Спосіб виробництва колектора
Номер патенту: 63644
Опубліковано: 15.01.2004
Автори: Клімченкова Наталія Валеріївна, Клімченков Валерій Тимофійович
Формула / Реферат
Спосіб виробництва колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складових частин металевого корпуса, від яких кільце ізолюють манжетами і закріплюють між ними за допомогою стяжних елементів, що включає виготовлення деталей конструкції, зборку кільця, статичне формування кільця, зборку колектора, статичне формування колектора, динамічне формування колектора, який відрізняється тим, що при зборці кільця і колектора знижують зусилля запресовування на величину приросту тиску на етапі прогрівання зазначених конструкцій при статичних формуваннях, на етапі випікання ізоляційних деталей інтервал часу між черговими підпресуваннями задають відповідно до закономірності усадки матеріалу цих деталей і падіння тиску, на етапі охолодження конструкцій - відповідно до закономірності зменшення лінійних розмірів деталей і падіння тиску.
Текст
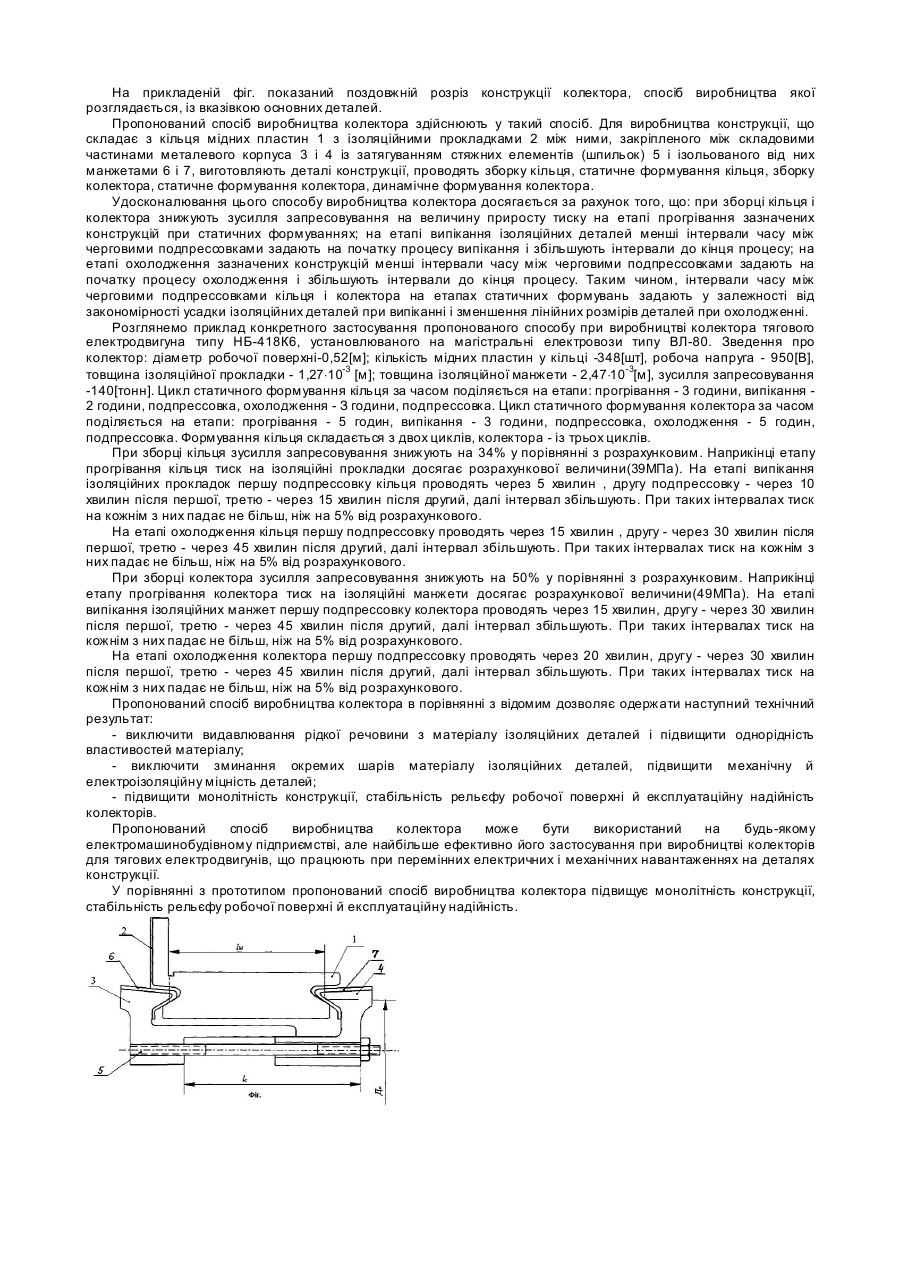
Винахід відноситься до галузі техніки, а саме до електромашинобудування, і може бути використане при виробництві колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складових частин металевого корпуса, від яких кільце ізолюють манжетами і закріплюють між ними за допомогою стяжних елементів, наприклад, при виробництві колекторів для тягових електродвигунів. Відомий спосіб виробництва колектора, що включає виготовлення деталей конструкції, зборку з запресовуванням кільця, статичне формування кільця, зборку з запресовуванням колектора, статичне формування колектора, динамічне формування колектора (див. Способ изготовления коллектора электрической машины / В.П. Омельченко, В.И. Коротков, В.Г. Щербаков и П.М. Лузиков, СССР; А.С. №1555752; H01R43/06; Заявл. 07.04.87; Опубл. 07.14.90. Бюл. №13). Цикл статичного формування кільця при цьому включає етапи: прогрівання конструкції в електропечі до заданої температури; випікання ізоляційних деталей; подпрессовку; охолодження конструкції в холодильній камері до температури в цеху; подпрессовку. Цикл статичного формування зібраного колектора включає ті ж етапи. Цикл динамічного формування супроводжується обертанням колектора. Недоліком відомого способу виробництва колектора є коливання тиску на поверхні ізоляційних деталей, що випікаються: при статичних формуваннях: на етапі прогрівання тиск зростає до 50 %; на етапах випікання й охолодження знижується тією ж мірою; подпрессовки конструкцій, проведені наприкінці етапів випікання й охолодження, різко відновлюють величину тиску до розрахункового. Різкі коливання тиску погіршують якісні показники ізоляційних деталей: знижують механічну й електроізоляційну міцність, приводять до неоднорідності властивостей по координатах товщини, радіуса кільця, довжини кола, викликають видавлювання рідкої речовини з матеріалу деталей і зминання деяких шарів, ведуть в остаточному підсумку до зниження надійності колекторів в умовах експлуатації. Найбільш близьким по технічній сутності є спосіб виробництва колектора, що включає виготовлення деталей конструкції, зборку кільця, статичне формування кільця, зборку колектора, статичне формування колектора, динамічне формування колектора (див. Спосіб виробництва колектора/ Н.В. Клімченкова, В.Т. Клімченков. Україна, патент №42958А; H01R43/06, Н02К15/00; Заяв. 18.07.2000; Опубл. 15.11.2001, бюл. №10). Цьому способу виробництва колектора присутні наступні недоліки: - коливання тиску при статичних формуваннях кільця і колектора, що супроводжуються збільшенням тиску при прогріваннях конструкцій, зниженням при випіканнях ізоляційних деталей і охолодженнях конструкцій, різкою зміною величини тиску при подпрессовках; - коливання тиску при статичних формуваннях погіршують якісні показники ізоляційних деталей, що випікаються, і знижують експлуатаційну надійність колекторів, що вип ускаються; - інтервали часу між черговими подпрессовками конструкцій не погоджені з закономірністю усадки матеріалу ізоляційних деталей, що випікаються, і падіння тиску з цієї причини, що несприятливо відбивається на Їхній якості; - інтервали часу між черговими подпрессовками конструкцій не погоджені з закономірністю зменшення лінійних розмірів деталей при охолодженнях і падіння тиску з цієї причини, що несприятливо для ізоляційних деталей, що випікаються. В основу винаходу поставлена задача удосконалювання способу виробництва колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складових частин металевого корпуса, від яких кільце ізолюють манжетами і закріплюють між ними за допомогою стяжних елементів, що включає виготовлення деталей конструкції, зборку кільця, статичне формування кільця, зборку колектора, статичне формування колектора, динамічне формування колектора. Поставлена задача вирішується за рахунок того, що: у пропонованому способі виробництва колектора при зборці кільця і колектора знижують зусилля запресовування на величину приросту тиску на етапі прогрівання зазначених конструкцій при статичних формуваннях; на етапі випікання ізоляційних деталей інтервали часу між черговими подпрессовками задають у залежності від закономірності падіння тиску через усадку матеріалів; на етапі охолодження зазначених конструкцій інтервали часу між черговими подпрессовками задають у залежності від закономірності падіння тиску через зменшення лінійних розмірів деталей. Динамічне формування колектора проводять у такий же спосіб, як у відомому способі. Пропонована сукупність ознак дозволяє установити припустиму межу відхилення тиску при випіканні ізоляційних деталей у 5% від розрахункового, стабілізувати тиск, виключити несприятливі умови випікання цих деталей. Використання запропонованого способу виробництва колектора дозволяє одержати наступний технічний результат: - на етапі прогрівання конструкцій виключається видавлювання рідкої речовини з матеріалу ізоляційних деталей, що підвищує однорідність властивостей матеріалу по координатах простору; - стабілізація тиску на етапі випікання ізоляційних деталей веде до підвищення механічної й електроізоляційної міцності їхнього матеріалу, якості колекторів, що вип ускаються, і їхньої надійності; - стабілізація тиску на етапі охолодження конструкцій виключає різку зміну тиску при подпрессовках і зминання шарів матеріалу ізоляційних деталей, підвищує монолітність конструкції і стабільність рельєфу робочої поверхні в умовах експлуатації колектора. Відомі способи виробництва колектора, що включають виготовлення деталей конструкції, зборку кільця, статичне формування кільця, зборку колектора, статичне формування колектора, динамічне формування колектора. Однак коливання тиску при статичних формуваннях на етапах прогрівання конструкції, випікання ізоляційних деталей і охолодження конструкцій, при подпрессовках знижують якісні показники ізоляційних деталей, що випікаються, монолітність колекторів, що вип ускаються, і їхню експлуатаційну надійність. Істотною відмінністю пропонованого способу виробництва колектора є те, що при зборці кільця і колектора знижують зусилля запресовування, а на етапах випікання ізоляційних деталей і охолодження зазначених конструкцій чергові подпрессовки проводять з інтервалом часу, що залежить від закономірності усадки матеріалу ізоляційних деталей і зменшення лінійних розмірів деталей, тим самим стабілізують тиск і виключають несприятливі впливи на ізоляційні деталі. На прикладеній фіг. показаний поздовжній розріз конструкції колектора, спосіб виробництва якої розглядається, із вказівкою основних деталей. Пропонований спосіб виробництва колектора здійснюють у такий спосіб. Для виробництва конструкції, що складає з кільця мідних пластин 1 з ізоляційними прокладками 2 між ними, закріпленого між складовими частинами металевого корпуса 3 і 4 із затягуванням стяжних елементів (шпильок) 5 і ізольованого від них манжетами 6 і 7, виготовляють деталі конструкції, проводять зборку кільця, статичне формування кільця, зборку колектора, статичне формування колектора, динамічне формування колектора. Удосконалювання цього способу виробництва колектора досягається за рахунок того, що: при зборці кільця і колектора знижують зусилля запресовування на величину приросту тиску на етапі прогрівання зазначених конструкцій при статичних формуваннях; на етапі випікання ізоляційних деталей менші інтервали часу між черговими подпрессовками задають на початку процесу випікання і збільшують інтервали до кінця процесу; на етапі охолодження зазначених конструкцій менші інтервали часу між черговими подпрессовками задають на початку процесу охолодження і збільшують інтервали до кінця процесу. Таким чином, інтервали часу між черговими подпрессовками кільця і колектора на етапах статичних формувань задають у залежності від закономірності усадки ізоляційних деталей при випіканні і зменшення лінійних розмірів деталей при охолодженні. Розглянемо приклад конкретного застосування пропонованого способу при виробництві колектора тягового електродвигуна типу НБ-418К6, установлюваного на магістральні електровози типу ВЛ-80. Зведення про колектор: діаметр робочої поверхні-0,52[м]; кількість мідних пластин у кільці -348[шт], робоча напруга - 950[В], товщина ізоляційної прокладки - 1,27×10-3 [м]; товщина ізоляційної манжети - 2,47×10-3[м], зусилля запресовування -140[тонн]. Цикл статичного формування кільця за часом поділяється на етапи: прогрівання - 3 години, випікання 2 години, подпрессовка, охолодження - З години, подпрессовка. Цикл статичного формування колектора за часом поділяється на етапи: прогрівання - 5 годин, випікання - 3 години, подпрессовка, охолодження - 5 годин, подпрессовка. Формування кільця складається з двох циклів, колектора - із трьох циклів. При зборці кільця зусилля запресовування знижують на 34% у порівнянні з розрахунковим. Наприкінці етапу прогрівання кільця тиск на ізоляційні прокладки досягає розрахункової величини(39МПа). На етапі випікання ізоляційних прокладок першу подпрессовку кільця проводять через 5 хвилин , другу подпрессовку - через 10 хвилин після першої, третю - через 15 хвилин після другий, далі інтервал збільшують. При таких інтервалах тиск на кожнім з них падає не більш, ніж на 5% від розрахункового. На етапі охолодження кільця першу подпрессовку проводять через 15 хвилин , другу - через 30 хвилин після першої, третю - через 45 хвилин після другий, далі інтервал збільшують. При таких інтервалах тиск на кожнім з них падає не більш, ніж на 5% від розрахункового. При зборці колектора зусилля запресовування знижують на 50% у порівнянні з розрахунковим. Наприкінці етапу прогрівання колектора тиск на ізоляційні манжети досягає розрахункової величини(49МПа). На етапі випікання ізоляційних манжет першу подпрессовку колектора проводять через 15 хвилин, другу - через 30 хвилин після першої, третю - через 45 хвилин після другий, далі інтервал збільшують. При таких інтервалах тиск на кожнім з них падає не більш, ніж на 5% від розрахункового. На етапі охолодження колектора першу подпрессовку проводять через 20 хвилин, другу - через 30 хвилин після першої, третю - через 45 хвилин після другий, далі інтервал збільшують. При таких інтервалах тиск на кожнім з них падає не більш, ніж на 5% від розрахункового. Пропонований спосіб виробництва колектора в порівнянні з відомим дозволяє одержати наступний технічний результат: - виключити видавлювання рідкої речовини з матеріалу ізоляційних деталей і підвищити однорідність властивостей матеріалу; - виключити зминання окремих шарів матеріалу ізоляційних деталей, підвищити механічну й електроізоляційну міцність деталей; - підвищити монолітність конструкції, стабільність рельєфу робочої поверхні й експлуатаційну надійність колекторів. Пропонований спосіб виробництва колектора може бути використаний на будь-якому електромашинобудівному підприємстві, але найбільше ефективно його застосування при виробництві колекторів для тягових електродвигунів, що працюють при перемінних електричних і механічних навантаженнях на деталях конструкції. У порівнянні з прототипом пропонований спосіб виробництва колектора підвищує монолітність конструкції, стабільність рельєфу робочої поверхні й експлуатаційну надійність.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for producing a commutator
Автори англійськоюKlimchenkov Valerii Tymofiiovych, Klimchenkova Nataliya Valeriivna
Назва патенту російськоюСпособ изготовления коллектора электрической машины
Автори російськоюКлимченков Валерий Тимофеевич, Климченкова Наталья Валерьевна
МПК / Мітки
МПК: H02K 15/00, H01R 43/06
Мітки: спосіб, виробництва, колектора
Код посилання
<a href="https://ua.patents.su/2-63644-sposib-virobnictva-kolektora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва колектора</a>
Спосіб виробництва колектора
Номер патенту: 42958
Опубліковано: 15.11.2001
Автори: Клімченков Валерій Тимофійович, Клімченкова Наталія Валеріївна
МПК: H02K 15/00, H01R 43/06
Мітки: виробництва, спосіб, колектора
Формула / Реферат:
Спосіб виробництва колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складових частин металевого корпуса, від яких кільце ізолюють манжетами і закріплюють між ними за допомогою стяжних елементів корпуса, що включає виготовлення деталей конструкції, збирання кільця і випікання прокладок у зібраному кільці, збирання колектора і випікання манжет у зібраному колекторі, обертання з випробувальною частотою і нагріванням...
Спосіб динамічної формовки колектора електричної машини, який складається з кільця мідних колекторних пластин з ізоляційними прокладками між ними і сталевих кріпильних елементів
Номер патенту: 40121
Опубліковано: 16.07.2001
Автори: Клімченкова Наталія Валеріївна, Клімченков Валерій Тимофійович
МПК: H02K 15/00, H01R 43/06
Мітки: електричної, кільця, колектора, формовки, елементів, колекторних, пластин, мідних, ізоляційними, кріпильних, складається, спосіб, динамічної, машини, ними, прокладками, сталевих
Формула / Реферат:
Спосіб динамічної формовки колектора електричної машини, який складається з кільця мідних колекторних пластин з ізоляційними прокладками між ними і сталевих кріпильних елементів, що вміщує обертальний рух з частотою, яка перевищує максимальну конструктивну, нагрівання до заданої температури, витримку при цій температурі упродовж часу формування і підтягування кріпильних елементів, який відрізняється тим, що під час підвищення температури...
Спосіб підвищення видобутку нафти з нафтового колектора
Номер патенту: 38297
Опубліковано: 15.05.2001
Автори: Бугай Юрій Миколайович, Фролагін Володимир Олександрович, Казанцев Віктор Михайлович, Балакіров Юрій Айрапетович
МПК: E21B 43/25, E21B 43/00, E21B 43/27, E21B 36/00
Мітки: нафти, видобутку, нафтового, колектора, підвищення, спосіб
Текст:
...електричний опір каналів, створених розчином кислотного електроліту в нафтовому пласті, буде малим порівняно з опором інших гірських порід, то основна частина струму пройде через утворені канали, нагріваючи при цьому продуктивний пласт. При проходженні електричного струму зростає рухливість хімічно активного кислотного розчину і вуглеводневої рідини, що сприяє дифузійному проникненню кислотного розчину углиб нафтоносного колектора і...
Спосіб підвищення видобутку нафти з нафтового колектора
Номер патенту: 53068
Опубліковано: 15.01.2003
Автори: Бугай Юрій Миколайович, Казанцев Віктор Михайлович, Балакіров Юрій Айрапетович, Фролагін Володимир Олександрович
МПК: E21B 36/00, E21B 43/00, E21B 43/25
Мітки: видобутку, підвищення, нафти, спосіб, колектора, нафтового
Формула / Реферат:
Спосіб підвищення видобутку нафти з нафтового колектора, що включає одночасне закачування розчину кислотного електроліту принаймні в дві близько розташовані свердловини з протискуванням його в продуктивний пласт та наступне пропускання через колектор змінного електричного струму, який відрізняється тим, що закачування розчину кислотного електроліту здійснюють порціями, причому після кожної порції розчину електроліту в пласт додатково...
Спосіб обробки привибійної зони карбонатного колектора
Номер патенту: 62156
Опубліковано: 15.12.2003
Автори: Зеленський Володимир Юрійович, Іванків Ольга Олександрівна, Зезекало Іван Гаврилович, Троцький Василь Пилипович
МПК: E21B 43/27
Мітки: обробки, зони, спосіб, колектора, карбонатного, привибійної
Формула / Реферат:
Спосіб обробки привибійної зони карбонатного колектора, що включає закачування суміші органічної кислоти (оцтової), мінеральної солі (природного бішофіту) в пласт, який відрізняється тим, що під час руху суміші в глибину привибійної зони свердловини в процесі реакції з наступним розчиненням карбонатів пласта утворюється соляна кислота, а суміш органічної кислоти і мінеральної солі, інгібітора корозії та ПАР беруть при наступному...
Попередній патент: Запірно-регулюючий пристрій з пружною пластичною вставкою
Наступний патент: Паливозаправна колонка
Випадковий патент: Пристрій для роздрібнення конкрементів