Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки
Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Василенко Михайло Олександрович, Моргун Олена Анатоліївна, Кузьміч Ярослав Анатолійович


Формула / Реферат
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва проводять спочатку від одного із кінців деталі до її середини, а після цього - від іншого і закінчують переплавленням останнього попередньо нанесеного шва, при цьому токарну обробку внутрішньої поверхні деталі до номінальних розмірів проводять після обробки до вказаних розмірів зовнішньої поверхні цієї деталі.
2. Спосіб по п. 1, який відрізняється тим, що електродугове наплавлення проводять при кроці нанесення шва 3-5 мм, витратах кисню і природного газу відповідно 350-470 і 150-160 л/год та вильоті пальника 40-45 мм.
Текст
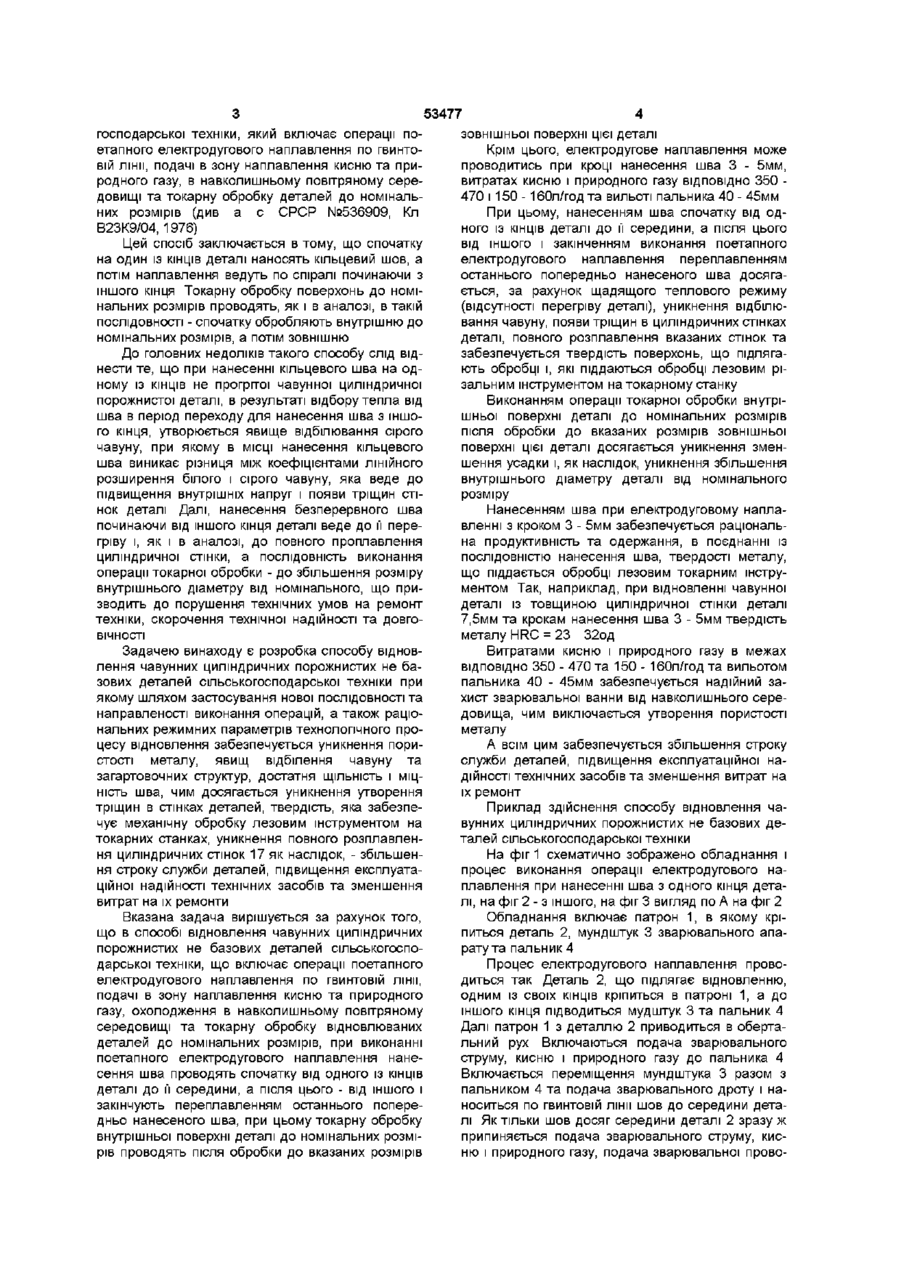
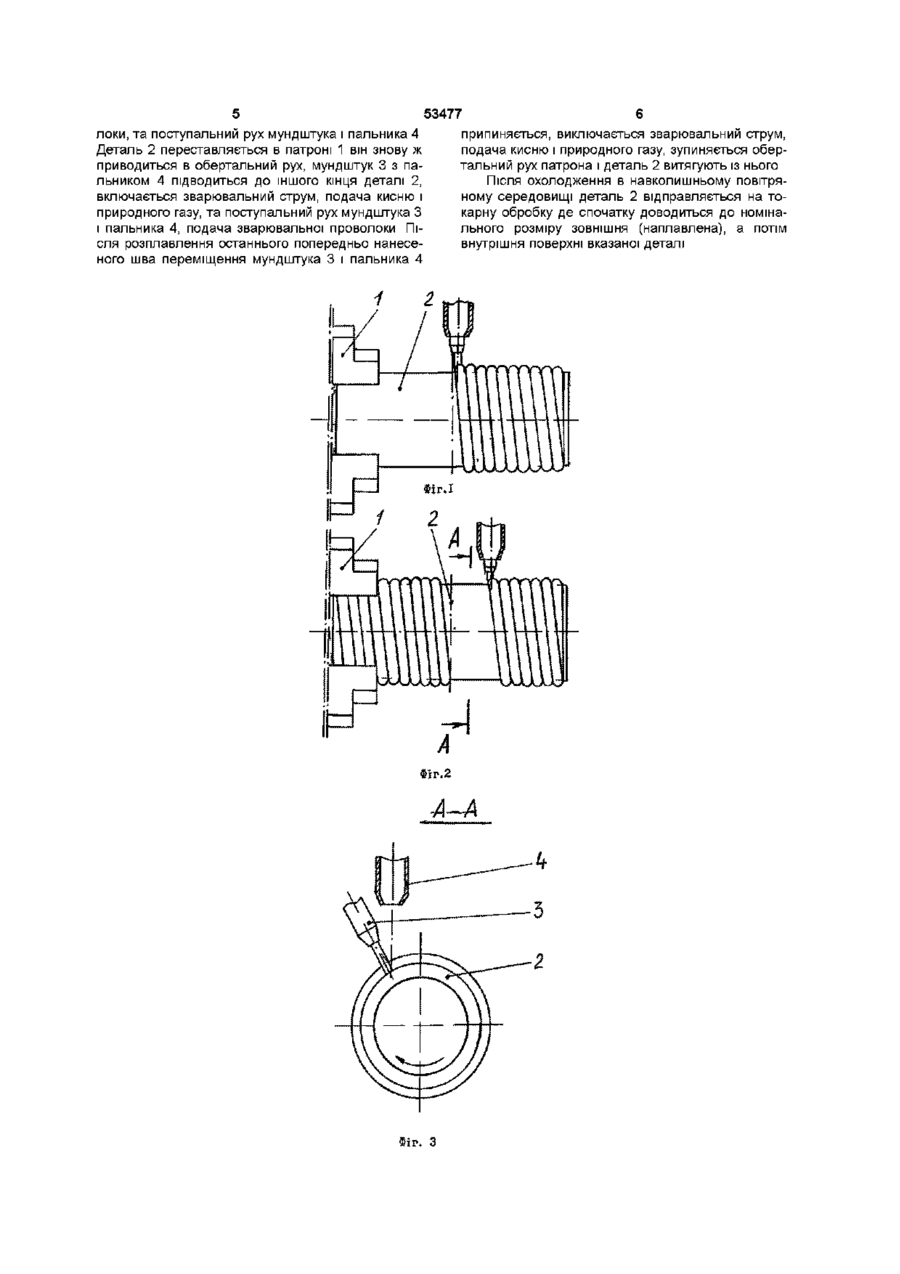
1 Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному Винахід відноситься до області ремонтного виробництва і може бути використаний при відновленні електродуговим наплавленням чавунних циліндричних порожнистих не базових деталей сільськогосподарської техніки або техніки іншого призначення ВІДОМІ способи відновлення циліндричних чавунних деталей, що включають операції електродугового багатопрохідного наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів (див , наприклад, а с СРСР №297443, Кл В23К9/І6, 1971) Головними недоліками таких способів є те, що багатопрохідне електродугове наплавлення шляхом нанесення шва по всій довжині деталі призводить до її перегрівання і різкого переходу (пов'язаного із властивостями чавуну) чавуну із твердого в рідкий стан, тобто до його розплавлення Особливо це має місце при наплавленні, з метою відновлення, циліндричних порожнистих не базових деталей сільськогосподарської техніки, ЗОВНІШНІЙ діаметр яких, в переважній більшості, не ПОРОЖНИСТИХ видається під відповідальність власника патенту HE-БАЗОВИХ ДЕТАЛЕЙ середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва проводять спочатку від одного із КІНЦІВ деталі до її середини, а після цього - від іншого і закінчують переплавленням останнього попередньо нанесеного шва, при цьому токарну обробку внутрішньої поверхні деталі до номінальних розмірів проводять після обробки до вказаних розмірів зовнішньої поверхні цієї деталі 2 Спосіб по п 1, який відрізняється тим, що електродугове наплавлення проводять при кроці нанесення шва 3 - 5мм, витратах кисню і природного газу ВІДПОВІДНО 350 - 470 і 150 -1 бОл/год та вильоті пальника 40 - 45мм перевищує 80 -160, а товщина стінки 5 - 10мм Далі, токарну обробку поверхонь деталей при вказаному способі відновлення проводять в такій ПОСЛІДОВНОСТІ - спочатку обробляють внутрішню до номінальних розмірів, а потім зовнішню поверхні, а це, як показують наші дослідження, не завжди правомірно Так, при доведенні внутрішньої поверхні деталі до номінального розміру, наступна обробка зовнішньої поверхні призводить до зменшення величини усадки, тобто до збільшення внутрішнього діаметра від номінального розміру (при усадці 1,0мм усадка зменшується на 0,1мм або внутрішні діаметр збільшується на 0,1мм від номінального), чим порушуються технічні умови на ремонт техніки і веде до погіршення надійності та скорочення строку служби деталі Крім вказаного, до недоліків цього способу слід віднести перевитрати зварювальних і допоміжних матеріалів, електроенергії, збільшення затрат праці та зниження продуктивності процесу відновлення через багатопрохідне електродугове наплавлення За прототип прийнято найбільш близький по технічній суті спосіб відновлення чавунних циліндричних порожнистих не базових деталей сільсько СО Ю 53477 господарської техніки, який включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, в навколишньому повітряному середовищі та токарну обробку деталей до номінальних розмірів (див а с СРСР №536909, Кп В23К9/04, 1976) Цей спосіб заключаешься в тому, що спочатку на один із КІНЦІВ деталі наносять кільцевий шов, а потім наплавлення ведуть по спіралі починаючи з іншого кінця Токарну обробку поверхонь до номінальних розмірів проводять, як і в аналозі, в такій ПОСЛІДОВНОСТІ - спочатку обробляють внутрішню до номінальних розмірів, а потім зовнішню До головних недоліків такого способу слід віднести те, що при нанесенні кільцевого шва на одному із КІНЦІВ не прогрітої чавунної циліндричної порожнистої деталі, в результаті відбору тепла від шва в період переходу для нанесення шва з іншого кінця, утворюється явище відбілювання сірого чавуну, при якому в МІСЦІ нанесення кільцевого шва виникає різниця між коефіцієнтами ЛІНІЙНОГО розширення білого і сірого чавуну, яка веде до підвищення внутрішніх напруг і появи тріщин стінок деталі Далі, нанесення безперервного шва починаючи від іншого кінця деталі веде до її перегріву і, як і в аналозі, до повного проплавлення циліндричної стінки, а ПОСЛІДОВНІСТЬ виконання операції токарної обробки - до збільшення розміру внутрішнього діаметру від номінального, що призводить до порушення технічних умов на ремонт техніки, скорочення технічної надійності та ДОВГОВІЧНОСТІ Задачею винаходу є розробка способу відновлення чавунних циліндричних порожнистих не базових деталей сільськогосподарської техніки при якому шляхом застосування нової ПОСЛІДОВНОСТІ та направленості виконання операцій, а також раціональних режимних параметрів технологічного процесу відновлення забезпечується уникнення пористості металу, явищ відбілення чавуну та загартовочних структур, достатня ЩІЛЬНІСТЬ І МІЦНІСТЬ шва, чим досягається уникнення утворення тріщин в стінках деталей, твердість, яка забезпечує механічну обробку лезовим інструментом на токарних станках, уникнення повного розплавлення циліндричних стінок 17 як наслідок, - збільшення строку служби деталей, підвищення експлуатаційної надійності технічних засобів та зменшення витрат на їх ремонти Вказана задача вирішується за рахунок того, що в способі відновлення чавунних циліндричних порожнистих не базових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, при виконанні поетапного електродугового наплавлення нанесення шва проводять спочатку від одного із КІНЦІВ деталі до її середини, а після цього - від іншого і закінчують переплавленням останнього попередньо нанесеного шва, при цьому токарну обробку внутрішньої поверхні деталі до номінальних розмірів проводять після обробки до вказаних розмірів зовнішньої поверхні цієї деталі Крім цього, електродугове наплавлення може проводитись при кроці нанесення шва 3 - 5мм, витратах кисню і природного газу ВІДПОВІДНО 350 470 і 150 - 160л/год та вильоті пальника 40 - 45мм При цьому, нанесенням шва спочатку від одного із КІНЦІВ деталі до її середини, а після цього від іншого і закінченням виконання поетапного електродугового наплавлення переплавленням останнього попередньо нанесеного шва досягається, за рахунок щадящого теплового режиму (відсутності перегріву деталі), уникнення відбілювання чавуну, появи тріщин в циліндричних стінках деталі, повного розплавлення вказаних стінок та забезпечується твердість поверхонь, що підлягають обробці і, які піддаються обробці лезовим різальним інструментом на токарному станку Виконанням операції токарної обробки внутрішньої поверхні деталі до номінальних розмірів після обробки до вказаних розмірів зовнішньої поверхні цієї деталі досягається уникнення зменшення усадки і, як наслідок, уникнення збільшення внутрішнього діаметру деталі від номінального розміру Нанесенням шва при електродуговому наплавленні з кроком 3 - 5мм забезпечується раціональна продуктивність та одержання, в поєднанні із ПОСЛІДОВНІСТЮ нанесення шва, твердості металу, що піддається обробці лезовим токарним інструментом Так, наприклад, при відновленні чавунної деталі із товщиною циліндричної стінки деталі 7,5мм та крокам нанесення шва 3 - 5мм твердість металу HRC = 23 32од Витратами кисню і природного газу в межах ВІДПОВІДНО 350 - 470 та 150 - 160л/год та вильотом пальника 40 - 45мм забезпечується надійний захист зварювальної ванни від навколишнього середовища, чим виключається утворення пористості металу А всім цим забезпечується збільшення строку служби деталей, підвищення експлуатаційної надійності технічних засобів та зменшення витрат на їх ремонт Приклад здійснення способу відновлення чавунних циліндричних порожнистих не базових деталей сільськогосподарської техніки На фіг 1 схематично зображено обладнання і процес виконання операції електродугового наплавлення при нанесенні шва з одного кінця деталі, на фіг 2 - з іншого, на фіг 3 вигляд по А на фіг 2 Обладнання включає патрон 1, в якому кріпиться деталь 2, мундштук 3 зварювального апарату та пальник 4 Процес електродугового наплавлення проводиться так Деталь 2, що підлягає відновленню, одним із своїх КІНЦІВ кріпиться в патроні 1, а до іншого кінця підводиться мудштук 3 та пальник 4 Далі патрон 1 з деталлю 2 приводиться в обертальний рух Включаються подача зварювального струму, кисню і природного газу до пальника 4 Включається переміщення мундштука 3 разом з пальником 4 та подача зварювального дроту і наноситься по гвинтовій лінії шов до середини деталі Як тільки шов досяг середини деталі 2 зразу ж припиняється подача зварювального струму, кисню і природного газу, подача зварювальної прово 53477 локи, та поступальний рух мундштука і пальника 4 Деталь 2 переставляється в патроні 1 він знову ж приводиться в обертальний рух, мундштук 3 з пальником 4 підводиться до іншого кінця деталі 2, включається зварювальний струм, подача кисню і природного газу, та поступальний рух мундштука З і пальника 4, подача зварювальної проволоки Після розплавлення останнього попередньо нанесеного шва переміщення мундштука 3 і пальника 4 Фіг. З припиняється, виключається зварювальний струм, подача кисню і природного газу, зупиняється обертальний рух патрона і деталь 2 витягують із нього Після охолодження в навколишньому повітряному середовищі деталь 2 відправляється на токарну обробку де спочатку доводиться до номінального розміру зовнішня (наплавлена), а потім внутрішня поверхні вказаної деталі 53477 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of restoration of pig-iron cylindrical hollow non basic parts of agricultural equipment
Автори англійськоюKuz'mich Yaroslav Anatoliiovych
Назва патенту російськоюСпособ восстановления чугунных цилиндрических полых небазовых деталей сельскохозяйственной техники
Автори російськоюКузьмич Ярослав Анатольевич
МПК / Мітки
Мітки: відновлення, спосіб, техніки, циліндричних, сільськогосподарсько, порожнистих, чавунних, не-базових, деталей
Код посилання
<a href="https://ua.patents.su/4-53477-sposib-vidnovlennya-chavunnikh-cilindrichnikh-porozhnistikh-ne-bazovikh-detalejj-silskogospodarsko-tekhniki.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки</a>
Спосіб відновлення чавунних деталей наплавленням сталевого шару
Номер патенту: 31445
Опубліковано: 15.12.2000
Автори: Роговський Іван Леонідович, Тивончук Петро Опанасович
МПК: B23K 9/16
Мітки: деталей, наплавленням, чавунних, шару, спосіб, сталевого, відновлення
Формула / Реферат:
1. Спосіб відновлення чавунних деталей наплавленням сталевого шару, що вміщує попередній підігрів деталі, наплавлення спрацьованої поверхні з газополуменевим захистом, який відрізняється тим, що наплавлення проводять розщепленим електродом з дискретною (перервною) почерговою подачею двох дротів в зварювальну ванну за допомогою подаючого зубчастого ролика.2. Спосіб відновлення чавунних деталей наплавленням по п.1, який відрізняється...
Спосіб відновлення деталей з однобічним спрацюванням
Номер патенту: 24684
Опубліковано: 04.08.1998
Автори: Куценко Павло Миколайович, Молодик Микола Володимирович, Куценко Микола Семенович
МПК: B23P 6/00
Мітки: відновлення, спосіб, спрацюванням, однобічним, деталей
Формула / Реферат:
Спосіб відновлення деталей з однобічним спрацюванням, що містить у собі наплавлення матеріалу, який компенсує спрацювання, його пластичне деформування в гарячому стані, який відрізняється тим, що наплавку здійснюють на поверхні, яка розміщена протилежно спрацьованій, а при пластичному деформуванні наплавлений матеріал переміщують в тіло деталі до тих пір, поки основний матеріал не заповнить спрацьовану зону деталі до номінальних розмірів в...
Спосіб відновлення сталевих та чавунних деталей машин
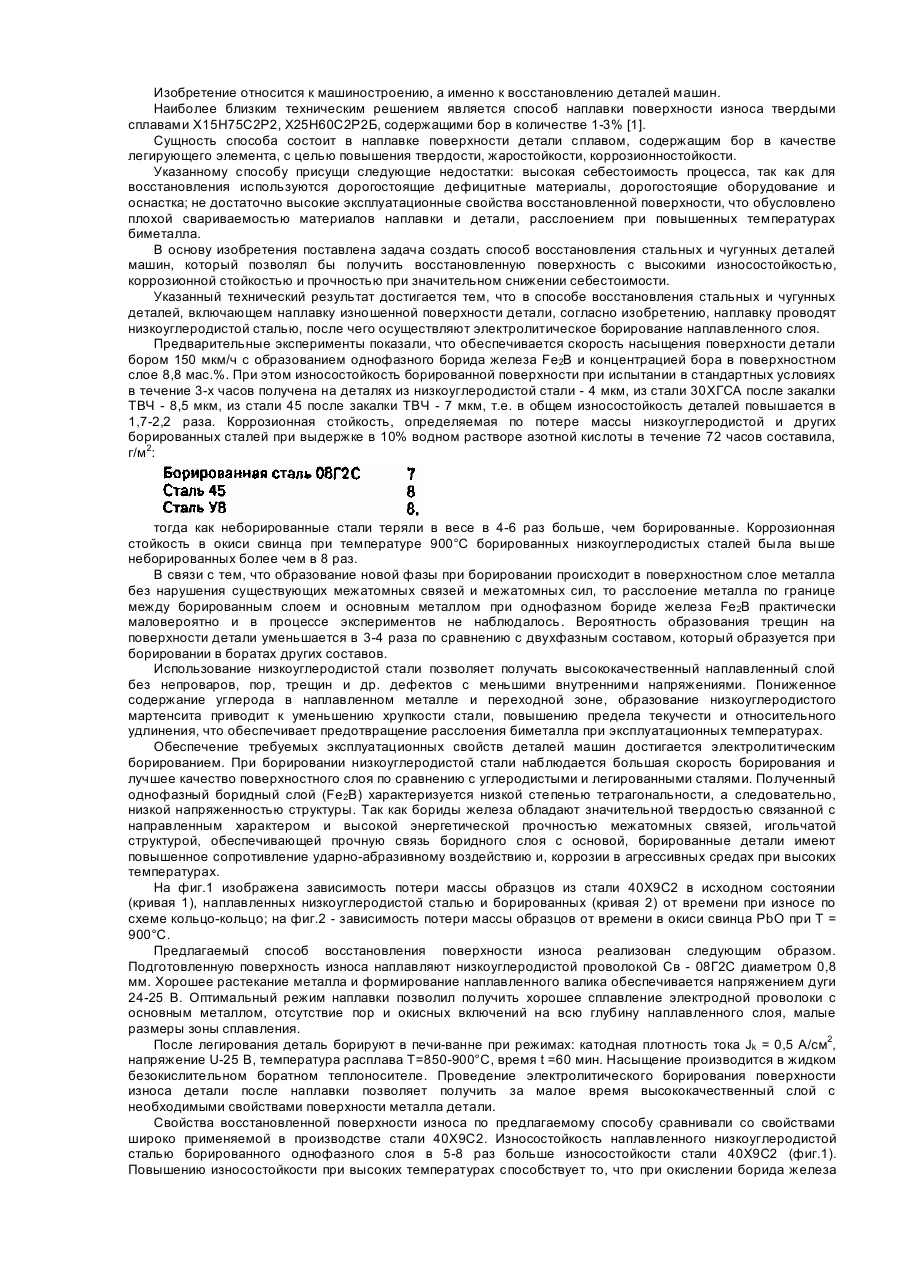
Номер патенту: 19594
Опубліковано: 25.12.1997
Автори: Канарчук Вадім Євгенович, Барилович Леонід Павлович, Вербовська Ніна Іванівна, Ткачук Володимир Микитович
МПК: C23C 8/00
Мітки: деталей, спосіб, відновлення, сталевих, чавунних, машин
Формула / Реферат:
Способ восстановления стильных и чугунных деталей машин, включающий наплавку изношенной поверхности детали, отличающийся тем, что наплавку проводят низкоуглеродистой сталью, после чего осуществляют электролитическое борирование наплавленного слоя.
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Тетянич Іван Костянтинович, Орлова Людмила Володимирівна
МПК: B23K 11/06, B23P 6/00
Мітки: циліндричних, деталей, спосіб, відновлення, спрацьованих
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Спосіб відновлення прецизійних деталей боруванням
Номер патенту: 24531
Опубліковано: 21.07.1998
Автори: Вербовська Ніна Іванівна, Ткачук Володимир Микитович, Барилович Леонід Павлович, Канарчук Вадім Євгенович
МПК: C23C 8/00
Мітки: деталей, спосіб, відновлення, боруванням, прецизійних
Формула / Реферат:
Спосіб відновлення прецизійних деталей боруванням, який включає електролітичне, або хімічне нанесення на зношену поверхню присадочного матеріалу, який відрізняється тим, що збільшення розмірів деталі здійснюють електролітичним боруванням у безокислювальних боратних теплоносіях, в магнітному полі, при температурах 850 - 900°C і витримці, при цьому залежній від величини поновлюваного розміру.
Попередній патент: Спосіб двосторонньої хейлопластики
Наступний патент: Гравіметр
Випадковий патент: Клітинні стінки дріжджів для лікування або профілактики гіперглікемії або для стабілізації рівня цукру в крові