Спосіб електрохімічного шліфування магнітотвердих матеріалів
Номер патенту: 23778
Опубліковано: 16.06.1998
Автори: Коровайченко Юрій Миколайович, Бровченко Анатолій Михайлович
Формула / Реферат
Спосіб електрохімічного шліфування магнітотвердих матеріалів, що включає приморажування заготовок до пристосування з наступним електрохімічним шліфуванням і розморажуванням, який відрізняється тим, що приморажування виконують у середовищі електроліту, при цьому температуру приморажування і охолодження в процес! шліфування вибирають -10...-8°С, висоту замороженого шару 0,2...0,3 вишини заготовки, а їх приморажування виконують попередньо з допомогою касет.
Текст
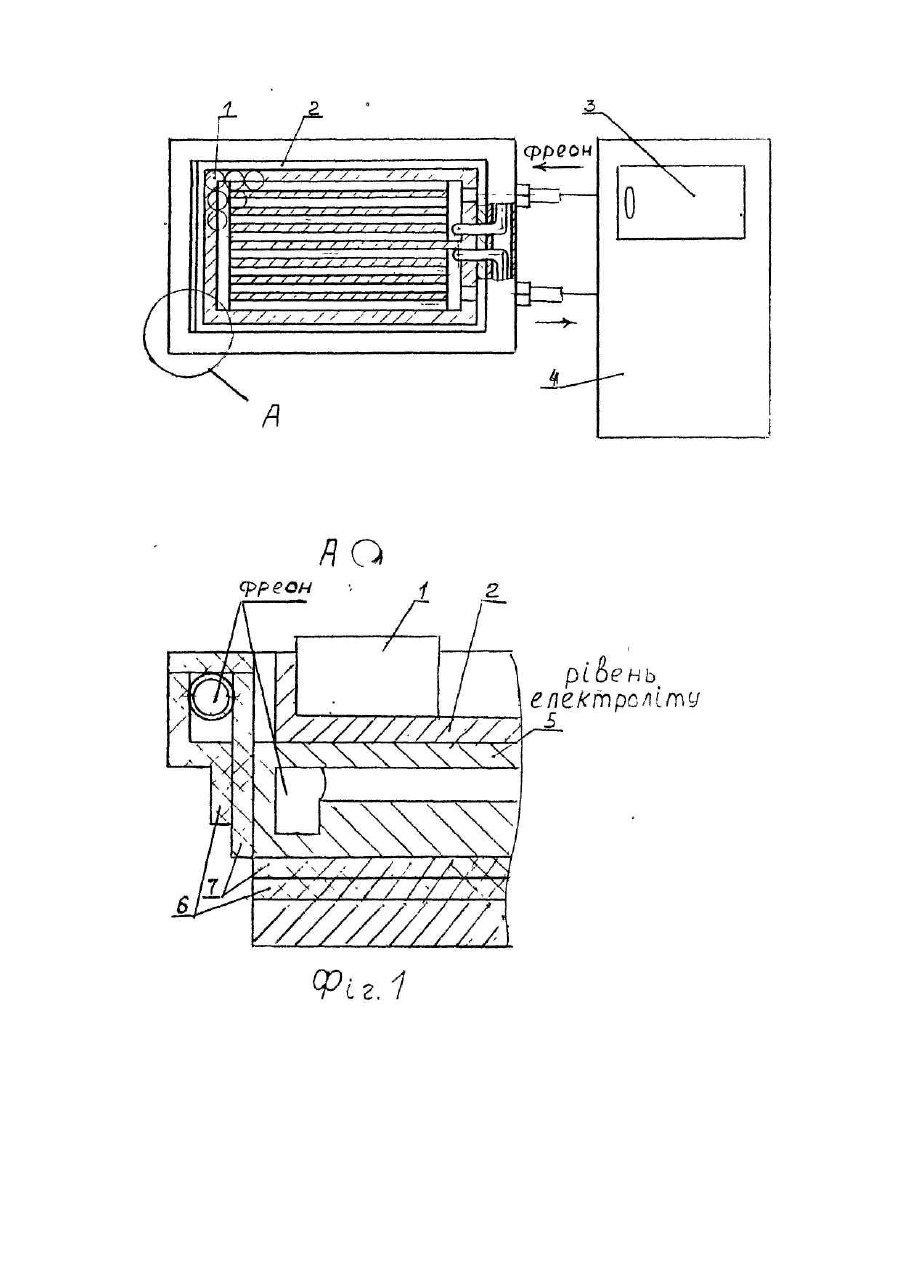
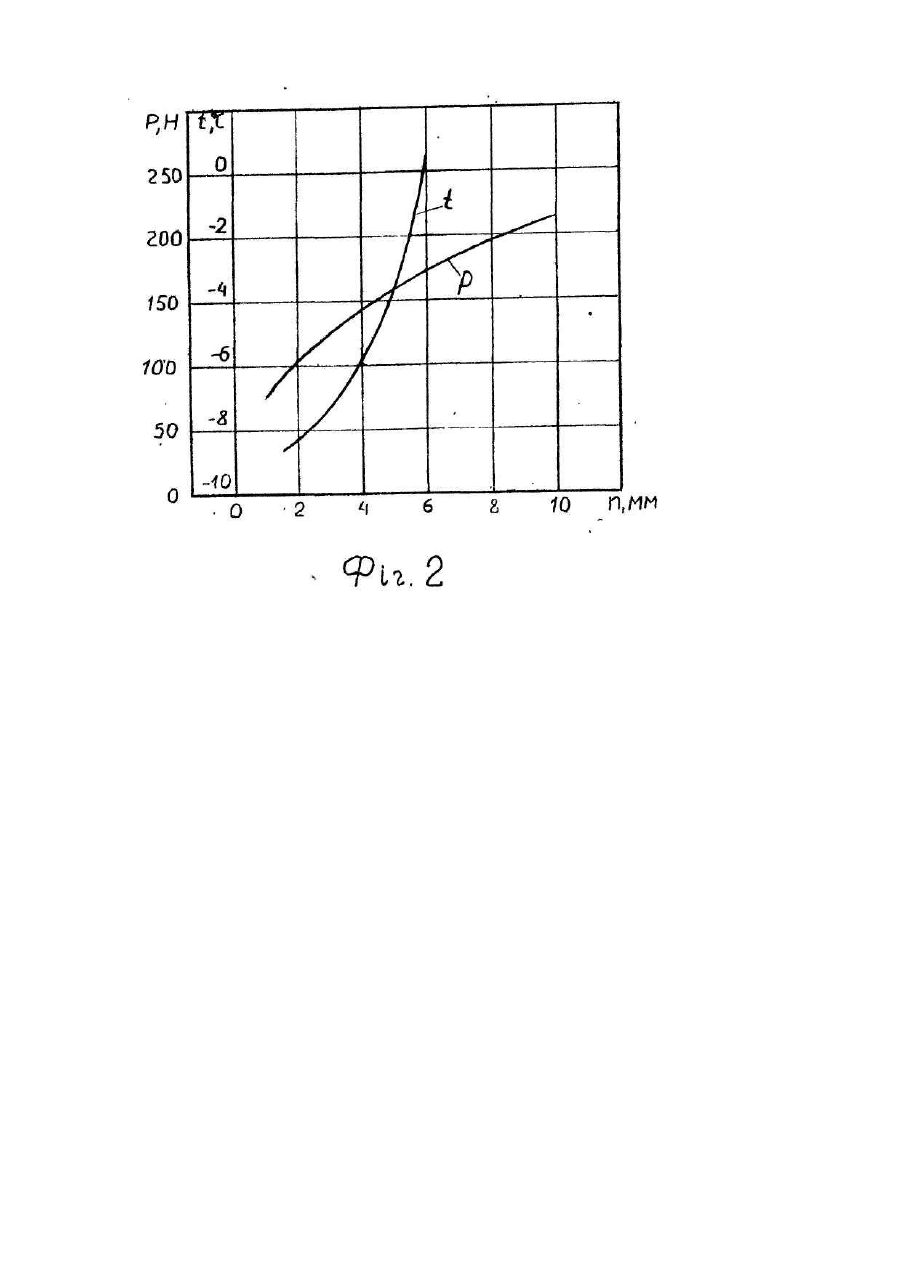
Винахід відноситься до обробки металів різанням, а саме до засобів електрохімічного шліфування магнітотвердих матеріалів, і може бути використаний в радіотехнічній промисловості та Інших галузях, пов'язаних з використанням постійних магнітів. Найбільш близьким за технічним рішенням до засобу, що заявляється є засіб шліфування неметалевих виробів та виробів з твердих сплавів за яким заготовки приморажуються до охолоджуваного фреоном столу металорізального верстата перед обробкою [1]. Недоліком цього засобу є те, що приморажування на верстаті з наступним розморажуванням вимагає значних витрат часу, що значно знижує виробничність процесу обробки. Крім цього заморажування розчинів емульсій вимагає відносно низьких температур(-15...-20°С), а їх використання при електрохімічному шліфуванні практично недоцільно. Винахід вирішує задачу підвищення якості та виробничності процесу електрохімічного шліфування магнітотвердих матеріалів. Поставлена задача вирішується тим, що перед шліфуванням заготовки попередньо приморажують у середовищі електроліту за допомогою спеціальної касети в холодильній установці і встановлюють на охолоджуване пристосування, при цьому температуру заморажування і охолодження в процесі шліфування приймають -10...-8°С, а вишину замороженого шару - 0,2...0,3 висоти заготовки. На фіг.1 наведена схема реалізації способу; на фіг.2 - залежність температури при шліфуванні та зусилля при різанні від вишини замороженого шару. Пропонуємий засіб реалізується наступним чином (фіг.1): партія обробляємих заготовок 1 встановлюється в касеті 2 і заливається електролітом на вишину 0,2...0,3 ви шини заготовок. Касета 2 встановлюється в камеру 3 холодильного устаткування 4, де заготовки заморажуються в електроліті при температурі -10...-8°С. Потім касета 2 встановлюється і закріплюється, попередньо, на охолодженому до температури -10...-8°С пристосуванні 5. Пристосування оснащено тепло- та електроізолюючими елементами 6, 7. По закінченню процесу шліфування касета 2 знімається з пристосування 5 і розморажується, в той час як на її місце встановлюється нова заморожена касета з заготовками. Оскільки максимальна сила різання (фіг.2) при електрохімічному шліфуванні не перевищує 150... 160 Н, то на основі отриманих залежностей, а також виходячи з умов надійного закріплення і економічності процесу шліфування висота замороженого шару повинна »заходитись в межах 0,2...0,3 висоти заготовки, а температура заморажування і охолодження - у межах -10...-8°С, що мінімізує енергоємність цього процесу. Встановлено також, що зміна теплового балансу при електрохімічному шліфуванні заморожених магнітотвердих матеріалів, зниження температури заготовок і температури електроліту в процесі шліфування дозволяє знизити кількість браку по наявності прижогів, термічних трі щин та сколів. Одночасно з цим попереднє заморажування в касетах суттєво знижує загальний час процесу шліфування за рахунок перекриття часу на заморажування та розморажування основним часом шліфування. Так оброблялась партія циліндричних магнітів, що входять в акустичну систему 05ГД52, діаметром 16мм і вишиною 12мм (після розрізання), виготовлених з сплаву ЮНДК24. Виконувалось електрохімічне шліфування торців заготовок на модернізованому плоскошліфувальному верстаті моделі ЗГ71 алмазним кругом АЧК 150X10X3 АСР 125/100 МВІ 150% у середовищі 15% розчину NaCI. Для приморажування використовували електроліт такої ж концентрації. Режими шліфування підбирались таким чином, щоб забезпечити рівний зйом металу по відомому і пропонуємому засобу. Отримані результати наведені в таблиці. Таким чином пропонуємий засіб підвищує якість і виробничність процесу електрохімічного шліфування, забезпечуючи надійність закріплення деталі при меньших енергетичних витрата х.
ДивитисяДодаткова інформація
Автори англійськоюBrovchenko Anatolii Mykhailovych, Korovaichenko Yurii Mykolaiovych
Автори російськоюБровченко Анатолий Михайлович, Коровайченко Юрий Николаевич
МПК / Мітки
Мітки: спосіб, шліфування, матеріалів, магнітотвердих, електрохімічного
Код посилання
<a href="https://ua.patents.su/3-23778-sposib-elektrokhimichnogo-shlifuvannya-magnitotverdikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного шліфування магнітотвердих матеріалів</a>
Електроліт для алмазно-електрохімічного шліфування постійних магнітів
Номер патенту: 23645
Опубліковано: 02.06.1998
Автори: Волченко Михайло Федорович, Бровченко Анатолій Михайлович
МПК: B23H 3/00
Мітки: електроліт, постійних, алмазно-електрохімічного, шліфування, магнітів
Формула / Реферат:
Електроліт для алмазно-електрохімічного шліфування постійних магнітів, який містить водний розчин фосфату натрію і колоїдний графіт, який відрізняється тим, що додатково містить полівінілпіроліден при слідуючому співвідношенні компонентів, мас. %: Фосфат натрію 5-10 Колоїдний графіт 0,75-1,5 Полівінілпіроліден 0,5-0,75 Вода ...
Машина для шліфування еластичних матеріалів, наприклад, шкіри і хутрових шкурок
Номер патенту: 20366
Опубліковано: 15.07.1997
Автори: Волощук Ірина Михайлівна, Волосовська Марія Павлівна, Стефанків Богдан Олексійович, Зварач Ігор Теодорович, Галига Мирон Миколайович, Плетньов Юрій Михайлович, Подоляк Петро Сафронович
МПК: C14B 1/00
Мітки: еластичних, матеріалів, наприклад, хутрових, шкіри, машина, шліфування, шкурок
Формула / Реферат:
1. Машина для шліфування еластичних матеріалів, наприклад, хутрових шкурок і шкіри, яка містить станину, змонтований на ній робочий вал, шліфувальне колесо, привід, яка відрізняється тим, що шліфувальне колесо з'єднане з валом з допомогою шарнірної муфти, а його робоча поверхня виконана у вигляді сфери, при цьому шліфувальне колесо встановлене з можливістю здійснення одночасно з обертальним рухом коливального навколо центру сфери відносно...
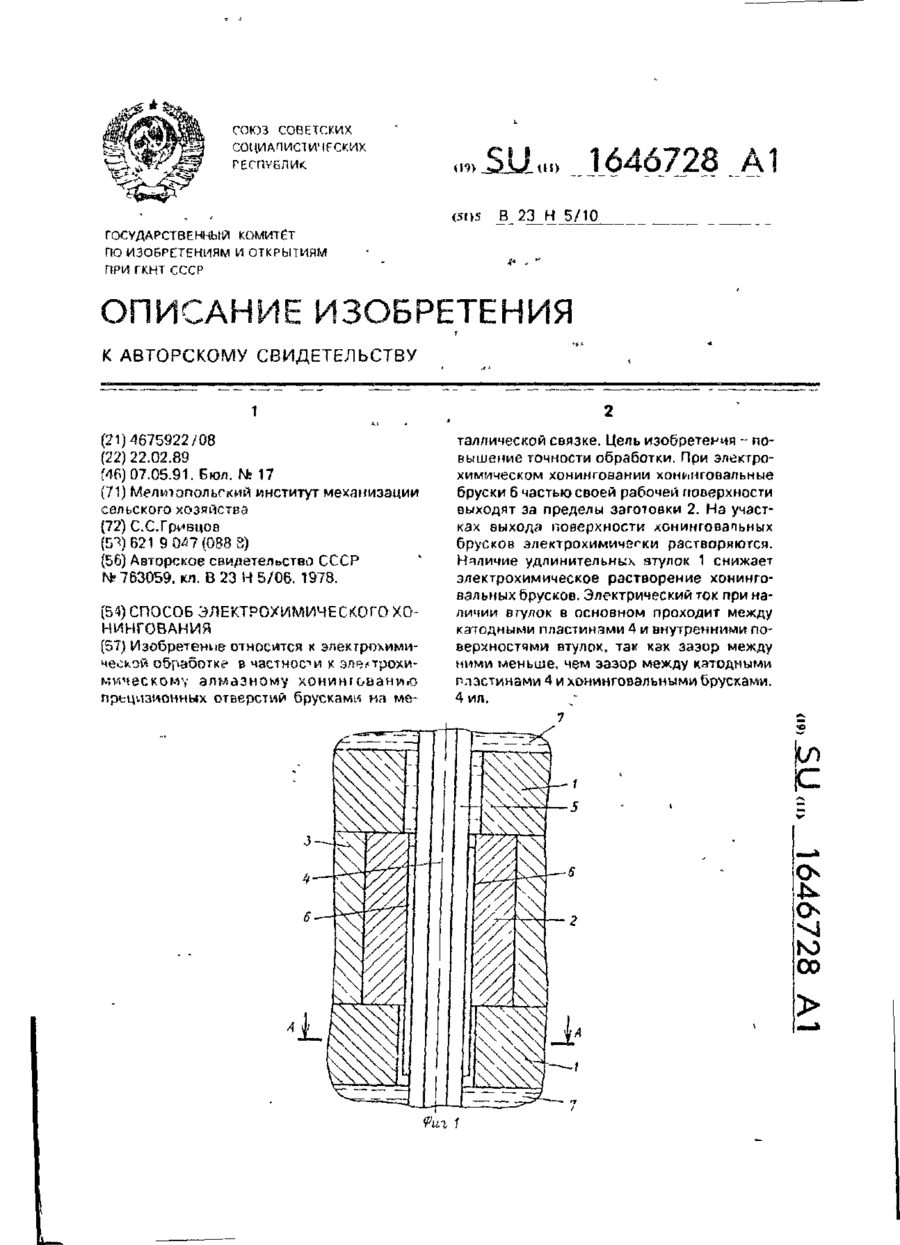
Спосіб електрохімічного хонінговання
Номер патенту: 9076
Опубліковано: 30.09.1996
Автор: Грівцов Станіслав Семенович
МПК: B23H 5/00
Мітки: хонінговання, спосіб, електрохімічного
Формула / Реферат:
Способ электрохимического хонингования прецизионных отверстий алмазными брусками на металлической связке, при котором исключают растравливание участков хонинговальных брусков, выходящих из зоны обработки, отличающийся тем, что, с целью повышения точности обработки, вне зоны хонингования устанавливают удлинительные втулки величиной, равной участкам брусков, выходящих в процессе обработки за пределы обрабатываемого отверстия.
Засіб зварювання встик заготівок із плакірованих металевих композиційних матеріалів
Номер патенту: 11352
Опубліковано: 25.12.1996
Автори: Титов Вячеслав Андрійович, Борисов Михайло Тимофійович, Чаюн Андрій Григорович, Сергацький Георгій Іванович
МПК: B23K 33/00
Мітки: металевих, встик, матеріалів, зварювання, заготівок, плакірованих, композиційних, засіб
Формула / Реферат:
Способ сварки встык заготовок из плакированных металлических композиционных материалов, при котором стыковку и сварку производят по плакирующему слою, отличающийся тем, что, с целью повышения прочности и снижения материалоемкости сварного соединения, свариваемые кромки заготовок изгибают, затем удаляют отогнутую часть, выступающую за поверхность заготовки заподлицо с ней, и на каждой кромке выполняют скос со стороны изогнутой части кромки...
Спосіб шліфування складних поверхонь і пристрій для його здійснення
Номер патенту: 7840
Опубліковано: 26.12.1995
Автори: Криженко Володимир Петрович, Сурда Микола Васильович, Горбачов Олександр Федорович, Тарелін Анатолій Олексійович
МПК: B24B 51/00
Мітки: складних, пристрій, здійснення, шліфування, поверхонь, спосіб
Формула / Реферат:
1. Способ шлифования сложных поверхностей, при котором исполнительному органу станка с инструментом задают перемещение по программе эквидистантно профилю готовой детали, а инструменту сообщают дополнительное перемещение относительно исполнительного органа станка, обеспечивая при этом упругое поджатие инструмента к детали в плоскости подачи его на врезание, а при достижении заданного профиля дополнительное перемещение ограничивают,...
Попередній патент: Склад для сухого сніданку з пшениці, збагаченого білком
Наступний патент: Дугова сталеплавильна піч
Випадковий патент: Система для знешкодження токсичних речовин