Спосіб електрохімічного маркування
Номер патенту: 63411
Опубліковано: 15.01.2004
Формула / Реферат
1. Спосіб електрохімічного маркування з застосуванням електроліту у робочій зоні, при якому електрод-інструмент накладають на трафарет і притискають до поверхні, що маркується, який відрізняється тим, що електроліт подають двома направленими потоками, розташованими відносно один одного під кутом 90°, при цьому витрату електроліту задають прямо пропорційно величині струму і напруги.
2. Спосіб за п. 1, який відрізняється тим, що витрата електроліту становить не менше 6 мл/с.
Текст
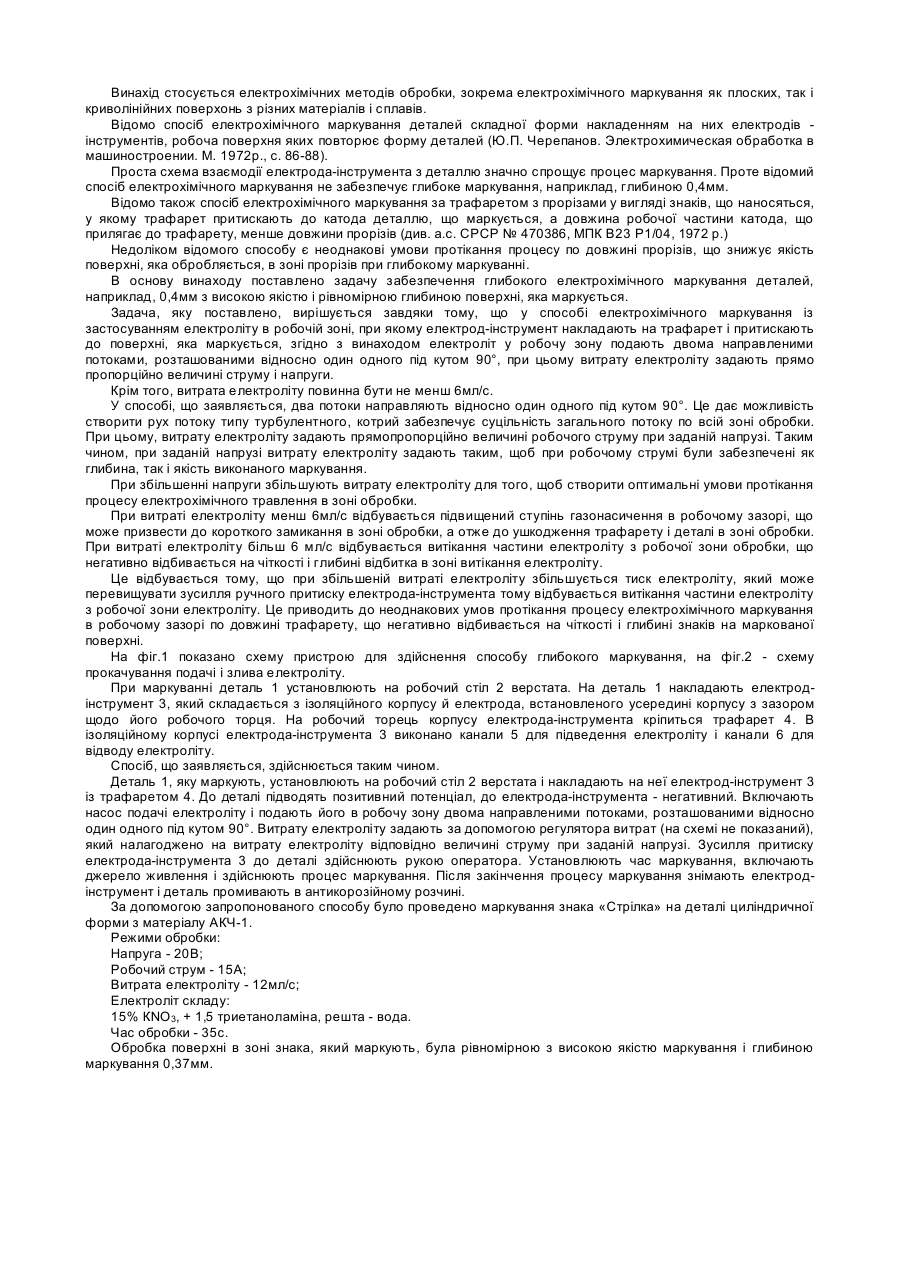
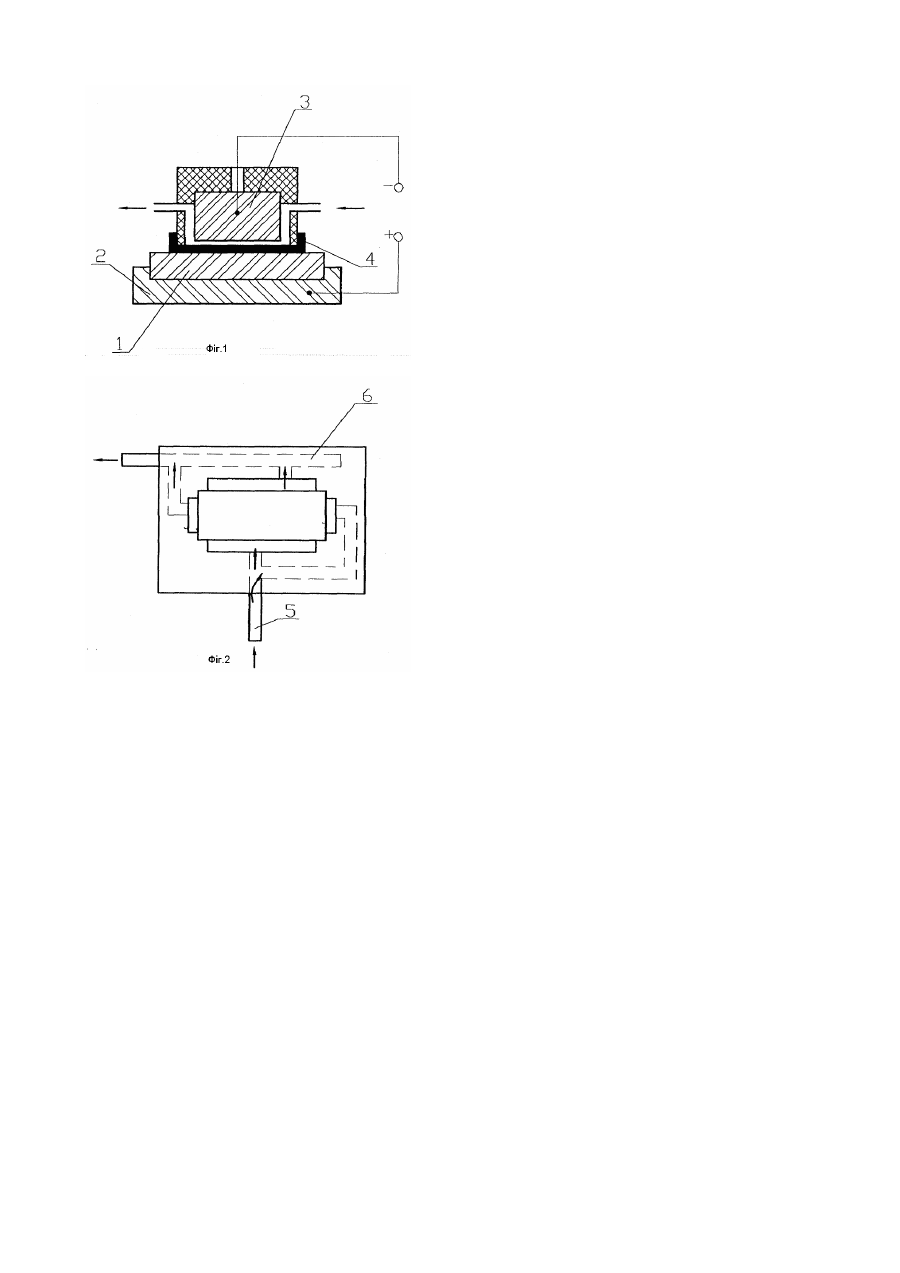
Винахід стосується електрохімічних методів обробки, зокрема електрохімічного маркування як плоских, так і криволінійних поверхонь з різних матеріалів і сплавів. Відомо спосіб електрохімічного маркування деталей складної форми накладенням на них електродів інструментів, робоча поверхня яких повторює форму деталей (Ю.П. Черепанов. Электрохимическая обработка в машиностроении. М. 1972р., с. 86-88). Проста схема взаємодії електрода-інструмента з деталлю значно спрощує процес маркування. Проте відомий спосіб електрохімічного маркування не забезпечує глибоке маркування, наприклад, глибиною 0,4мм. Відомо також спосіб електрохімічного маркування за трафаретом з прорізами у вигляді знаків, що наносяться, у якому трафарет притискають до катода деталлю, що маркується, а довжина робочої частини катода, що прилягає до трафарету, менше довжини прорізів (див. а.с. СРСР № 470386, МПК В23 Р1/04, 1972 р.) Недоліком відомого способу є неоднакові умови протікання процесу по довжині прорізів, що знижує якість поверхні, яка обробляється, в зоні прорізів при глибокому маркуванні. В основу винаходу поставлено задачу забезпечення глибокого електрохімічного маркування деталей, наприклад, 0,4мм з високою якістю і рівномірною глибиною поверхні, яка маркується. Задача, яку поставлено, вирішується завдяки тому, що у способі електрохімічного маркування із застосуванням електроліту в робочій зоні, при якому електрод-інструмент накладають на трафарет і притискають до поверхні, яка маркується, згідно з винаходом електроліт у робочу зону подають двома направленими потоками, розташованими відносно один одного під кутом 90°, при цьому витрату електроліту задають прямо пропорційно величині струму і напруги. Крім того, витрата електроліту повинна бути не менш 6мл/с. У способі, що заявляється, два потоки направляють відносно один одного під кутом 90°. Це дає можливість створити рух потоку типу турбулентного, котрий забезпечує суцільність загального потоку по всій зоні обробки. При цьому, витрату електроліту задають прямопропорційно величині робочого струму при заданій напрузі. Таким чином, при заданій напрузі витрату електроліту задають таким, щоб при робочому струмі були забезпечені як глибина, так і якість виконаного маркування. При збільшенні напруги збільшують витрату електроліту для того, щоб створити оптимальні умови протікання процесу електрохімічного травлення в зоні обробки. При витраті електроліту менш 6мл/с відбувається підвищений ступінь газонасичення в робочому зазорі, що може призвести до короткого замикання в зоні обробки, а отже до ушкодження трафарету і деталі в зоні обробки. При витраті електроліту більш 6 мл/с відбувається витікання частини електроліту з робочої зони обробки, що негативно відбивається на чіткості і глибині відбитка в зоні витікання електроліту. Це відбувається тому, що при збільшеній витраті електроліту збільшується тиск електроліту, який може перевищувати зусилля ручного притиску електрода-інструмента тому відбувається витікання частини електроліту з робочої зони електроліту. Це приводить до неоднакових умов протікання процесу електрохімічного маркування в робочому зазорі по довжині трафарету, що негативно відбивається на чіткості і глибині знаків на маркованої поверхні. На фіг.1 показано схему пристрою для здійснення способу глибокого маркування, на фіг.2 - схему прокачування подачі і злива електроліту. При маркуванні деталь 1 установлюють на робочий стіл 2 верстата. На деталь 1 накладають електродінструмент 3, який складається з ізоляційного корпусу й електрода, встановленого усередині корпусу з зазором щодо його робочого торця. На робочий торець корпусу електрода-інструмента кріпиться трафарет 4. В ізоляційному корпусі електрода-інструмента 3 виконано канали 5 для підведення електроліту і канали 6 для відводу електроліту. Спосіб, що заявляється, здійснюється таким чином. Деталь 1, яку маркують, установлюють на робочий стіл 2 верстата і накладають на неї електрод-інструмент 3 із трафаретом 4. До деталі підводять позитивний потенціал, до електрода-інструмента - негативний. Включають насос подачі електроліту і подають його в робочу зону двома направленими потоками, розташованими відносно один одного під кутом 90°. Витрату електроліту задають за допомогою регулятора витрат (на схемі не показаний), який налагоджено на витрату електроліту відповідно величині струму при заданій напрузі. Зусилля притиску електрода-інструмента 3 до деталі здійснюють рукою оператора. Установлюють час маркування, включають джерело живлення і здійснюють процес маркування. Після закінчення процесу маркування знімають електродінструмент і деталь промивають в антикорозійному розчині. За допомогою запропонованого способу було проведено маркування знака «Стрілка» на деталі циліндричної форми з матеріалу АКЧ-1. Режими обробки: Напруга - 20В; Робочий струм - 15А; Витрата електроліту - 12мл/с; Електроліт складу: 15% КNO3, + 1,5 триетаноламіна, решта - вода. Час обробки - 35с. Обробка поверхні в зоні знака, який маркують, була рівномірною з високою якістю маркування і глибиною маркування 0,37мм.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electrochemical marking
Автори англійськоюVelykyi Viktor Ivanovych, Pasko Yurii Tykhonovych
Назва патенту російськоюСпособ электрохимической маркировки
Автори російськоюВеликий Виктор Иванович, Пасько Юрій Тихонович
МПК / Мітки
МПК: B23H 7/00
Мітки: електрохімічного, спосіб, маркування
Код посилання
<a href="https://ua.patents.su/2-63411-sposib-elektrokhimichnogo-markuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного маркування</a>
Спосіб електрохімічного маркування металів, що легко пасивуються

Номер патенту: 38673
Опубліковано: 15.05.2001
Автори: Камінський Роман Миколайович, Грицик Володимир Володимирович, Мерцало Іванна Павлівна, Кунтий Орест Іванович
МПК: B23H 9/06
Мітки: пасивуються, металів, спосіб, маркування, електрохімічного, легко
Формула / Реферат:
Спосіб електрохімічного маркування металів, що легко пасивуються, що включає анодування постійним струмом у водному електроліті, який відрізняється тим, що анодування металів проводять в умовах мікродугового розряду в гідродинамічному режимі роботи електроліту.
Спосіб електрохімічного маркування
Номер патенту: 40338
Опубліковано: 16.07.2001
Автори: Мерцало Іванна Павлівна, Кунтий Орест Іванович, Камінський Роман Миколайович, Грицик Володимир Володимирович, Лотиш Богдан Іванович
МПК: B23H 9/06
Мітки: маркування, електрохімічного, спосіб
Формула / Реферат:
1.Спосіб електрохімічного маркування, що включає нанесення на металеву основу шару покриття, електрохімічне травлення в проточному електроліті місць нанесення інформації з одержанням маркуючих знаків, який відрізняється тим, що як покриття використовують метал, забарвлення якого відрізняється від забарвлення металу основи.2. Спосіб по п.1, який відрізняється тим, що при використанні металевої основи з вентильного металу, після...
Спосіб електрохімічного шліфування магнітотвердих матеріалів
Номер патенту: 23778
Опубліковано: 16.06.1998
Автори: Коровайченко Юрій Миколайович, Бровченко Анатолій Михайлович
Мітки: спосіб, матеріалів, електрохімічного, магнітотвердих, шліфування
Формула / Реферат:
Спосіб електрохімічного шліфування магнітотвердих матеріалів, що включає приморажування заготовок до пристосування з наступним електрохімічним шліфуванням і розморажуванням, який відрізняється тим, що приморажування виконують у середовищі електроліту, при цьому температуру приморажування і охолодження в процес! шліфування вибирають -10...-8°С, висоту замороженого шару 0,2...0,3 вишини заготовки, а їх приморажування виконують попередньо з...
Спосіб електрохімічного отримання вуглекислих солей металів d-елементів
Номер патенту: 33297
Опубліковано: 15.02.2001
Автор: Кіктев Микола Олександрович
МПК: C01B 31/24
Мітки: солей, металів, отримання, d-елементів, вуглекислих, електрохімічного, спосіб
Текст:
Спосіб електрохімічного знежирювання сталевих виробів
Номер патенту: 55970
Опубліковано: 15.04.2003
Автори: Трофіменко Віталій Володимирович, Гапонов Олександр Олексійович, Криштоп Юрій Григорович
МПК: C25F 1/00
Мітки: сталевих, електрохімічного, виробів, знежирювання, спосіб
Формула / Реферат:
Спосіб електрохімічного знежирювання сталевих виробів, який включає обробку у водному розчині натрію гідроксиду у режимі катодного і анодного ввімкнення струму, який відрізняється тим, що знежирювання проводять при температурах 10-20°С, а в розчин додатково вводять цинку оксид або цинку оксид і полімерну тетраалкіламонієву сіль.
Попередній патент: Механічний кодовий замок
Наступний патент: Вимірювач інформативного параметра ємнісного сенсора
Випадковий патент: Гамма-мікроскоп