Спосіб поверхневого загартування сталей з низькою прогартовуваністю
Номер патенту: 54030
Опубліковано: 17.02.2003
Автори: Мартиненко Володимир Олександрович, Лебедєв Юрій Михайлович
Формула / Реферат
1. Спосіб поверхневого загартування сталей з низькою прогартовуваністю, що включає прогрів поверхневих шарів без оплавлення дугою з неплавким електродом, який відрізняється тим, що прогрів здійснюють багаторазово, а поверхневі шари, прогріті до температур аустенітного стану 1200-1250 °С, охолоджують зі швидкістю 450-500 °С/С.
2. Спосіб за п. 1, який відрізняється тим, що кількість послідовних прогрівів залежить від довжини шляху дифузії вуглецю lкр для попередньої феритно-перлітної структури сталі, що визначають у залежності від розміру куба А, розрахованого за формулою  мм, де D - середній діаметр сферичного зерна перліту, обумовлений балом зерна, мм; β - об'ємна частка перліту в сталі, яка визначається за формулою
мм, де D - середній діаметр сферичного зерна перліту, обумовлений балом зерна, мм; β - об'ємна частка перліту в сталі, яка визначається за формулою ![]() ; С - відсоток вуглецю у сталі;
; С - відсоток вуглецю у сталі; ![]() - дорівнює 3,14.
- дорівнює 3,14.
Текст
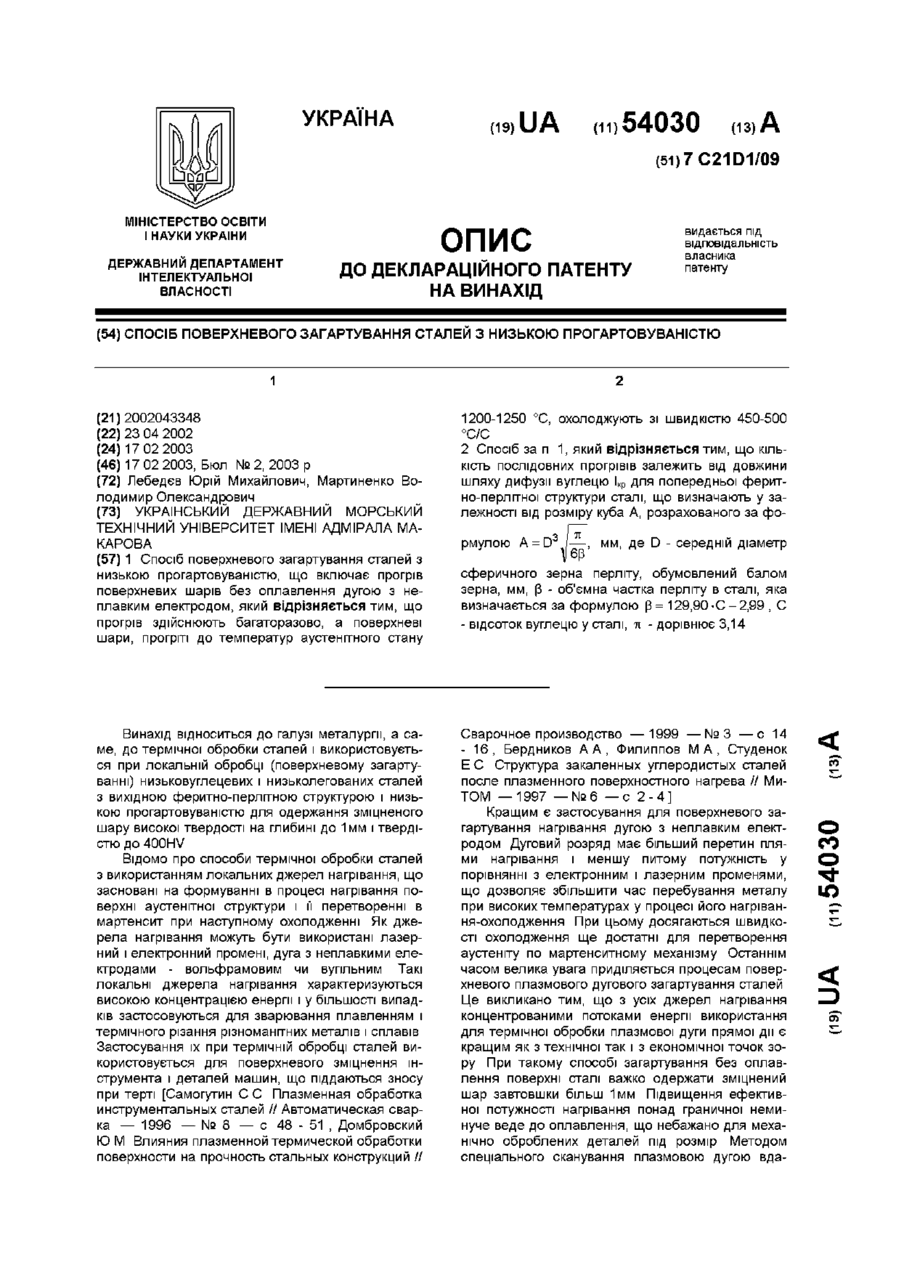
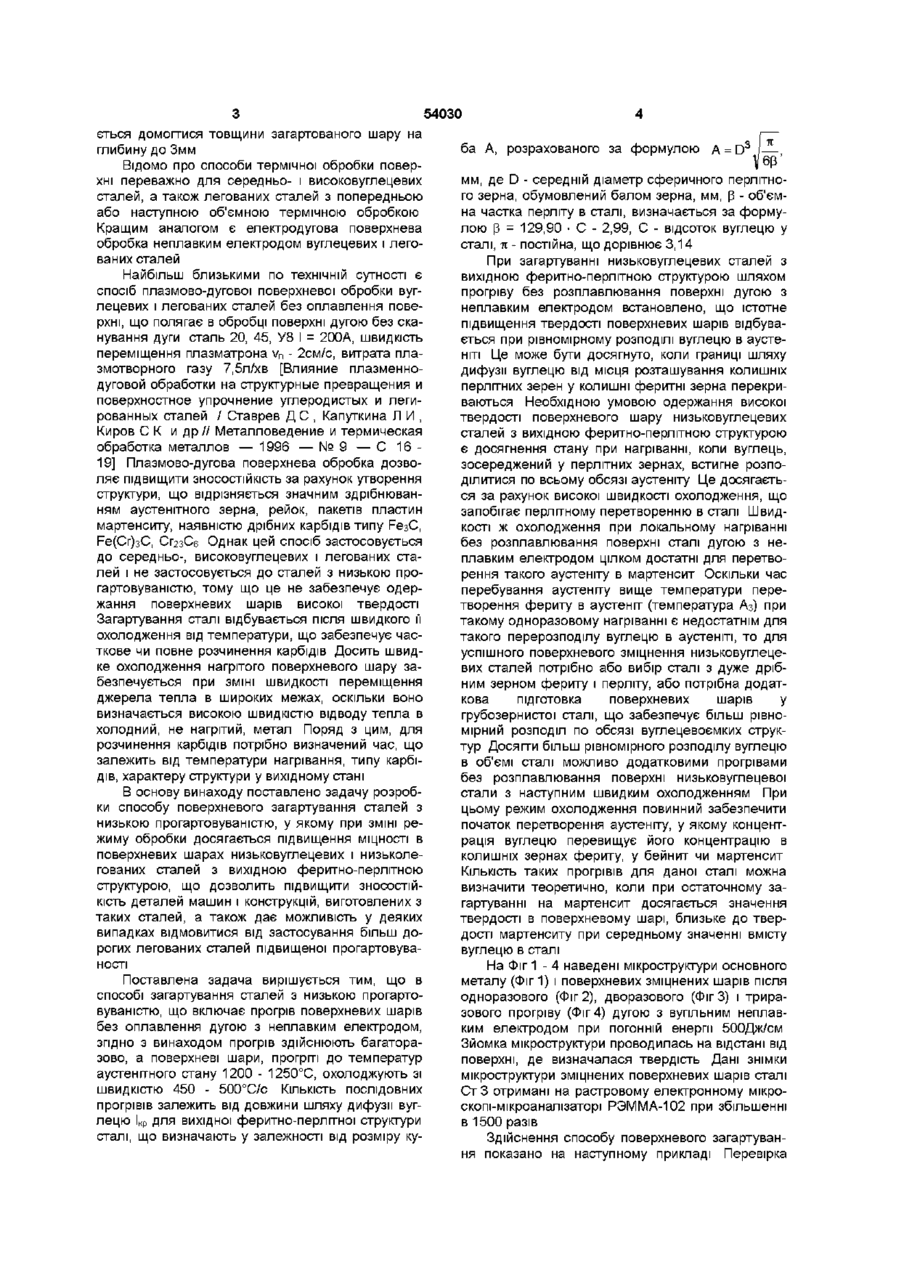
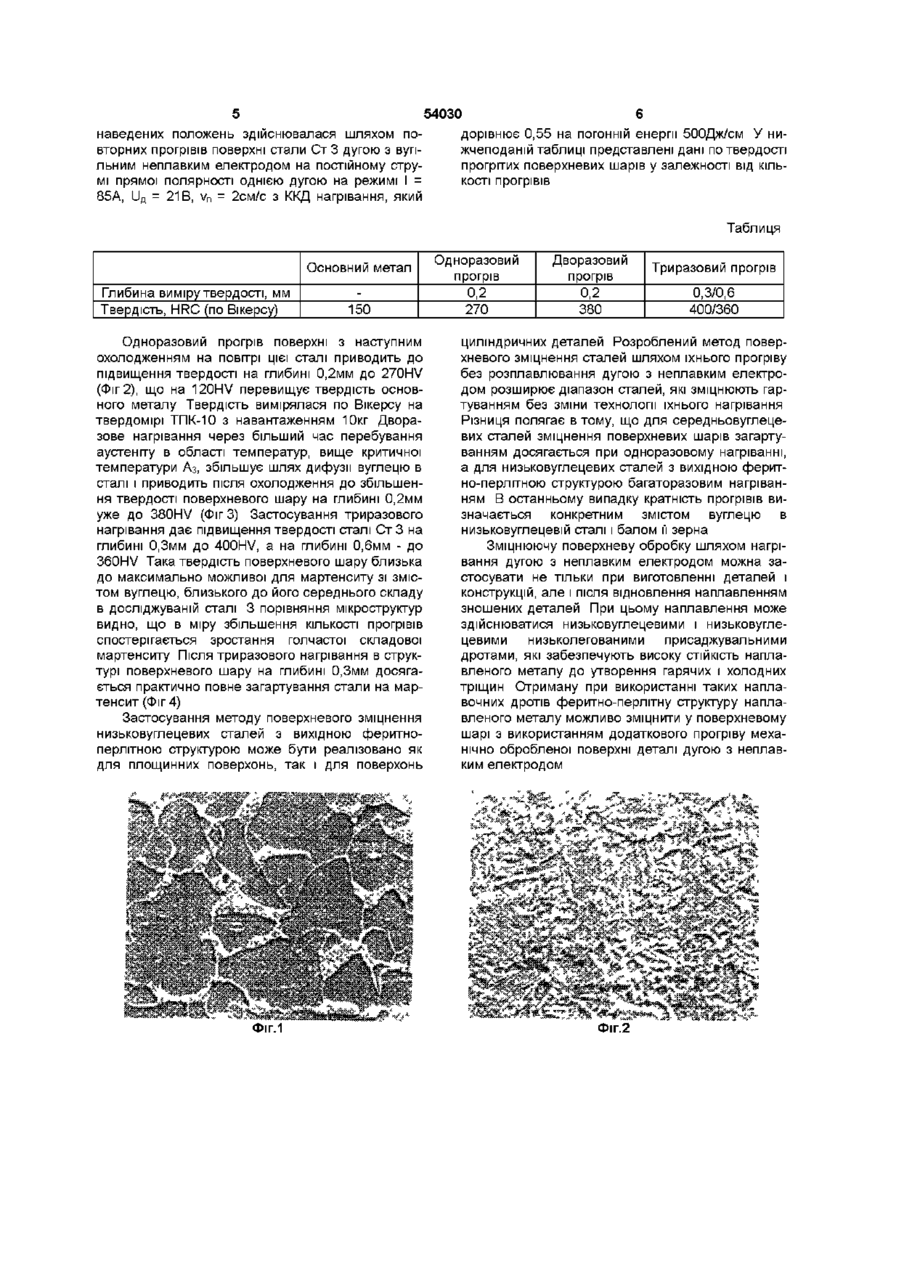
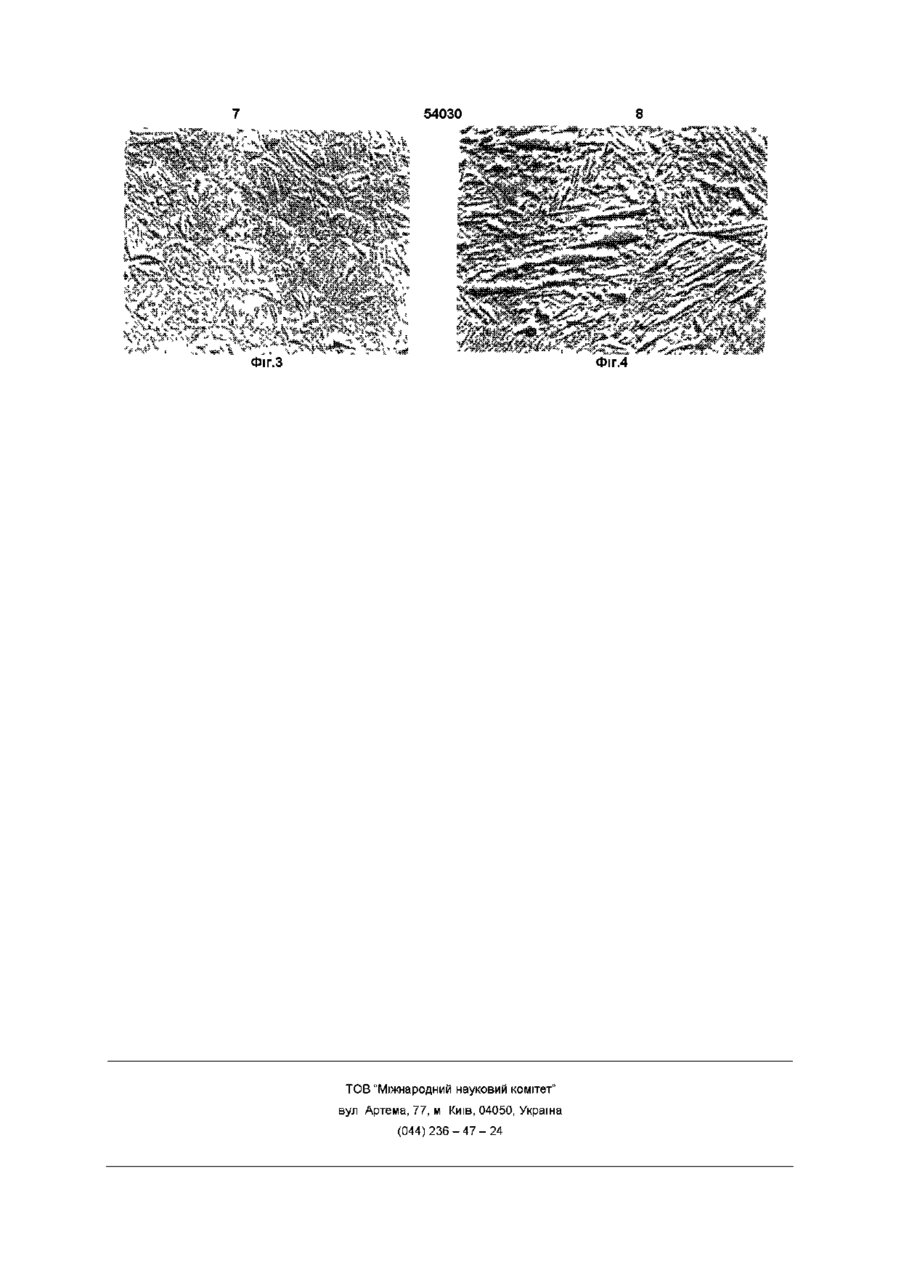
1 Спосіб поверхневого загартування сталей з низькою прогартовуваністю, що включає прогрів поверхневих шарів без оплавлення дугою з неплавким електродом, який відрізняється тим, що прогрів здійснюють багаторазово, а поверхневі шари, прогріті до температур аустенітного стану КІСТЬ ПОСЛІДОВНИХ прогрівів залежить від довжини Винахід відноситься до галузі металурги, а саме, до термічної обробки сталей і використовується при локальній обробці (поверхневому загартуванні) низьковуглецевих і низьколегованих сталей з вихідною феритно-перлітною структурою і низькою прогартовуваністю для одержання зміцненого шару високої твердості на глибині до 1 мм і твердістю до 400HV Відомо про способи термічної обробки сталей з використанням локальних джерел нагрівання, що засновані на формуванні в процесі нагрівання поверхні аустенітної структури і її перетворенні в мартенсит при наступному охолодженні Як джерела нагрівання можуть бути використані лазерний і електронний промені, дуга з неплавкими електродами - вольфрамовим чи вугільним Такі локальні джерела нагрівання характеризуються високою концентрацією енергії і у більшості випадків застосовуються для зварювання плавленням і термічного різання різноманітних металів і сплавів Застосування їх при термічній обробці сталей використовується для поверхневого зміцнення інструмента і деталей машин, що піддаються зносу при терті [Самогутин С С Плазменная обработка инструментальных сталей // Автоматическая сварка — 1996 — № 8 — с 48 - 51 , Домбровский Ю М Влияния плазменной термической обработки поверхности на прочность стальных конструкций // шляху дифузії вуглецю Ікр для попередньої феритно-перлітної структури сталі, що визначають у залежності від розміру куба А, розрахованого за формулою А = D мм, де D - середній діаметр сферичного зерна перліту, обумовлений балом зерна, мм, [3 - об'ємна частка перліту в сталі, яка визначається за формулою р = 129,90-С-2,99 , С - відсоток вуглецю у сталі, ті - дорівнює 3,14 Сварочное производство —1999 — № 3 — с 14 - 16, Бердников А А , Филиппов М А , Студенок Е С Структура закаленных углеродистых сталей после плазменного поверхностного нагрева // МиТОМ —1997 — № 6 — с 2 - 4 ] Кращим є застосування для поверхневого загартування нагрівання дугою з неплавким електродом Дуговий розряд має більший перетин плями нагрівання і меншу питому потужність у порівнянні з електронним і лазерним променями, що дозволяє збільшити час перебування металу при високих температурах у процесі його нагрівання-охолодження При цьому досягаються швидкості охолодження ще достатні для перетворення аустеніту по мартенситному механізму Останнім часом велика увага приділяється процесам поверхневого плазмового дугового загартування сталей Це викликано тим, що з усіх джерел нагрівання концентрованими потоками енергії використання для термічної обробки плазмової дуги прямої дії є кращим як з технічної так і з економічної точок зору При такому способі загартування без оплавлення поверхні сталі важко одержати зміцнений шар завтовшки більш 1мм Підвищення ефективної потужності нагрівання понад граничної неминуче веде до оплавлення, що небажано для механічно оброблених деталей під розмір Методом спеціального сканування плазмовою дугою вда О со о Ю 54030 ється домогтися товщини загартованого шару на глибину до Змм Відомо про способи термічної обробки поверхні переважно для середньо- і високовуглецевих сталей, а також легованих сталей з попередньою або наступною об'ємною термічною обробкою Кращим аналогом є електродугова поверхнева обробка неплавким електродом вуглецевих і легованих сталей Найбільш близькими по технічній сутності є спосіб плазмово-дугової поверхневої обробки вуглецевих і легованих сталей без оплавлення поверхні, що полягає в обробці поверхні дугою без сканування дуги сталь 20, 45, У8 І = 200А, швидкість переміщення плазматрона vn - 2см/с, витрата плазмотворного газу 7,5л/хв [Влияние плазменнодуговой обработки на структурные превращения и поверхностное упрочнение углеродистых и легированных сталей / Ставрев Д С , Капуткина Л И , Киров С К и др // Металловедение и термическая обработка металлов — 1996 — № 9 — С 16 19] Плазмово-дугова поверхнева обробка дозволяє підвищити ЗНОСОСТІЙКІСТЬ за рахунок утворення структури, що відрізняється значним здрібнюванням аустенітного зерна, рейок, пакетів пластин мартенситу, наявністю дрібних карбідів типу РезС, Ре(Сг)зС, СггзСб Однак цей спосіб застосовується до середньо-, високовуглецевих і легованих сталейі не застосовується до сталей з низькою прогартовуваністю, тому що це не забезпечує одержання поверхневих шарів високої твердості Загартування сталі відбувається після швидкого її охолодження від температури, що забезпечує часткове чи повне розчинення карбідів Досить швидке охолодження нагрітого поверхневого шару забезпечується при ЗМІНІ швидкості переміщення джерела тепла в широких межах, оскільки воно визначається високою швидкістю відводу тепла в холодний, не нагрітий, метал Поряд з цим, для розчинення карбідів потрібно визначений час, що залежить від температури нагрівання, типу карбідів, характеру структури у вихідному стані В основу винаходу поставлено задачу розробки способу поверхневого загартування сталей з низькою прогартовуваністю, у якому при ЗМІНІ режиму обробки досягається підвищення МІЦНОСТІ В поверхневих шарах низьковуглецевих і низьколегованих сталей з вихідною феритно-перлітною структурою, що дозволить підвищити ЗНОСОСТІЙКІСТЬ деталей машин і конструкцій, виготовлених з таких сталей, а також дає можливість у деяких випадках відмовитися від застосування більш дорогих легованих сталей підвищеної прогартовуваності Поставлена задача вирішується тим, що в способі загартування сталей з низькою прогартовуваністю, що включає прогрів поверхневих шарів без оплавлення дугою з неплавким електродом, згідно з винаходом прогрів здійснюють багаторазово, а поверхневі шари, прогріті до температур аустенітного стану 1200 - 1250°С, охолоджують зі швидкістю 450 - 500°С/с КІЛЬКІСТЬ ПОСЛІДОВНИХ прогрівів залежить від довжини шляху дифузії вуглецю Ікр для вихідної феритно-перлітної структури сталі, що визначають у залежності від розміру ку ба А, розрахованого за формулою A =D мм, де D - середній діаметр сферичного перлітного зерна, обумовлений балом зерна, мм, р - об'ємна частка перліту в сталі, визначається за формулою р = 129,90 • С - 2,99, С - відсоток вуглецю у сталі, ті - постійна, що дорівнює 3,14 При загартуванні низьковуглецевих сталей з вихідною феритно-перлітною структурою шляхом прогріву без розплавлювання поверхні дугою з неплавким електродом встановлено, що істотне підвищення твердості поверхневих шарів відбувається при рівномірному розподілі вуглецю в аустеніті Це може бути досягнуто, коли границі шляху дифузії вуглецю від місця розташування колишніх перлітних зерен у колишні феритні зерна перекриваються Необхідною умовою одержання високої твердості поверхневого шару низьковуглецевих сталей з вихідною феритно-перлітною структурою є досягнення стану при нагріванні, коли вуглець, зосереджений у перлітних зернах, встигне розподілитися по всьому обсязі аустеніту Це досягається за рахунок високої швидкості охолодження, що запобігає перлітному перетворенню в сталі Швидкості ж охолодження при локальному нагріванні без розплавлювання поверхні сталі дугою з неплавким електродом цілком достатні для перетворення такого аустеніту в мартенсит Оскільки час перебування аустеніту вище температури перетворення фериту в аустеніт (температура Аз) при такому одноразовому нагріванні є недостатнім для такого перерозподілу вуглецю в аустеніті, то для успішного поверхневого зміцнення низьковуглецевих сталей потрібно або вибір сталі з дуже дрібним зерном фериту і перліту, або потрібна додаткова підготовка поверхневих шарів у грубозернистої сталі, що забезпечує більш рівномірний розподіл по обсязі вуглецевоємких структур Досягти більш рівномірного розподілу вуглецю в об'ємі сталі можливо додатковими прогрівами без розплавлювання поверхні низьковуглецевої стали з наступним швидким охолодженням При цьому режим охолодження повинний забезпечити початок перетворення аустеніту, у якому концентрація вуглецю перевищує його концентрацію в колишніх зернах фериту, у бейнит чи мартенсит КІЛЬКІСТЬ таких прогрівів для даної сталі можна визначити теоретично, коли при остаточному загартуванні на мартенсит досягається значення твердості в поверхневому шарі, близьке до твердості мартенситу при середньому значенні вмісту вуглецю в сталі На Фіг 1 - 4 наведені мікроструктури основного металу (Фіг 1) і поверхневих зміцнених шарів після одноразового (Фіг 2), дворазового (ФігЗ) і триразового прогріву (Фіг 4) дугою з вугільним неплавким електродом при погонній енергії 500Дж/см Зйомка мікроструктури проводилась на відстані від поверхні, де визначалася твердість Дані знімки мікроструктури зміцнених поверхневих шарів сталі Ст 3 отримані на растровому електронному мікроскопі-мікроаналізаторі РЭММА-102 при збільшенні в 1500 разів Здійснення способу поверхневого загартування показано на наступному прикладі Перевірка 54030 наведених положень здійснювалася шляхом повторних прогрівів поверхні стали Ст 3 дугою з вугільним неплавким електродом на постійному струмі прямої полярності однією дугою на режимі І = 85А, и д = 21В, vn = 2см/с з ККД нагрівання, який 6 дорівнює 0,55 на погонній енергії 500Дж/см У нижчеподаній таблиці представлені дані по твердості прогрітих поверхневих шарів у залежності від КІЛЬКОСТІ прогрівів Таблиця Основний метал Глибина виміру твердості, мм Твердість, HRC (по Вікерсу) 150 Одноразовий прогрів поверхні з наступним охолодженням на повітрі цієї сталі приводить до підвищення твердості на глибині 0,2мм до 270HV (Фіг 2), що на 120HV перевищує твердість основного металу Твердість вимірялася по Вікерсу на твердомірі ТПК-10 з навантаженням 10кг Дворазове нагрівання через більший час перебування аустеніту в області температур, вище критичної температури Аз, збільшує шлях дифузії вуглецю в сталі і приводить після охолодження до збільшення твердості поверхневого шару на глибині 0,2мм уже до 380HV (Фіг 3) Застосування триразового нагрівання дає підвищення твердості сталі Ст 3 на глибині 0,3мм до 400HV, а на глибині 0,6мм - до 360HV Така твердість поверхневого шару близька до максимально можливої для мартенситу зі змістом вуглецю, близького до його середнього складу в досліджуваній сталі 3 порівняння мікроструктур видно, що в міру збільшення КІЛЬКОСТІ прогрівів спостерігається зростання голчастої складової мартенситу Після триразового нагрівання в структурі поверхневого шару на глибині 0,3мм досягається практично повне загартування стали на мартенсит (Фіг 4) Застосування методу поверхневого зміцнення низьковуглецевих сталей з вихідною феритноперлітною структурою може бути реалізовано як для площинних поверхонь, так і для поверхонь Фіг.1 Одноразовий прогрів 0,2 270 Дворазовий прогрів 0,2 380 Триразовий прогрів 0,3/0,6 400/360 циліндричних деталей Розроблений метод поверхневого зміцнення сталей шляхом їхнього прогріву без розплавлювання дугою з неплавким електродом розширює діапазон сталей, які зміцнюють гартуванням без зміни технології їхнього нагрівання Різниця полягає в тому, що для середньовуглецевих сталей зміцнення поверхневих шарів загартуванням досягається при одноразовому нагріванні, а для низьковуглецевих сталей з вихідною феритно-перлітною структурою багаторазовим нагріванням В останньому випадку кратність прогрівів визначається конкретним змістом вуглецю в низьковуглецевій сталі і балом її зерна Зміцнюючу поверхневу обробку шляхом нагрівання дугою з неплавким електродом можна застосувати не тільки при виготовленні деталей і конструкцій, але і після відновлення наплавленням зношених деталей При цьому наплавлення може здійснюватися низьковуглецевими і низьковуглецевими низьколегованими присаджувальними дротами, які забезпечують високу СТІЙКІСТЬ наплавленого металу до утворення гарячих і холодних тріщин Отриману при використанні таких наплавочних дротів феритно-перлітну структуру наплавленого металу можливо зміцнити у поверхневому шарі з використанням додаткового прогріву механічно обробленої поверхні деталі дугою з неплавким електродом Фіг.2 54030 Фіг.З Фіг.4 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA process for surface hardening of low-hardening steels
Автори англійськоюLebedev Yurii Mykhailovych, Martynenko Volodymyr Oleksandrovych
Назва патенту російськоюСпособ поверхностной закалки сталей с низкой прокалкой
Автори російськоюЛебедев Юрий Михайлович, Мартыненко Владимир Александрович
МПК / Мітки
МПК: C21D 1/09
Мітки: сталей, спосіб, прогартовуваністю, низькою, поверхневого, загартування
Код посилання
<a href="https://ua.patents.su/4-54030-sposib-poverkhnevogo-zagartuvannya-stalejj-z-nizkoyu-progartovuvanistyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого загартування сталей з низькою прогартовуваністю</a>
Спосіб поверхневого загартування та пристрій для його здійснення
Номер патенту: 22848
Опубліковано: 15.10.2001
Автори: Сааков Олександр Герасимович, Петров Станіслав Володимирович
Мітки: пристрій, спосіб, здійснення, загартування, поверхневого
Формула / Реферат:
1. Способ поверхностной закалки, включающий нагрев обрабатываемой поверхности высокотемпературной струей до температуры (0,7-0,95) Тпл материала с последующим охлаждением, отличающийся тем, что высокотемпературную струю направляют под углом 30 - 60° к обрабатываемой поверхности навстречу ее движению и производят нагрев с плавно нарастающей плотностью теплового потока от высокотемпературной струи к обрабатываемой поверхности.2. Способ...
Спосіб пдп поверхневого шару зливків та заготовок жароміцих сталей та сплавів
Номер патенту: 751
Опубліковано: 15.12.1993
Автори: Стеценко Микола Васильович, Фролов Леонід Валеріанович, Латаш Юрій Вадімович, Толстопятов Костянтин Сергійович, Ліхобаба Олексій Васильович, Тагер Лев Рафаілович, Торхов Генадій Федорович
Мітки: поверхневого, шару, зливків, спосіб, заготовок, сталей, пдп, сплавів, жароміцих
Формула / Реферат:
1. Способ плазменно-дугового переплава поверхностного слоя слитков и заготовок жаропрочных сталей и сплавов, включающий оплавление поверхности слитка плазменной дугой постоянного тока в атмосфере инертных газов с образованием ванны жидкого металла, вращение обрабатываемого слитка вокруг своей оси, поступательное движение плазменной дуги вдоль оси слитка, отличающийся тем, что, с целью повышения качества поверхности слитков, увеличения...
Спосіб термічної обробки зварного виробу із сталей
Номер патенту: 48285
Опубліковано: 15.08.2002
Автори: Кулик Віктор Михайлович, Савицький Михайло Михайлович, ЛУПАН Аркадій Пилипович
Мітки: спосіб, термічної, виробу, зварного, обробки, сталей
Формула / Реферат:
1. Спосіб термічної обробки зварного виробу із сталей, переважно високоміцних, що включає загартування та відпуск, який відрізняється тим, що після відпуску зварний шов та/або зону оплавлення, ЗТВ і прилеглі ділянки виробу шириною до 2 ширин шва нагрівають одно- чи багаторазово дугою.2. Спосіб за п. 1, який відрізняється тим, що нагрівання здійснюють з оплавленням поверхні.3. Спосіб за п.1, який відрізняється тим, що нагрівання...
Спосіб поверхневого зміцнення металевих виробів
Номер патенту: 31275
Опубліковано: 15.12.2000
Автори: Ткачов Володимир Іванович, Черватюк Володимир Арсенович, Бережницька Марія Пилипівна
МПК: C21D 1/34
Мітки: поверхневого, металевих, виробів, зміцнення, спосіб
Текст:
...що поверхню деталі попередньо титанують контактним способом |2] в негерметичних контейнерах у порошковій суміші /75 % феротитану, 20 % окису алюмінію, 5 % активатору А/ Н^р HF / при температурі ІООО-ПОО °С на протязі 6 год. та електролітично наводнюють в однонормальному розчині сірча ної кислоти з добавкою 5 мг/л двоокису миш"яку при густині струму 2 20 А/м на електроульразвуко-протязі 2-х год., а потім піддають вій обробці...
Спосіб зміцнення інструментальних сталей
Номер патенту: 40126
Опубліковано: 16.07.2001
Автори: Нестеров Олег Юрійович, Самотугін Сергій Савелійович
Мітки: спосіб, зміцнення, сталей, інструментальних
Формула / Реферат:
Спосіб зміцнення інструментальних сталей, що включає об'ємне гартування, поверхневе зміцнення висококонцентрованим джерелом нагріву та фінішний відпуск, і відрізняється тим, що об'ємне гартування здійснюють в температурному режимі недогріву або перегріву.
Попередній патент: Смако-ароматична композиція
Наступний патент: Пристрій дистанційного контролю стану ізоляційного покриття підземних трубопроводів
Випадковий патент: Машина для шліфування