Електрод для електрошлакової переплавки і для електрошлакового зварювання
Номер патенту: 59666
Опубліковано: 15.09.2003
Автори: Гавриш Юрій Павлович, Кассов Валерій Дмитрович, Чигарьов Валерій Васильович, Гавриш Павло Анатолійович
Формула / Реферат
Електрод для електрошлакової переплавки і електрошлакового зварювання, який містить центральний стержень та модифікатор, який відрізняється тим, що електрод виготовлений з двох коаксіальних частин, що надягаються одна на одну, причому внутрішня частина має заглиблення, заповнені модифікатором.
Текст
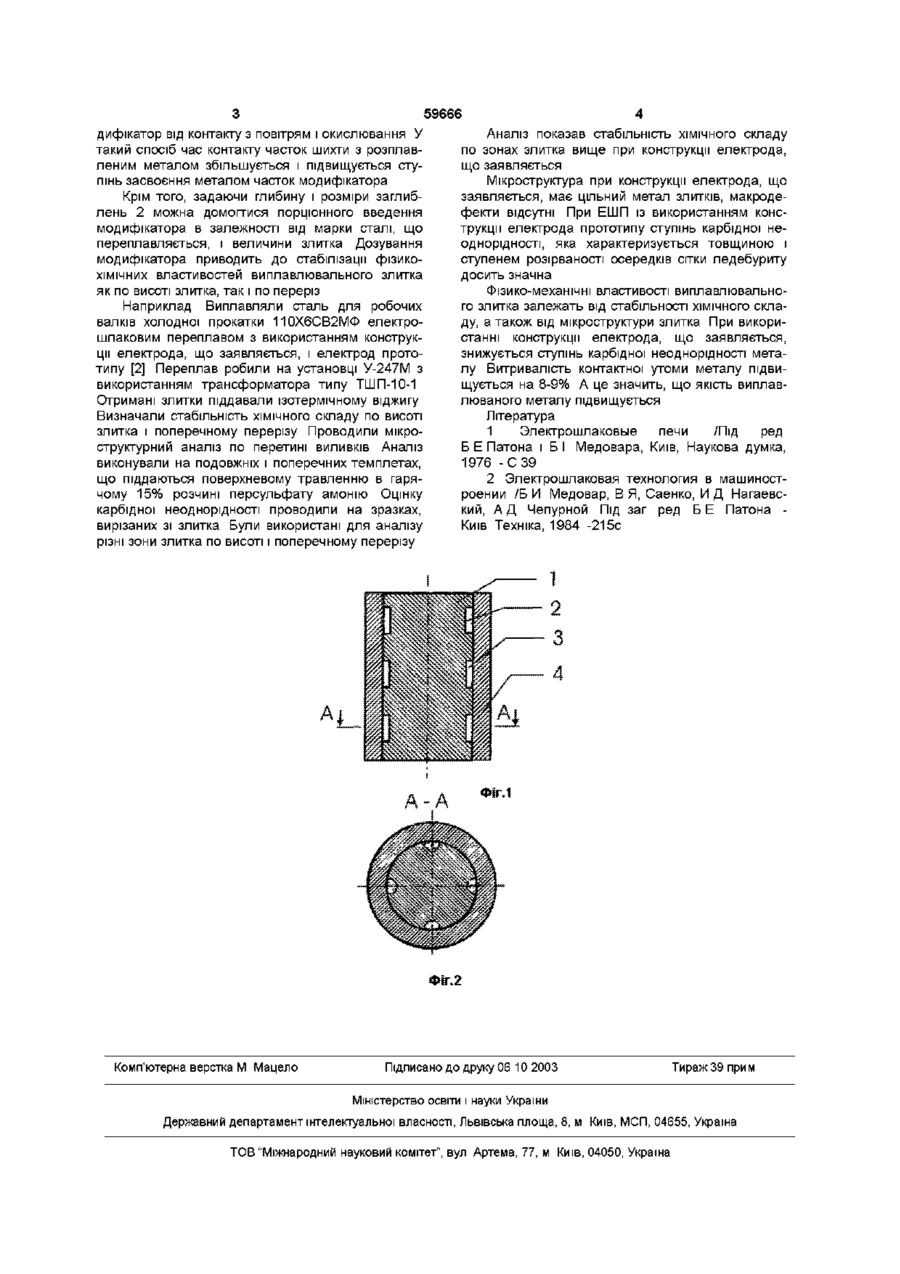
Елеісгрод для елеісгрошлакової переплавки і електрошлакового зварювання, який містить центральний стержень та модифікатор, який відрізняється тим, що електрод виготовлений з двох коаксіальних частин, що надягаються одна на одну, причому внутрішня частина має заглиблення, заповнені модифікатором Винахід відноситься до області металурги, зокрема до області спеціальної металургії і зварювального виробництва Відомий електрод для електрошлакової переплавки [1], що являє собою стержень, що витрачається, з матеріалу, що переплавляється Недоліки аналога - цей електрод не дозволяє проводити модифікування, розкислення, рафінування сталі, що переплавляється (необхідно додатково вводити в розплав модифікатори, розкислювачі), - неможливість введення в розплав модифікаторів легкоплавких та легковипаровуючих, з низькою ЩІЛЬНІСТЮ, - необхідне додаткове устаткування для введення модифікаторів Відомий електрод для електрошлакової переплавки [1], що містить центральний стержень із прикріпленими до нього трубчастими електродами-супутниками (одного чи деяких) з пережимами, що шляхом зварювання кріпляться до центрального стержня (основному електроду, що витрачається) по всій його довжині Ця конструкція електрода прийнята за прототип Електрод-прототип дозволяє проводити модифікування, розкислення, рафінування сталі, що переплавляється, і сталі, що також зварюється, без додаткового устаткування для подачі модифікатора в розплав, однак і він не позбавлений недоліків Недоліки прототипу - тому що трубчасті електроди-супутники звичайно виготовляють з тонкостінними оболонками, тепло розплавленої металевої ванни передчасно розплавляє тонкостінну оболонку електродасупутника і порошкова шихта не попадає безпосередньо в розплавлений метал, вона контактує в першу чергу з повітрям, зі шлаком, - знижується час контакту часток шихти з розплавленим металом, а тому і ступінь засвоєння металом часток модифікатора, - компоненти шихти, що легколетучі і легковипаровуються взагалі можуть не потрапити в металеву ванну, ось чому така конструкція електрода не дозволяє досягнути певної мети, ціль модифікування, розкислення, рафінування не буде досягнута, тому знижується якість виплавленого металу В основу винаходу покладена задача удосконалити електрод для електрошлакової переплавки ЕПШ і для електрошлакового зварювання ЕШЗ шляхом зміни конструктивних елементів відомих електродів і забезпечити поліпшення виплавленої сталі Поставлена задача вирішується тим, що електрод для електрошлакового зварювання і для електрошлакової переплавки, що містить стержень і модифікатор, згідно винаходу виготовлений з двох коаксіальних частин, що одягаються одна на другу, причому внутрішня частина має заглиблення, заповнені модифікатором При ЕШП і ЕШЗ кінець електрода, що витрачається, плавиться і при досягненні фронту оплавлення заглиблення 2, порошковий модифікатор З попадає в розплав металу, де і відбуваються процеси модифікування, розкислення, рафінування і т п Тому що фронт оплавлення електрода, що витрачається (див фіг 1 та фіг 2 1 - стержень, 4 зовнішнє кільце) знаходяться в розплаві металу, увесь порошковий модифікатор попадає по призначенню Товщина зовнішнього кільця дорівнює 10-15мм Ця товщина достатня для того, щоб передчасно не відбулося розплавлювання модифікатора, зовнішнє кільце 4 захищає порошковий мо (О (О (О о> ю 59666 дифікатор від контакту з повітрям і окислювання У такий спосіб час контакту часток шихти з розплавленим металом збільшується і підвищується ступінь засвоєння металом часток модифікатора Крім того, задаючи глибину і розміри заглиблень 2 можна домогтися порціонного введення модифікатора в залежності від марки сталі, що переплавляється, і величини злитка Дозування модифікатора приводить до стабілізації фізикоХІМІЧНИХ властивостей виплавлювального злитка як по висоті злитка, так і по переріз Наприклад Виплавляли сталь для робочих валків холодної прокатки 110Х6СВ2МФ електрошлаковим переплавом з використанням конструкції електрода, що заявляється, і електрод прототипу [2] Переплав робили на установці У-247М з використанням трансформатора типу ТШП-10-1 Отримані злитки піддавали ізотермічному віджигу Визначали стабільність ХІМІЧНОГО складу по висоті злитка і поперечному перерізу Проводили мікроструктурний аналіз по перетині виливків Аналіз виконували на подовжніх і поперечних темплетах, що піддаються поверхневому травленню в гарячому 15% розчині персульфату амонію Оцінку карбідної неоднорідності проводили на зразках, вирізаних зі злитка Були використані для аналізу різні зони злитка по висоті і поперечному перерізу Комп'ютерна верстка М Мацело Аналіз показав стабільність ХІМІЧНОГО складу по зонах злитка вище при конструкції електрода, що заявляється Мікроструктура при конструкції електрода, що заявляється, має цільний метал злитків, макродефекти відсутні При ЕШП із використанням конструкції електрода прототипу ступінь карбідної неоднорідності, яка характеризується товщиною і ступенем розірваності осередків сітки ледебуриту досить значна Фізико-механічні властивості виплавлювального злитка залежать від стабільності ХІМІЧНОГО складу, а також від мікроструктури злитка При використанні конструкції електрода, що заявляється, знижується ступінь карбідної неоднорідності металу Витривалість контактної утоми металу підвищується на 8-9% А це значить, що якість виплавлюваного металу підвищується Література 1 Электрошлаковые печи /Під ред Б Е Патона і Б І Медовара, Київ, Наукова думка, 1976 - С 3 9 2 Электрошлаковая технология в машиностроении /Б И Медовар, В Я, Саенко, И Д Нагаевский, А Д Чепурной Під заг ред БЕ Патона Київ Техніка, 1984 -215с Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюElectrode for electroslag remelting and electroslag welding
Автори англійськоюHavrysh Pavlo Anatoliiovych, Kassov Valerii Dmytrovych, Chyhariov Valerii Vasyliovych
Назва патенту російськоюЭлектрод для электрошлаковой переплавки и электрошлаковой сварки
Автори російськоюГавриш Павел Анатольевич, Кассов Валерий Дмитриевич, Чигарев Валерий Васильевич
МПК / Мітки
МПК: B23K 9/18, H05B 7/07, B23K 35/00
Мітки: електрод, електрошлакового, електрошлакової, переплавки, зварювання
Код посилання
<a href="https://ua.patents.su/2-59666-elektrod-dlya-elektroshlakovo-pereplavki-i-dlya-elektroshlakovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Електрод для електрошлакової переплавки і для електрошлакового зварювання</a>
Пристрій електрошлакової переплавки та спосіб електрошлакової переплавки

Номер патенту: 51774
Опубліковано: 16.12.2002
Автори: Ус Василь Іванович, Чернець Олександр Владиславович, Саєнко Володимир Якович, Медовар Борис Ізраїльович, Грабівський Цезарій Францович, Патон Борис Євгенович, Ланцман Ізраїль Абович, Федоровський Борис Борисович, Медовар Лев Борисович, Цикуленко Анатолій Костянтинович, Шевченко Віталій Юхимович
МПК: C22B 9/187, C22B 9/18, B22D 11/04, B22D 19/16
Мітки: переплавки, спосіб, електрошлакової, пристрій
Формула / Реферат:
1. Пристрій електрошлакової переплавки, що містить струмопідвідний кристалізатор, щонайменше один витратний електрод, розташований уздовж вертикальної осі кристалізатора, джерело живлення й електричний ланцюг кристалізатора, що з'єднує струмопідвідний кристалізатор із джерелом живлення, який відрізняється тим, що містить додаткове джерело живлення й електричний ланцюг витратного електрода, що з'єднує згаданий щонай- менше один витратний...
Композитний електрод для магнітокерованого електрошлакового плавлення титанових сплавів (варіанти)
Номер патенту: 55501
Опубліковано: 15.04.2003
Автори: Компан Ярослав Юрійович, Петров Анатолій Миколайович, Протоковілов Ігор Вікторович
МПК: C22B 9/18, C22B 34/12, C22C 1/03
Мітки: плавлення, електрод, електрошлакового, магнітокерованого, титанових, варіанти, композитний, сплавів
Формула / Реферат:
1. Композитний електрод для магнітокерованого електрошлакового плавлення титанових сплавів, виконаний у вигляді циліндра і виготовлений із матеріалу на основі титану губчастого і легуючих домішок, який відрізняється тим, що циліндр складається з двох коаксіально розташованих і міцно з'єднаних між собою частин: внутрішньої, виготовленої у вигляді стрижня із металургійного флюсу, і зовнішньої, виготовленої із титану губчастого з легуючими...
Спосіб електрошлакового зварювання
Номер патенту: 36618
Опубліковано: 16.04.2001
Автори: Власов Анатолій Федорович, Карпенко Володимир Михайлович
МПК: B23K 25/00
Мітки: електрошлакового, зварювання, спосіб
Текст:
...електропровідність її в твердому стані. Вміст оксидів заліза та відновника, узятих у сте хіометричному відношенні, дозволяє повністю прореагувати відновнику із утворенням його оксиду. При плавленні екзотермічної металевофлюсевої суміші відновлюється залізо (@60-70% від маси окислів заліза), яке осідає на дно кармана і потім видаляється разом з ним. Внаслідок цього втрати електроду у початковий період зварювання будуть зведені до...
Спосіб отримання плоских гетерогенних злитків методом електронно-променевої переплавки
Номер патенту: 56282
Опубліковано: 15.05.2003
Автори: Канавченко Денис Віталійович, ТРИГУБ Микола Петрович, Жук Генадій Віліорович, Ахонін Сергій Володимирович
МПК: B22D 19/02, C22B 9/22
Мітки: спосіб, плоских, отримання, злитків, гетерогенних, методом, електронно-променевої, переплавки
Формула / Реферат:
Спосіб отримання плоских гетерогенних злитків методом електронно-променевої переплавки, що включає пошарову заливку металу в кристалізатор, подачу зміцнюючих частинок, наприклад боридів, карбідів, обігрів всієї поверхні, що кристалізується, електронними променями і наступну кристалізацію кожного із шарів, який відрізняється тим, що в кожний наступний шар, що формується після першого, присаджують частинки в кількості 5-40% об'єму шару металу з...
Пристрій для електрошлакової виплавки порожнистих зливків

Номер патенту: 35800
Опубліковано: 16.04.2001
Автори: Комнацький Олександр Леонідович, Корнійчук В'ячеслав Анатолійович, Марченко Олександр Михайлович, Москалик Микола Вікторович, Адєєв Дмитро Вадимович, Бондаренко Леонід Іванович, Гладкий Євген Дмитрович, Дудник Михайло Іванович
Мітки: зливків, виплавки, порожнистих, пристрій, електрошлакової
Формула / Реферат:
1. Пристрій для електрошлакової виплавки порожнистих зливків, що складається з кристалізатора і дорна з кронштейнами, які одночасно виконують роль патрубків підведення та відведеная охолоджувача всистемі охолодження дорна, з допомогою яких він жорстко кріпиться в середині кристалізатора в зоні шлакової ванни, який відрізняється тим, що верхня грань кронштейнів розташовується в одній площини з верхньою поверхнею дорна, створюючи таким...
Попередній патент: Спосіб ущільнення бетонної суміші та пристрій для його реалізації
Наступний патент: Система для стійкого кріплення драбини до опори
Випадковий патент: Композиція кондиціонера шлаку (варіанти), спосіб її одержання та спосіб виробництва сталі (варіанти)