються і ефективніше буде проходити деталі З ступінчаста кристалізація феритно-перлітної сисДля порівняння здійснювали спосіб електротеми Найкращі результати процесу спостерігаконтактного поверхневого загартування деталей ються при реалізації пропонованих співвідношень за прототипом при тих самих умовах Показники площ загартованих і незагартованих ділянок ефективності мікротвердості зросли на 30% Фіг.2 ФІГ.1 Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for pieces electric resistance surface hardening
Автори англійськоюLiashenko Borys Artemovych, Klymenko Serhii Anatoliiovych, Manovytskyi Oleksandr Stepanovych, Mukovoz Yurii Oleksandrovych
Назва патенту російськоюСпособ электроконтактной поверхностной закалки деталей
Автори російськоюЛяшенко Борис Артемович, Клименко Сергей Анатольевич, Мановицкий Александр Степанович, Муковоз Юрий Александрович
МПК / Мітки
МПК: C21D 1/34
Мітки: спосіб, деталей, поверхневого, електроконтактного, загартування
Код посилання
<a href="https://ua.patents.su/2-55100-sposib-elektrokontaktnogo-poverkhnevogo-zagartuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроконтактного поверхневого загартування деталей</a>
Спосіб електроконтактного поверхневого загартування деталей

Номер патенту: 55099
Опубліковано: 17.03.2003
Автори: Муковоз Юрій Олександрович, Мілевський Сергій Володимирович, Клименко Сергій Анатолійович, Мановицький Олександр Степанович, Ляшенко Борис Артемович
МПК: C21D 1/34
Мітки: поверхневого, спосіб, деталей, електроконтактного, загартування
Формула / Реферат:
Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму протягом 0,5 -1,6 с через електроди, підведені до оброблюваної поверхні, який відрізняється тим, що нагрівання заготовок здійснюють по дискретних ділянках поверхні, в яких загартовані та незагартовані ділянки чергуються між собою, при цьому нагрівання здійснюють струмом густиною 110-180А/мм2 з силою притискання електродів...
Спосіб поверхневого загартування сталей з низькою прогартовуваністю
Номер патенту: 54030
Опубліковано: 17.02.2003
Автори: Лебедєв Юрій Михайлович, Мартиненко Володимир Олександрович
МПК: C21D 1/09
Мітки: спосіб, сталей, загартування, низькою, поверхневого, прогартовуваністю
Формула / Реферат:
1. Спосіб поверхневого загартування сталей з низькою прогартовуваністю, що включає прогрів поверхневих шарів без оплавлення дугою з неплавким електродом, який відрізняється тим, що прогрів здійснюють багаторазово, а поверхневі шари, прогріті до температур аустенітного стану 1200-1250 °С, охолоджують зі швидкістю 450-500 °С/С.2. Спосіб за п. 1, який відрізняється тим, що кількість послідовних прогрівів залежить від довжини шляху...
Спосіб поверхневого загартування та пристрій для його здійснення
Номер патенту: 22848
Опубліковано: 15.10.2001
Автори: Сааков Олександр Герасимович, Петров Станіслав Володимирович
Мітки: пристрій, загартування, здійснення, поверхневого, спосіб
Формула / Реферат:
1. Способ поверхностной закалки, включающий нагрев обрабатываемой поверхности высокотемпературной струей до температуры (0,7-0,95) Тпл материала с последующим охлаждением, отличающийся тем, что высокотемпературную струю направляют под углом 30 - 60° к обрабатываемой поверхности навстречу ее движению и производят нагрев с плавно нарастающей плотностью теплового потока от высокотемпературной струи к обрабатываемой поверхности.2. Способ...
Спосіб електроконтактного наварювання
Номер патенту: 34544
Опубліковано: 15.03.2001
Автори: Михайлов Іван Михайлович, Черниш Валерій Павлович, Михед Анатолій Михайлович
МПК: B23K 11/06
Мітки: електроконтактного, спосіб, наварювання
Формула / Реферат:
Спосіб електроконтактного наварювання на поверхню деталі що обертають, твердого присаджувального матеріалу шляхом пропускання зварювального струму через деталь та присадку з одночасним їх сумісним деформуванням, який відрізняється тим, що електрод беруть у вигляді пластини шириною, яка дорівнює довжині ділянки деталі що підлягає наварюванню, а деформування присадки з деталлю та пропускання струму наварювання між ними проводять після повної...
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондаренко Олександр Вікторович, Бондарюк Микола Миколайович, Малимон Валентина Ігорівна, Жуков Андрій Олександрович
МПК: C23C 8/08
Мітки: деталей, сталевих, зміцнення, поверхневого, спосіб
Формула / Реферат:
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Попередній патент: Спосіб електроконтактного поверхневого загартування деталей
Наступний патент: Диференційно-контактний тепломасообмінний апарат
Випадковий патент: Аморфний тонкоплівковий фоточутливий сіліконовий сплав