Спосіб пресування металевого порошку і пристрій для його здійснення
Номер патенту: 63124
Опубліковано: 15.01.2004
Автори: Маслік Ірина Анатоліївна, Блохін Олександр Григорович, Гончаров Віктор Валерійович

Формула / Реферат
1. Спосіб пресування металевого порошку, що включає послідовне ущільнення окремих мікрообсягів порошку в замкнутій по периметру пресованого виробу матриці, який відрізняється тим, що ущільнення здійснюють зсувом локального обсягу порошку в напрямку дії сусідньої локалізованої області, причому кожна наступна область зсуву утворить безупинний зсувний кластер.
2. Пристрій для пресування металевого порошку, що містить матрицю, верхній і нижній пуансони, який відрізняється тим, що верхній пуансон виконано складеним, з можливістю незалежного переміщення окремих його частин відносно одна одної, пристрій також оснащено упором, навантажуючим елементом і приводом обертання навантажуючого елемента, причому цей елемент встановлено в обертовому механізмі, що передає зусилля на верхній пуансон, при цьому навантажуючий елемент має упорну і навантажувальну криволінійні поверхні, сполучені з поверхнями упора і верхнього пуансона, а повертання пуансона здійснюють встановленим пружним елементом.
Текст
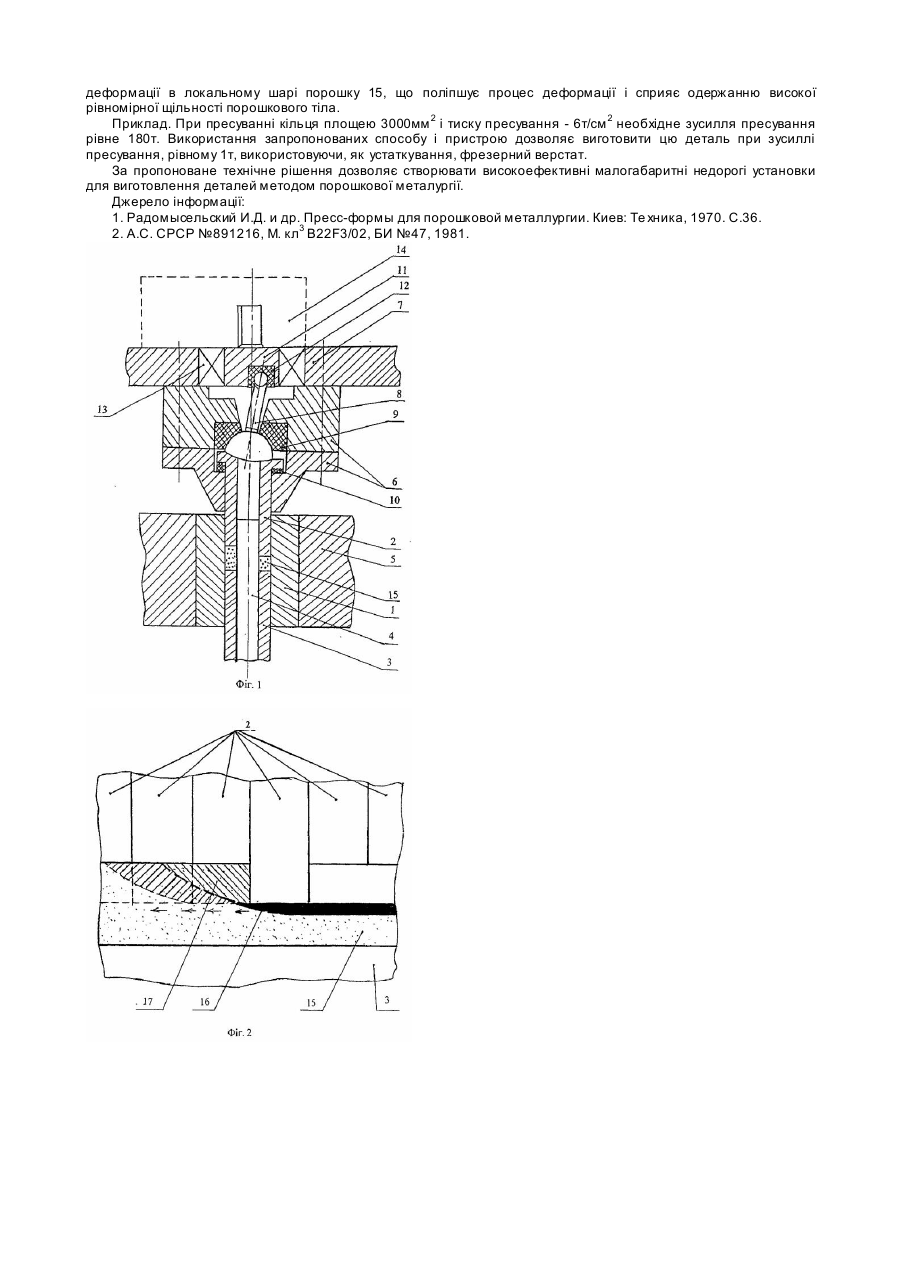
Винахід відноситься до порошкової металургії, зокрема до способів і пристроїв для пресування металевого порошку і може бути використаний для одержання щільних порошкових матеріалів і розробки пресового устаткування порошкової металургії. Відомо спосіб пресування металевого порошку, що включає послідовне ущільнення окремих мікрообсягів порошку в жолобчастій матриці завдяки обтисненню скошеним пуансоном, що створює плавний перехід від ущільненого обсягу до неущільненого [1]. Недоліком цього способу є обмеженість його застосування - тільки для пресування виробів простої конфігурації. Найбільш близьким до запропонованого по технічній суті є спосіб пресування металевого порошку, що включає послідовне ущільнення окремих мікрообсягів порошку в замкнутій по периметру пресуємого виробу матриці [2] - прототип. Недоліками даного способу є необхідність використання великих зусиль пресування, неможливість виготовлення деталей великих розмірів, обов'язковість використання стандартного устатк ування, неможливість створення високої щільності порошку. В основу винаходу поставлено задачу удосконалення способу пресування металевого порошку шляхом зсуву локального обсягу порошку в напрямку дії сусідньої локалізованої області, що приведе до підвищення щільності і якості спресованих складнопрофільних заготовок. Поставлена задача досягається тим, що в способі пресування металевого порошку, що включає послідовне ущільнення окремих мікрообсягів порошку в замкнутій по периметру пресуємого виробу матриці, відповідно до винаходу, ущільнення здійснюють зсувом локального обсягу порошку в напрямку дії сусідньої локалізованої області, причому кожна наступна область зсуву утворює безупинний зсувній кластер. Відомо також пристрій для пресування металевого порошку, що містить матрицю, верхній і нижній пуансони [2] - прототип. Недоліками даного пристрою є необхідність використання великих зусиль пресування, що неможливо за рахунок застосування голок меншого перетину, чим пуансони, що приводить до одержання низької щільності виробів. В основу винаходу поставлено задачу удосконалення пристрою для пресування металевого порошку шляхом того, що пристрій постачено упором, навантажуючим елементом і приводом обертання навантажуючого елемента, що приведе до підвищення щільності і якості спресованих великогабаритних складнопрофільних заготовок. Поставлена задача досягається тим, що пристрій для пресування металевого порошку, що містить матрицю, верхній і нижній пуансони, відповідно до винаходу, верхній пуансон виконано складеним, з можливістю незалежного переміщення окремих його частин відносно одна одній, пристрій також оснащено упором, навантажуючим елементом і приводом обертання навантажуючого елемента, причому цей елемент, встановлено в обертовому механізмі, що передає зусилля на верхній пуансон, при цьому навантажуючий елемент має упорну і навантажувальну криволінійні поверхні, сполучені с поверхнями упора і верхнього пуансона, а повертання пуансона здійснюють встановленим пружним елементом. Сутність винаходу пояснюється кресленнями, де на фіг.1 показаний пристрій для пресування металевих порошків, на фіг.2 - утворення і переміщення кластера. Пристрій для реалізації способу пресування металевого порошку містить матрицю 1, верхній 2 і нижній 3 пуансони, стрижень 4. Матрицю 1 установлено на нерухомій плиті 5. Верхній пуансон 2, виконаний складеним з можливістю незалежного переміщення окремих його частин відносно одна одній, встановлено в корпусі 6, що кріпиться на рухому плиту 7. На верхній пуансон 2 спирається навантажуючий елемент 8, що передає зусилля пресування, при цьому він має упорну і навантажувальну криволінійні поверхні, сполучені з поверхнями упора 9 і верхнього пуансона 2, повертання пуансона після навантаження здійснюється встановленим пружним елементом 10. Упор 9 виконаний з матеріалу з низьким коефіцієнтом тертя при навантажені. Навантажуючий елемент 8 закріплений верхньою опорою в обертовому механізмі 11 через встановлений у ньому опорний підшипник ковзання 12. Обертовий механізм 11 встановлений у підшипник 13 і приводиться в обертання за допомогою приводу обертання 14. Обертовий механізм 11 і привід обертання 14 закріплені на рухомій плиті 7. Верхній пуансон 2 діє на металевий порошок 15, що ущільнюється, утворюючи при цьому зону зі спрямованою і більш щільною структурою - кластер 16 і частину металевого порошку 15, що зміщується, у сусідню зону 17. Реалізацію способу і роботу пристрою здійснюють наступним чином. У матрицю 1 пристрою поміщають нижній пуансон 3 і стрижень 4, завантажують металевий порошок 15, після цього в матрицю 1 заходить верхній пуансон 2. При цьому він спирається на засипаний металевий порошок 15. При включенні приводу обертання 14, обертання передається на обертовий механізм 11. Обертаючись, він надає руху навантажуючому елементу 8, що виконує складні рухи, при цьому нижня криволінійна поверхня навантажуючого елемента 8 упирається послідовно на верхній пуансон 2, переміщаючи його вниз, деформуючи поверхню металевого порошку 15. При звільненні навантажуючим елементом 8 пуансона 2, він повертається у вихідне положення під дією пружного елемента 10. Під час обертання приводу 14 відбувається переміщення плити 7 униз, що дозволяє пошарово робити процес деформації металевого порошку 15. Вплив складених елементів (фіг.2) вер хнього пуансона 2 на поверхню металевого порошку 15 приводить до деформації цієї поверхні, при цьому виникає переміщення деякої частини порошкового обсягу, утворюючи кластер 16 у сусідню область 17 (заштрихована), де буде відбуватися навантаження наступним складеним елементом верхнього пуансона 2 у наступний момент ущільнення. При впливі сусіднім складеним елементом верхнього пуансона 2 на область пресування 17, відбувається деформація сусідньої області і частини переміщеного обсягу від першої області пресування (заштриховане). У процесі прикладення навантаження виникає переміщення шару під впливом обсягів порошку, які переміщуються, що приводить до виникнення зрушуючи х напруг (стрілки), у напрямку переміщення навантажуючого елемента. Така напрямна деформація приводить до появи кластера 16, що переміщується (зачернено) деформованого порошкового матеріалу 15. Взаємодія часток порошкового матеріалу 15 при переміщенні кластера 16 приводить до активації процесів деформації в локальному шарі порошку 15, що поліпшує процес деформації і сприяє одержанню високої рівномірної щільності порошкового тіла. Приклад. При пресуванні кільця площею 3000мм 2 і тиску пресування - 6т/см 2 необхідне зусилля пресування рівне 180т. Використання запропонованих способу і пристрою дозволяє виготовити цю деталь при зусиллі пресування, рівному 1т, використовуючи, як устаткування, фрезерний верстат. За пропоноване технічне рішення дозволяє створювати високоефективні малогабаритні недорогі установки для виготовлення деталей методом порошкової металургії. Джерело інформації: 1. Радомысельский И.Д. и др. Пресс-формы для порошковой металлургии. Киев: Те хника, 1970. С.36. 2. А.С. СРСР №891216, Μ. кл3 В22F3/02, БИ №47, 1981.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for pressing of metal powder
Автори англійськоюBlokhin Oleksandr Hryhorovych
Назва патенту російськоюСпособ прессования металлического порошка и устройство для его осуществления
Автори російськоюБлохин Александр Григорьевич
МПК / Мітки
МПК: B22F 3/02
Мітки: пресування, здійснення, пристрій, металевого, порошку, спосіб
Код посилання
<a href="https://ua.patents.su/2-63124-sposib-presuvannya-metalevogo-poroshku-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб пресування металевого порошку і пристрій для його здійснення</a>
Спосіб пресування металевого порошку і пристрій для його здійснення
Номер патенту: 62880
Опубліковано: 15.12.2003
Автори: Матус Володимир Ігорович, Блохін Олександр Григорович, Василенко Тетяна Володимирівна
МПК: B22F 3/02, B30B 11/02
Мітки: пристрій, здійснення, спосіб, пресування, металевого, порошку
Формула / Реферат:
1. Спосіб пресування металевого порошку, що включає попереднє формування й остаточне пресування заготовки, сполучене з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що після попереднього здійснюють пророблення порошку, змінюючи кут між напрямком пресування і формування поверхнею інструмента, при цьому напруги на етапі пророблення порошку змінюються від
Спосіб пресування металевого порошку
Номер патенту: 62879
Опубліковано: 15.12.2003
Автори: Алаторцев Олександр Олександрович, Кравцова Юлія Вікторівна, Блохін Олександр Григорович
МПК: B22F 3/02
Мітки: порошку, пресування, металевого, спосіб
Формула / Реферат:
Спосіб пресування металевого порошку, що включає попереднє формування та остаточне пресування заготовки, поєднане з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що попереднє формування виконують із зусиллям (0,5-0,7) Рпр., а остаточне пресування виконують у процесі зрушення в локальному шарі з постійно діючим навантаженням попереднього пресування, причому кут зрушення призначається від 0° до...
Спосіб виготовлення магнітно-анізотропного порошку і пристрій для його здійснення
Номер патенту: 63123
Опубліковано: 15.01.2004
Автори: Салуян Олена Олексієвна, Шалімов Сергій Ігорович, Блохін Олександр Григорович
МПК: B22F 1/00, H01F 1/032
Мітки: порошку, спосіб, здійснення, пристрій, магнітно-анізотропного, виготовлення
Формула / Реферат:
1. Спосіб виготовлення магнітно-анізотропного порошку, що включає дроблення продукту, отриманого з розплавленого металу, здрібнювання, формування в магнітному полі і термообробку, який відрізняється тим, що здрібнення виконують шляхом циклічної деформації зі зрушенням, причому кожен цикл виконують при нагріванні зі ступінчатою зміною температури і при накладенні магнітного поля.2. Пристрій для виготовлення магнітно-анізотропного...
Спосіб отримання металевого порошку та пристрій для його здійснення
Номер патенту: 26965
Опубліковано: 28.02.2000
Автори: Терновий Юрій Федорович, Білан Віктор Іванович, Макогон Віктор Миколайович
Мітки: отримання, спосіб, пристрій, порошку, здійснення, металевого
Текст:
...подачей в его полость воды высокого давления, когда распыление производят в одну стадию. В качестве исследуемых материалов использо- 45 вали быстрорежущую сталь типа Р6М5К5. Распыление проводили при давлении распыления 10,0 МПа Диаметр сливного отверстия составлял 9 мм. Результаты измерений гранулометрического состава приведены в 50 таблице. Использование предлагаемого способа получения металлических порошков и кон струкции устройства...
Пристрій для пресування дисперсних порошків
Номер патенту: 54977
Опубліковано: 17.03.2003
Автори: Шевелєв Олександр Іванович, Алімов Валерій Іванович, Синков Сергій Григорович, Синков Вадим Григорович
МПК: B21C 25/00
Мітки: порошків, пресування, пристрій, дисперсних
Формула / Реферат:
Пристрій для пресування дисперсних порошків, що містить нерухому плиту, установлену на ній матрицю і пуансон з можливістю його переміщення в отворі матриці, який відрізняється тим, що пристрій додатково оснащений ковзним металевим ущільненням, що контактує із пуансоном з алюмінієвого сплаву, із зазором між ним і матрицею не більше 0,1 мм.
Попередній патент: Спосіб виготовлення магнітно-анізотропного порошку і пристрій для його здійснення
Наступний патент: Вільнопоршневий компресор з електромагнітним приводом
Випадковий патент: Пасова передача