Електроконтактний спосіб відновлення трубчастих циліндричних виробів із марок сталей, що цементуються
Номер патенту: 59059
Опубліковано: 15.12.2004
Автори: Лізунов Сергій Миколайович, Солових Євген Констянтинович, Аулін Віктор Васильович, Катеринич Станіслав Євгенійович, Солових Андрій Євгенійович, Черновол Михайло Іванович, Капелюшний Федір Михайлович

Формула / Реферат
Спосіб відновлення трубчастих циліндричних виробів із марок сталей, що цементуються, який полягає у нагріванні виробу вище точки АС3 і його охолодженні рідиною, який відрізняється тим, що нагрівання виробів ведуть електроконтактним способом, а для охолодження використовують внутрішній і зовнішній спреєри змінної інтенсивності охолодження, причому як охолоджуючу рідину для внутрішньої порожнини виробу використовують 10% розчин кухонної солі, а для охолодження зовнішньої поверхні виробу - 5% розчин марганцевокислого калію.
Текст
Спосіб відновлення трубчастих циліндричних виробів із марок сталей, що цементуються, який полягає у нагріванні виробу вище точки АС 3 і його охолодженні рідиною, який відрізняється тим, що нагрівання виробів ведуть електроконтактним способом, а для охолодження використовують внутрішній і зовнішній спреєри змінної інтенсивності охолодження, причому як охолоджуючу рідину для внутрішньої порожнини виробу використовують 10% розчин кухонної солі, а для охолодження зовнішньої поверхні виробу - 5% розчин марганцевокислого калію. (19) (21) 2002129967 (22) 11.12.2002 (24) 15.12.2004 (46) 15.12.2004, Бюл. № 12, 2004 р. (72) Черновол Михайло Іванович, Капелюшний Федір Михайлович, Солових Євген Констянтинович, Аулін Віктор Васильович, Лізунов Сергій Миколайович, Катеринич Станіслав Євгенійович, Солових Андрій Євгенійович (73) КІРОВОГРАДСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) SU 495367 A1, 15.12.1975 SU 662599 A1, 15.05.1979 RU 2122588 C1, 27.11.1988 3 59059 4 Запропонований спосіб здійснюється завдяки ців, а інтенсивність охолодження зовнішньої повепристрою для нагрівання, який складається з джерхні навпаки максимальна біля торців і мінімальна рела струму 1, стр умоведучого дроту 2, струмовев центральній частині. Для прискорення охолодучи х затискуючих контактів 3, поршневого пальдження виробу в якості охолоджувальної рідини цю 4, внутрішнього 5 та зовнішнього 6 спрейєрів для внутрішньої поверхні використовують 10% (див. Фіг.). розчин NaCl, а для охолодження зовнішньої повеЗапропонований спосіб реалізується наступрхні і запобігання тріщиноутворення - 5% розчин ним чином. Зношений поршневий палець двигуна марганцевокислого калію. При цьому шари, що СМД-60, що виготовлений із цементованої сталі примикають до внутрішньої порожнини пальця, 12ХН3А, нагрівають електроконтактним способом інтенсивно охолоджуючись утворюють "жорсткий в пристрої для нагрівання, який складається із каркас", за допомогою якого фіксується об'ємне джерела струму 1, струмоведучого дроту 2 і струрозширення. Зовнішнє охолодження дозволяє моведучих затискуючи х контактів 3 (див. Фіг.) до скоротити до мінімуму кількість залишкового аустемператури 800-820°С. При цьому проходить теніту і добитись рівномірної поверхневої твердооб'ємне розширення пальця 4 за рахунок якого сті в межах HRC 62-63. його зовнішній діаметр збільшується. Оскільки Оскільки електроконтактне нагрівання здійсвиділення теплової енергії електричного струму нюється прямим пропусканням струму промислоздійснюється однаково в кожному елементарному вої частоти (50Гц) крізь палець, що нагрівається, об'ємі деталі, що нагрівається, то проходить рівто при цьому відсутні втрати, наявні в перетворюномірний приріст зовнішнього діаметра пальця. вачі частоти та індукторі, через що К.К.Д., його Після досягнення потрібної температури нагрізначно вище, ніж К.К.Д. індукційного нагрівання, вання припиняють і виконують охолодження спощо здійснюється на середніх і високих частота х. чатку вн утрішньої поверхні пальця, а потім зовніПри відновленні поршневих пальців дизельних шньої його поверхні за допомогою спрейєрів 5 і 6 двигунів використання винаходу дозволяє повнісзмінної інтенсивності. Причому інтенсивність охотю усунути брак по чорновинам, який має місце лодження внутрішньої поверхні максимальна в при використанні відомого способу. центральній частині пальця і мінімальна біля тор Комп’ютерна в ерстка Т. Чепелев а Підписне Тираж 37 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAn electrocontact method for recovery of tubular cylindrical articles of case-hardened steel grades
Автори англійськоюChernovol Mykhailo Ivanovych, Kapeliushnyi Fedir Mykhailovych, Solovykh Yevhen Konstiantynovych, Aulin Viktor Vasyliovych, Lizunov Serhii Mykolaiovych
Назва патенту російськоюЭлектроконтактный способ восстановления трубчатых цилиндрических изделий из марок цементируемых сталей
Автори російськоюЧерновол Михаил Иванович, Капэлюшний Федор Михайлович, Соловых Евгений Константинович, Аулин Виктор Васильевич, Лизунов Сергей Николаевич
МПК / Мітки
МПК: C21D 9/08, C21D 1/56, C21D 1/06
Мітки: спосіб, трубчастих, відновлення, електроконтактний, марок, виробів, циліндричних, сталей, цементуються
Код посилання
<a href="https://ua.patents.su/2-59059-elektrokontaktnijj-sposib-vidnovlennya-trubchastikh-cilindrichnikh-virobiv-iz-marok-stalejj-shho-cementuyutsya.html" target="_blank" rel="follow" title="База патентів України">Електроконтактний спосіб відновлення трубчастих циліндричних виробів із марок сталей, що цементуються</a>
Спосіб відновлення трубчастих виробів із сталей, що підлягають цементації
Номер патенту: 39273
Опубліковано: 15.06.2001
Автори: Солових Євген Костянтинович, Капелюшний Федір Михайлович, Наливайко Володимир Миколайович, Чайковський Олександр Борисович, Катеринич Людмила Михайлівна, Катеринич Станіслав Євгенович, Черновол Михайло Іванович
МПК: C21D 1/56
Мітки: підлягають, сталей, виробів, відновлення, трубчастих, цементації, спосіб
Формула / Реферат:
Спосіб відновлення трубчастих виробів із сталей, що підлягають цементації, який включає у собі індукційне нагрівання деталі вище точки АС3 і її охолодження рідиною, який відрізняється тим, що охолодження ведеться за допомогою внутрішнього і зовнішнього спрейерів змінної інтенсивності охолодження.
Спосіб безконтактного виміру температури циліндричних провідних немагнітних виробів
Номер патенту: 56800
Опубліковано: 15.05.2003
Автори: Телепнев Андрій Вікторович, Горкунов Борис Митрофанович, Себко Вадим Пантелійович
МПК: G01R 33/12
Мітки: немагнітних, температури, виміру, провідних, циліндричних, спосіб, безконтактного, виробів
Формула / Реферат:
Спосіб безконтактного виміру температури циліндричних провідних немагнітних виробів, що включає збудження у виробі вихрових струмів змінним магнітним полем і полягає в тому, що виріб поміщають у змінне магнітне поле, спрямоване поперечно до виробу, яке збуджує поздовжні вихрові струми, вимірюють внесену електрорушійну силу (е.р.с.) Евн і визначають амплітуду нормованої е.р.с К перетворювача, по якій за допомогою встановленої універсальної...
Спосіб гартування деталей , виготовленних із високолегованих марок сталей
Номер патенту: 4448
Опубліковано: 27.12.1994
Автор: Кобаско Микола Іванович
МПК: C21D 1/78
Мітки: високолегованих, сталей, марок, виготовленних, спосіб, деталей, гартування
Формула / Реферат:
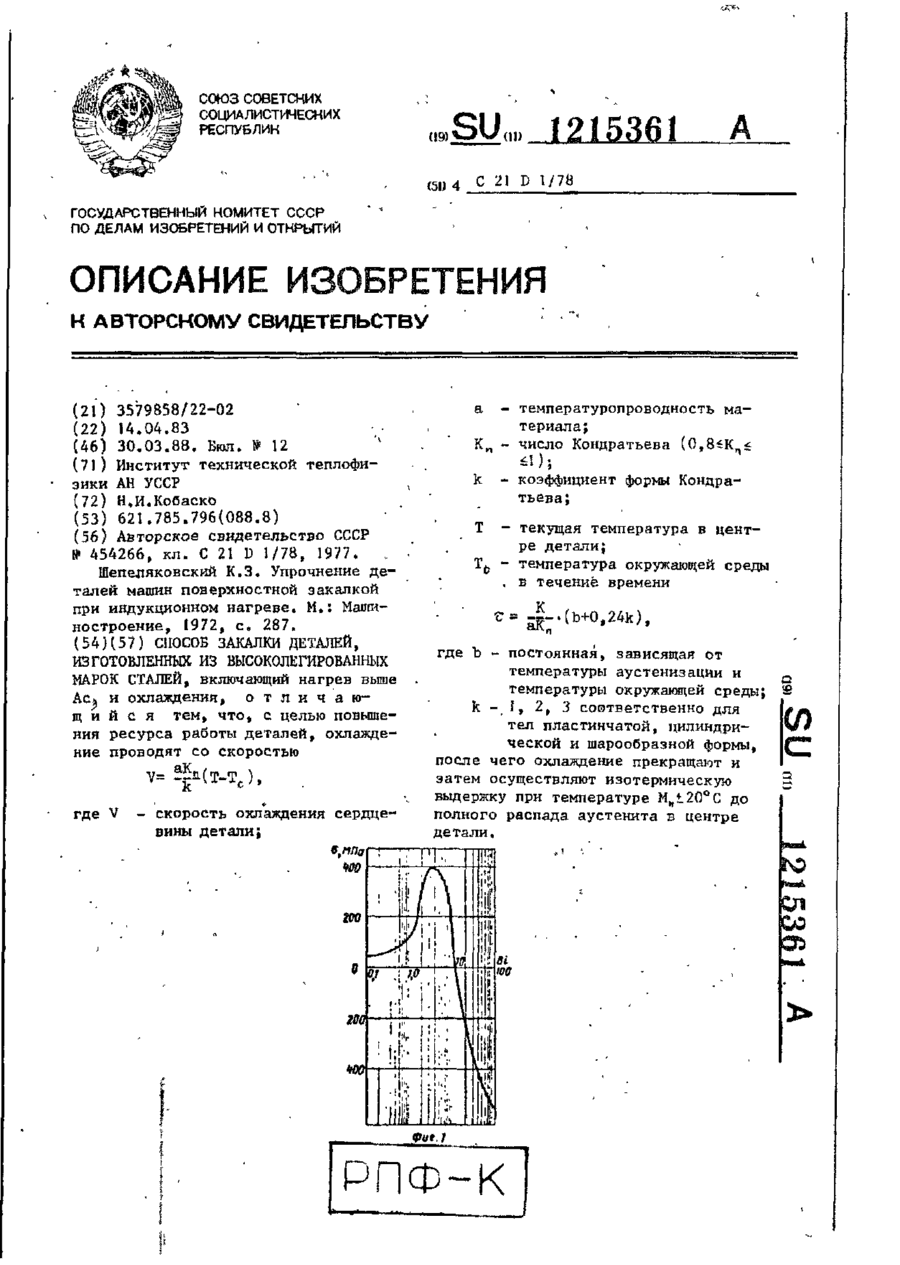
Способ закалки деталей, изготовленных из высоколегированных марок сталей, включающий нагрев выше Аc3, и охлаждения, отличающийся тем, что, с целью повышения ресурса работы деталей, охлаждение проводят со скоростью где V - скорость охлаждения сердцевины детали; а - температуропроводность материала; Кn -число Кондратьева (0,8 £ Kn £ 1);К - коэффициент формы Кондратьева; Т -...
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Моргун Олена Анатоліївна, Василенко Михайло Олександрович, Кузьміч Ярослав Анатолійович
Мітки: порожнистих, відновлення, циліндричних, спосіб, деталей, техніки, сільськогосподарсько, не-базових, чавунних
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Спосіб очистки поверхні довгомірних циліндричних виробів
Номер патенту: 35518
Опубліковано: 15.01.2004
Автори: Теряєв Олександр Митрофанович, РЯБКІН ЮРІЙ ЮРІЙОВИЧ, Толпа Анатолій Андрійович, Максаков Анатолій Іванович, Холявченко Леонід Тимофейович, Шумріков Віталій Володимирович, Алимов Борис Дмитрович
МПК: B21B 45/04, B23K 9/00
Мітки: очистки, поверхні, виробів, довгомірних, циліндричних, спосіб
Формула / Реферат:
Спосіб обробляння поверхні довгомірних циліндричних виробів, за яким збуджують електродуговий розряд у газовій атмосфері між електродом і оброблюваною поверхнею при переміщенні оброблюваної поверхні відносно електрода, обертання електродугового розряду навколо оброблюваної поверхні за допомогою постійного магнітного поля, який відрізняється тим що оброблення поверхні здійснюють анодною плямою електродугового розряду, яку створюють, подаючи...
Попередній патент: Спосіб комбінованого одержання теплової і електричної енергії і пристрій для його здійснення
Наступний патент: Привід комбайна
Випадковий патент: Багатоканальний прилад для розпізнавання запахів та визначення їхніх концентрацій