Спосіб електроконтактного поверхневого загартування деталей
Номер патенту: 55099
Опубліковано: 17.03.2003
Автори: Мановицький Олександр Степанович, Ляшенко Борис Артемович, Муковоз Юрій Олександрович, Мілевський Сергій Володимирович, Клименко Сергій Анатолійович

Формула / Реферат
Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму протягом 0,5 -1,6 с через електроди, підведені до оброблюваної поверхні, який відрізняється тим, що нагрівання заготовок здійснюють по дискретних ділянках поверхні, в яких загартовані та незагартовані ділянки чергуються між собою, при цьому нагрівання здійснюють струмом густиною 110-180А/мм2 з силою притискання електродів до оброблюваної поверхні 30 - 50 Н.
Текст
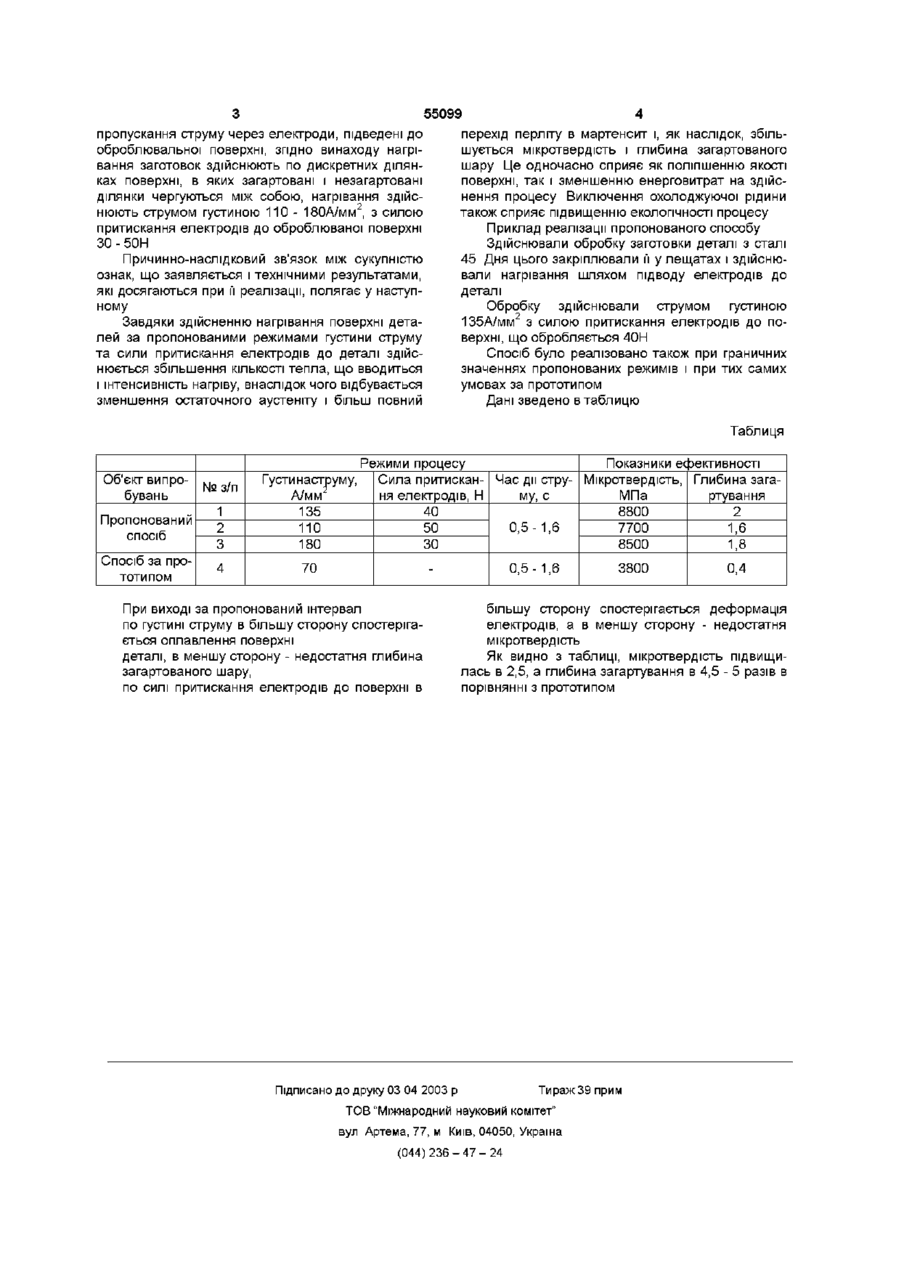
Спосіб електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом пропускання струму протягом 0,5 -1,6 с через електроди, підведені до оброблюваної поверхні, який відрізняється тим, що нагрівання заготовок здійснюють по дискретних ділянках поверхні, в яких загартовані та незагартовані ділянки чергуються між собою, при цьому нагрівання здійснюють струмом густиною 110-180А/ММ2 з силою притискання електродів до оброблюваної поверхні ЗО - 50 Н Винахід відноситься до термічної обробки металів і сплавів, переважно великогабаритних деталей і може бути використаний у машинобудуванні, особливо у тих випадках, коли треба забезпечити ефективну роботу в умовах термоциклічних навантажень і в абразивному середовищі Відомий спосіб електроконтактного поверхневого загартування деталей (див авт св СРСР №259101, МПК С21Д1/40, опубл 12 12 1969р. Бюл №2 за 1970р), який передбачає нагрівання деталей, шляхом пропускання струму через електроди, підведені до деталі, з одночасним охолодженням ділянок, які знаходяться під струмом і повторним нагріванням деталі на ДІЛЯНЦІ, яка знаходиться між охолоджуючим пристроєм і другим по ходу руху деталі електродом Недоліком цього способу є неможливість обробки деталей іншої форми, крім тонкостінних металевих виробів, а також можливість утворення в деталі тріщин по причині наявності в процесі охолодження розігрітої деталі макроскопічних напруг Відомий також найбільш близький за технічною суттю до винаходу спосіб електроконтактного поверхневого загартування деталей, (див патент РФ №2044781 МПК6 С21Д1/40, опубл 27 09 95, Бюл №27), який передбачає нагрівання деталей шляхом пропускання струму через електроди, підведені до оброблюваної поверхні, при цьому за цим способом можлива обробка проволоки, яку розміщували між двома волоками-електродами і в процесі пропускання струму густиною 49 ЮЗА/мм2 протягом 0,5 1,6с проволоку перемішу вали, здійснюючи позонне нагрівання деталі Однак і при такій схемі обробки деталь перегрівається, необхідно здійснювати и охолодження, а це призводить до поводок, зміни геометричних розмірів деталі і утворення макроскопічних напруг, які сприятимуть погіршенню якості поверхні по причині появи тріщин та інших не передбачуваних порушень поверхні деталі Крім того цей спосіб не дає можливості досягти більшої глибини загартування і мікротвердості та обробку деталей великогабаритних, іншої форми, крім проволоки Також цей спосіб не забезпечує повного переходу перліту в мартенсит В основу винаходу покладено завдання такого удосконалення способу електроконтактного поверхневого загартування деталей, при якому за рахунок вибору саме пропонованих режимів загартування деталей виникає можливість збільшення глибини загартованого слою металу та його МІЦНОСТІ, відпадає необхідність її охолодження з використанням охолоджуючої рідини, збільшується КІЛЬКІСТЬ тепла та інтенсивність нагрівання поверхні, підвищується ефективність ступінчастої кристалізації феритно-перлітної системи, відбувається зменшення макроскопічних напруг, що призведе до виключення розтріскування і інших порушень поверхні деталей і, як наслідок, до поліпшення якості поверхні, зниження енерговитрат і підвищення еколопчності процесу Для вирішення цього завдання у способі електроконтактного поверхневого загартування деталей, який передбачає нагрівання деталей шляхом о> о ю ю 55099 перехід перліту в мартенсит і, як наслідок, збільшується мікротвердість і глибина загартованого шару Це одночасно сприяє як поліпшенню якості поверхні, так і зменшенню енерговитрат на здійснення процесу Виключення охолоджуючої рідини також сприяє підвищенню екологічності процесу Приклад реалізації пропонованого способу Здійснювали обробку заготовки деталі з сталі 45 Дня цього закріплювали її у лещатах і здійснювали нагрівання шляхом підводу електродів до деталі Обробку здійснювали струмом густиною 135А/мм2 з силою притискання електродів до поверхні, що обробляється 40Н Спосіб було реалізовано також при граничних значеннях пропонованих режимів і при тих самих умовах за прототипом Дані зведено в таблицю пропускання струму через електроди, підведені до оброблювальної поверхні, згідно винаходу нагрівання заготовок здійснюють по дискретних ділянках поверхні, в яких загартовані і незагартовані ділянки чергуються між собою, нагрівання здійснюють струмом густиною 110 - 180А/ММ2, з силою притискання електродів до оброблюваної поверхні ЗО - 50Н Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному Завдяки здійсненню нагрівання поверхні деталей за пропонованими режимами густини струму та сили притискання електродів до деталі здійснюється збільшення КІЛЬКОСТІ тепла, що вводиться і інтенсивність нагріву, внаслідок чого відбувається зменшення остаточного аустеніту і більш повний Таблиця Об'єкт випробувань № з/п Густинаструму, А/мм Пропонований спосіб 1 2 3 135 110 180 Спосіб за прототипом 4 Режими процесу Показники ефективності Сила притискан- Час дії стру- Мікротвердість, Глибина заганя електродів, Н му, с МПа ртування 40 8800 2 0,5-1,6 50 7700 1,6 ЗО 8500 1,8 70 0,5-1,6 При виході за пропонований інтервал по густині струму в більшу сторону спостерігається оплавлення поверхні деталі, в меншу сторону - недостатня глибина загартованого шару, по силі притискання електродів до поверхні в 3800 0,4 більшу сторону спостерігається деформація електродів, а в меншу сторону - недостатня мікротвердість Як видно з таблиці, мікротвердість підвищилась в 2,5, а глибина загартування в 4,5 - 5 разів в порівнянні з прототипом Підписано до друку 03 04 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for pieces electric resistance surface hardening
Автори англійськоюLiashenko Borys Artemovych, Klymenko Serhii Anatoliiovych, Manovytskyi Oleksandr Stepanovych, Mukovoz Yurii Oleksandrovych
Назва патенту російськоюСпособ электроконтактной поверхностной закалки деталей
Автори російськоюЛяшенко Борис Артемович, Клименко Сергей Анатольевич, Мановицкий Александр Степанович, Муковоз Юрий Александрович
МПК / Мітки
МПК: C21D 1/34
Мітки: деталей, спосіб, електроконтактного, поверхневого, загартування
Код посилання
<a href="https://ua.patents.su/2-55099-sposib-elektrokontaktnogo-poverkhnevogo-zagartuvannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроконтактного поверхневого загартування деталей</a>
Спосіб електроконтактного наварювання

Номер патенту: 35882
Опубліковано: 16.04.2001
Автори: Михед Анатолій Михайлович, Корнійко Віктор Олексійович, Черниш Валерій Павлович
МПК: B23K 11/06
Мітки: наварювання, електроконтактного, спосіб
Формула / Реферат:
Спосіб електроконтактного наварювання дроту на поверхню циліндричної деталі по гвинтовій лінії двома роликовими електродами шляхом пропускання імпульсу зварювального струму від першого електрода через дріт та деталь до другого електродиа з одночасним сумісним деформуванням дроту та деталі від зусилля стиснення електродів, який відрізняється тим, що наварювання проводять з одночасною подачею під кожен з електродів окремої дротини і...
Спосіб поверхневого загартування сталей з низькою прогартовуваністю
Номер патенту: 54030
Опубліковано: 17.02.2003
Автори: Мартиненко Володимир Олександрович, Лебедєв Юрій Михайлович
МПК: C21D 1/09
Мітки: поверхневого, спосіб, загартування, низькою, сталей, прогартовуваністю
Формула / Реферат:
1. Спосіб поверхневого загартування сталей з низькою прогартовуваністю, що включає прогрів поверхневих шарів без оплавлення дугою з неплавким електродом, який відрізняється тим, що прогрів здійснюють багаторазово, а поверхневі шари, прогріті до температур аустенітного стану 1200-1250 °С, охолоджують зі швидкістю 450-500 °С/С.2. Спосіб за п. 1, який відрізняється тим, що кількість послідовних прогрівів залежить від довжини шляху...
Спосіб електроконтактного наварювання дроту на поверхню деталі
Номер патенту: 33316
Опубліковано: 15.02.2001
Автори: Черниш Валерій Павлович, Сироватка Василь Васильович, Михед Анатолій Михайлович
МПК: B23K 11/06
Мітки: спосіб, поверхню, наварювання, електроконтактного, деталі, дроту
Текст:
...що збільшує енерговнесення в деталь та знижує продуктивність процесу. Технічним завданням винаходу є стабілізація міцності зчеплення дроту з деталлю та підвищення міцності зчеплення бокових поверхонь дротин між собою при мінімальному енерговнесенні в деталь, що в свою чергу підвищує якість утвореного зварного з'єднання. Згідно з винаходом, технічне завдання вирішується тим, що між електродом та деталлю подають декілька дротин, які розташовують...
Спосіб електроконтактного наварювання
Номер патенту: 34544
Опубліковано: 15.03.2001
Автори: Михед Анатолій Михайлович, Михайлов Іван Михайлович, Черниш Валерій Павлович
МПК: B23K 11/06
Мітки: наварювання, електроконтактного, спосіб
Формула / Реферат:
Спосіб електроконтактного наварювання на поверхню деталі що обертають, твердого присаджувального матеріалу шляхом пропускання зварювального струму через деталь та присадку з одночасним їх сумісним деформуванням, який відрізняється тим, що електрод беруть у вигляді пластини шириною, яка дорівнює довжині ділянки деталі що підлягає наварюванню, а деформування присадки з деталлю та пропускання струму наварювання між ними проводять після повної...
Спосіб електроконтактного наварювання
Номер патенту: 34542
Опубліковано: 15.03.2001
Автори: Кочубей Володимир Віталійович, Черниш Валерій Павлович, Михед Анатолій Михайлович
МПК: B23K 11/06
Мітки: електроконтактного, наварювання, спосіб
Формула / Реферат:
Спосіб електроконтактного наварювання дроту на поверхню деталі, що повертають, шляхом пропускання зварювального струму від роликового електрода через деталь та дріт з одночасним їх сумісним деформуванням, який відрізняється тим, що роликовий електрод беруть з заокругленою робочою поверхнею, а під час процесу наварювання проводять його кружні коливання відносно центру заокруглення в площині, в якій лежить вісь деталі та роликового...
Попередній патент: Спосіб вибухової обробки свердловин
Наступний патент: Спосіб електроконтактного поверхневого загартування деталей
Випадковий патент: Спосіб армування сталей