Спосіб електрохімічного знежирювання сталевих виробів
Номер патенту: 55970
Опубліковано: 15.04.2003
Автори: Гапонов Олександр Олексійович, Криштоп Юрій Григорович, Трофіменко Віталій Володимирович
Формула / Реферат
Спосіб електрохімічного знежирювання сталевих виробів, який включає обробку у водному розчині натрію гідроксиду у режимі катодного і анодного ввімкнення струму, який відрізняється тим, що знежирювання проводять при температурах 10-20°С, а в розчин додатково вводять цинку оксид або цинку оксид і полімерну тетраалкіламонієву сіль.
Текст
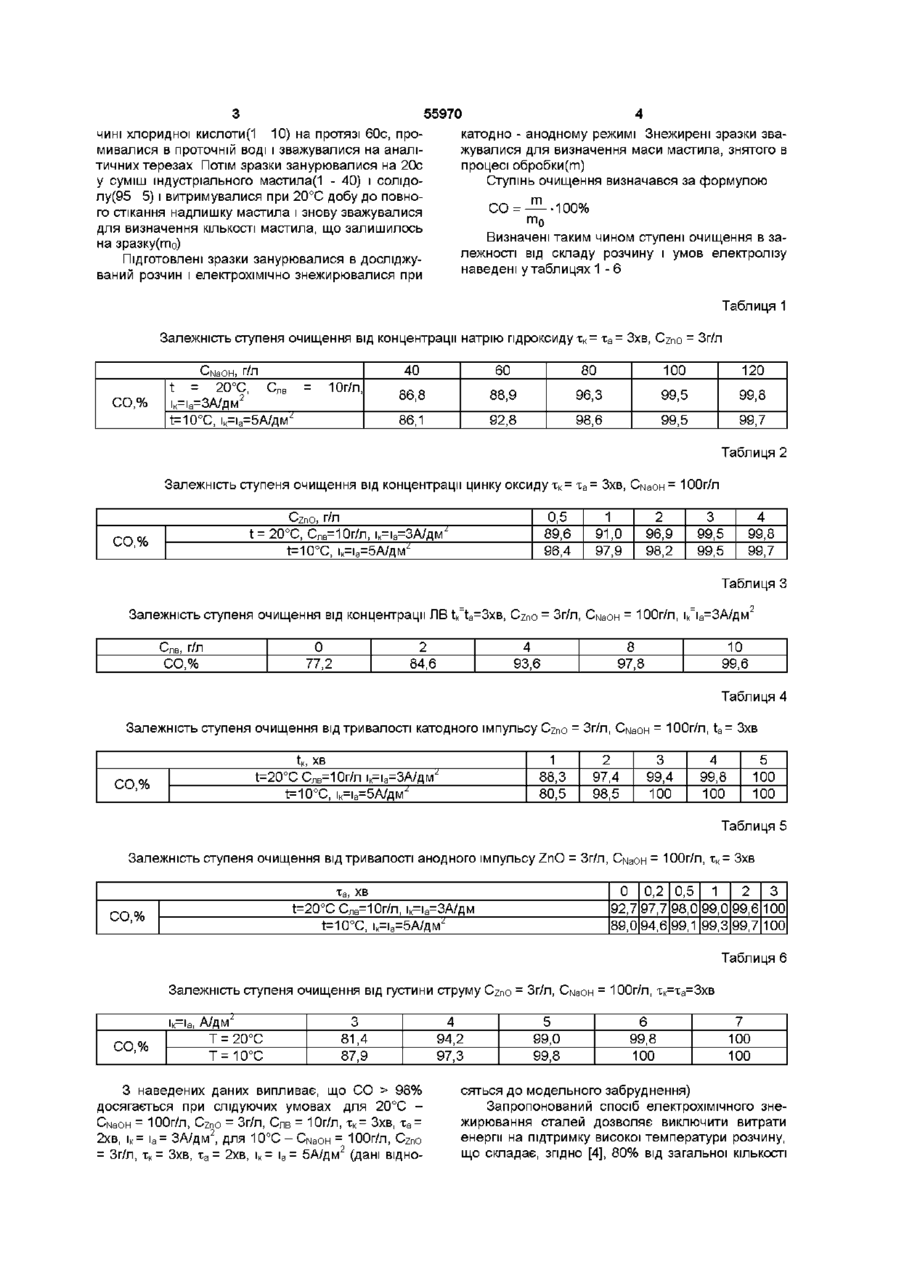
Спосіб електрохімічного знежирювання сталевих виробів, який включає обробку у водному розчині натрію гідроксиду у режимі катодного і анодного ввімкнення струму, який відрізняється тим, що знежирювання проводять при температурах 10 - 20°С, а в розчин додатково вводять цинку оксид або цинку оксид і полімерну тетраалкіламонієву сіль Винахід відноситься до електрохімічної обробки металів, а саме до способів електрохімічного знежирювання сталевих виробів від забруднень технологічними мастилами Відомий спосіб електрохімічного знежирювання [1], заснований на обробці в дуже розведеному(0,1 - 2,8%) розчині фосфатної кислоти в режимі анодної або імпульсної поляризації При цьому не вказується спосіб видалення забруднення з електроліту Наведені дані про КІЛЬКІСТЬ залишених після знежирювання мастил викликають сумнів, так як вони, внаслідок малих мас, не могли бути визначені гравіметричним методом Найбільш близьким за технологічною сутністю до способу, що пропонується, є спосіб електрохімічного знежирювання сталевих виробів з розчину, що містить NaOH (20 - 40г/л), Na 2 SiO 3 9H 2 0 (10 20г/л), Na4P2O710H2O (10 - 20г/л), Na3PO412H2O (10 - 20г/л), синтанол ДС-10 (0,4 - 0,6г/л), диспергатор НФ (0,5 - 0,7г/л), аспарал Ф(0,1 - 0,Зг/л), змочувач СВ-1147 (0,2 - 1,6г/л), КЕ-10-01 (0,03 0,05г/л), знежирювання проводять при катодному і анодному циклах електролізу [2] Задовільний ступінь очищення(СО) досягається в інтервалі температур 80° - 100°С, що пов'язано з великими енергетичними витратами на підігрів ванн, інтенсивним випаровуванням електроліту, у зв'язку з чим створюються несприятливі санітарно-гігієнічні умови праці і виникає необхідність постійного контролю концентрацій складових подальшою складною працемісткою стадією очищення, або, найчастіше, до поховання розчину Недоліком цього електроліту є також наявність у його складі силікатів, карбонатів, фосфатів, що вимагає ретельного очищення стічних вод В основу винаходу поставлено задачу розробки способу електрохімічного знежирювання сталевих виробів шляхом удосконалення складу електроліту, що дозволяє проводити знежирювання при знижених температурах у відсутності емульгаторів і диспергаторів Ця задача вирішується тим, що в способі електрохімічного знежирювання сталевих виробів, який включає обробку у водному розчині натрію гідроксиду у режимі катодного і анодного ввімкнення струму, знежирювання проводять при температурі 10 - 20°С, а в розчин додатково вводять цинку оксид або цинку оксид і полімерну тетраалкіламонієву сіль Полімерна тетраалкіламонієва сіль(ЛВ) синтезується згідно [3] Десорбовані забруднення концентруються на поверхні розчину і видаляються стандартними технологічними прийомами Проведення знежирювання за межами інтервалу 10 - 20°С не бажано у зв'язку з витратами енергії на нагрів або охолодження розчину Миюча дія даного розчину заснована на диспергуванні та емульгуванні десорбованих забруднень, що веде до їх накопичення в об'ємі розчину і при досягненні деякої критичної концентрації приводить або до необхідності заміни електроліту з Концентрації компонентів, густини катодного (ік) і анодного (іа) струмів, тривалості катодного (хК) і анодного (х3) періодів підбирають у залежності від КІЛЬКОСТІ забруднення, його типу, часу перебування забруднення на виробі Як приклад виробів, що знежирюються, використовувалися пластини зі сталі 08 КП розміром 20 х 50мм Перед зажирюванням вони ретельно очищалися віденським вапном, травилися в роз ю ю 55970 чині хлоридної кислоти(1 10) на протязі 60с, промивалися в проточній воді і зважувалися на аналітичних терезах Потім зразки занурювалися на 20с у суміш індустріального мастила(1 - 40) і солідолу(95 5) і витримувалися при 20°С добу до повного стікання надлишку мастила і знову зважувалися для визначення КІЛЬКОСТІ мастила, що залишилось на зразку(гтіо) Підготовлені зразки занурювалися в досліджуваний розчин і електрохімічно знежирювалися при катодно - анодному режимі Знежирені зразки зважувалися для визначення маси мастила, знятого в процесі обробки(т) Ступінь очищення визначався за формулою СО = m •100% Визначені таким чином ступені очищення в залежності від складу розчину і умов електролізу наведені у таблицях 1 - 6 Таблиця 1 Залежність ступеня очищення від концентрації натрію гідроксиду т к = т а = Зхв, Czno - Зг/л со,% СыаОН, Г/Л t = 20°С, Слв = і к =і а =ЗА/дм 2 Т=10°С, Ік=Іа=5А/ДМ^ 40 60 80 100 120 86,8 88,9 96,3 99,5 99,8 86,1 Юг/л, 92,8 98,6 99,5 99,7 Таблиця 2 Залежність ступеня очищення від концентрації цинку оксиду т к = т а = Зхв, Смаон- 100г/л 0,5 89,6 96,4 CznO, Г/Л t = 20°С, Слв=Юг/л, і к =і а =ЗА/дм^ Т=10°С, Ік=Іа=5А/ДМ^ СО,% 1 91,0 97,9 2 96,9 98,2 3 99,5 99,5 4 99,8 99,7 Таблиця З Залежність ступеня очищення від концентрації ЛВ tK ta=3xB, Czno - Зг/л, Сыаон - ЮОг/л, ік 1а=ЗА/дм; 0 77,2 Слв, Г/Л СО,% 2 84,6 4 93,6 8 97,8 10 99,6 Таблиця 4 Залежність ступеня очищення від тривалості катодного імпульсу Czno - Зг/л, Смаон - ЮОг/л, t a = Зхв t K , ХВ t=20°C Слв=Юг/л ік=іа=ЗА/дм^ t=10°C, Ік=Іа=5А/ДМ^ СО,% 1 88,3 80,5 2 97,4 98,5 3 99,4 100 4 99,8 100 5 100 100 Таблиця 5 Залежність ступеня очищення від тривалості анодного імпульсу ZnO = Зг/л, Смаон - ЮОг/л, т к = Зхв 0 0,2 0,5 1 2 3 92,7 97,7 98,0 99,0 99,6 100 89,0 94,6 99,1 99,3 99,7 100 Та, ХВ t=20°C Слв=Юг/л, і к =і а =ЗА/дм t=10°C, Ік=Іа=5А/ДМ^ со,% Таблиця 6 Залежність ступеня очищення від густини струму Czno - Зг/л, Смаон - ЮОг/л, тк=та=3хв Ік=Іа, А/ДМ^ со,% Т = 20°С Т = 10°С 3 81,4 87,9 З наведених даних випливає, що CO > 98% досягається при слідуючих умовах для 20°С Сыаон - Ю0г/л, Czno - Зг/л, Слв - Юг/л, т к = Зхв, т а = 2хв, і к = і а = ЗА/дм2, для 10°С -C N a oH = ЮОг/л, Czno = Зг/л, тк = Зхв, ха = 2хв, і к = і а = 5А/дм2 (дані відно 4 94,2 97,3 5 99,0 99,8 6 99,8 100 7 100 100 сяться до модельного забруднення) Запропонований спосіб електрохімічного знежирювання сталей дозволяє виключити витрати енергії на підтримку високої температури розчину, що складає, згідно [4], 80% від загальної КІЛЬКОСТІ 5 55970 6 енергії, що витрачається на знежирювання при чину використанні традиційних методів, знизити витраДжерела інформації ти води при випаровуванні і промиванні деталей 1 А с СРСР №1612645, МКВ 3 25 F 1/00, після знежирювання, виключити використання со1988 лей СИЛІЦІЮ та фосфору, спростити очищення роз2 А с СРСР №933825, МКВ 3 25 F 1/00, чину від забруднень і збільшити термін його екс1982(прототип) плуатацм, істотно поліпшити санітарно - ГІГІЄНІЧНИЙ З А С СРСР №1581781, МКВ 3 25 D 3/22, режим на робочих місцях, підвищити рівень еколо1990 пчної безпеки процесу і зменшити витрати на 4 Гибкие автоматизированные линии Спраочищення стічних вод після операції знежирюванвочник / Под ред Зубченко В Л - М Машиноня, спростити операцію коректування складу розстроение, 1989 - с 672 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the steel articles electrochemical degreasing
Назва патенту російськоюСпособ электрохимическогообезжиривания стальных изделий
МПК / Мітки
МПК: C25F 1/00
Мітки: знежирювання, виробів, сталевих, спосіб, електрохімічного
Код посилання
<a href="https://ua.patents.su/3-55970-sposib-elektrokhimichnogo-znezhiryuvannya-stalevikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного знежирювання сталевих виробів</a>
Спосіб збагачування цинком розплаву для цинкування сталевих виробів
Номер патенту: 30641
Опубліковано: 15.12.2000
Автори: Агапов Володимир Миколайович, Куцін Володимир Семенович, Мітніков Ілля Юхимович, Гончар Володимир Павлович, Сергєєв Віктор Володимирович, Макієвський Юрій Ізотович
МПК: C23C 2/06
Мітки: цинком, цинкування, виробів, сталевих, спосіб, збагачування, розплаву
Формула / Реферат:
Спосіб збагачення цинком розплаву для цинкування сталевих виробів, що включає збір вигарків з дзеркала розплаву, їх здрібнення, виділення з вигарків, покритих їх залишками, часток цинку та наступне уведення цих часток у розплав, який відрізняється тим, що покриті залишками вигарків частки цинку перед уведенням у розплав розміщують у перфорованому контейнері, у якому їх промивають, флюсують та сушать, а потім здійснюють уведення у розплав...
Спосіб термічної обробки сталевих виробів
Номер патенту: 40309
Опубліковано: 16.07.2001
Автори: Семенов Олег Сергійович, Краснобрижев Віктор Георгійович, Шварцман Леонід Якович
Мітки: обробки, термічної, спосіб, виробів, сталевих
Формула / Реферат:
Спосіб термічної обробки сталевих виробів з використанням електромагнітного поля, який включає попередню деформацію, нагрів до температури відпалу, витримку до одержання необхідної структури, охолодження, який відрізняється тим, що діють електромагнітним полем з частотою, яка відповідає власній резонансній частоті оброблюваної сталі, перед відпалом, під час відпалу, а також при охолодженні виробів.
Спосіб обробки сталевих виробів у газових середовищах

Номер патенту: 54658
Опубліковано: 17.03.2003
Автори: Іваніцин Микола Петрович, Ткаченко Микола Степанович, Гаєвий Олександр Олександрович, Буравльов Юрій Матвійович, Мілосласький Олександр Григорович
Мітки: газових, виробів, обробки, середовищах, сталевих, спосіб
Формула / Реферат:
Спосіб обробки сталевих виробів у газових середовищах, що включає попереднє оксидування та наступну хіміко-термічну обробку, який відрізняється тим, що попереднє оксидування ведуть у потоці повітря при температурі 800-1000°С протягом 10 хвилин, після чого проводять короткочасну цементацію.
Спосіб поверхневої обробки сталевих виробів
Номер патенту: 42503
Опубліковано: 15.10.2001
Автори: Алімов Валерій Іванович, Кримов Віталій Миколайович, Беліков Олександр Миколайович
МПК: C23C 8/08
Мітки: спосіб, виробів, обробки, сталевих, поверхневої
Формула / Реферат:
Спосіб поверхневої обробки сталевих виробів, переважно різального інструменту, який включає насичення вуглецем поверхні, який відрізняється тим, що перед насиченням вуглецем на поверхню виробу з низьковуглецевої сталі наносять обмазку, яка містить легуючі елементи, що входять до складу інструментальної сталі, а насичення вуглецем поверхні здійснюють вуглецевою плазмою до вмісту 0,7-0,95 %.
Спосіб електрохімічного отримання вуглекислих солей металів d-елементів
Номер патенту: 33297
Опубліковано: 15.02.2001
Автор: Кіктев Микола Олександрович
МПК: C01B 31/24
Мітки: d-елементів, спосіб, солей, металів, вуглекислих, отримання, електрохімічного
Текст:
Попередній патент: Пристрій для фіксації шийного відділу хребта
Наступний патент: Спосіб визначення флувалінату в меді
Випадковий патент: Застосування тензометричного пристрою професора грабара як бістабільного датчика дистанційного контролю несанкціонованого доступу