Спосіб виробництва колектора
Номер патенту: 42958
Опубліковано: 15.11.2001
Автори: Клімченков Валерій Тимофійович, Клімченкова Наталія Валеріївна
Формула / Реферат
Спосіб виробництва колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складових частин металевого корпуса, від яких кільце ізолюють манжетами і закріплюють між ними за допомогою стяжних елементів корпуса, що включає виготовлення деталей конструкції, збирання кільця і випікання прокладок у зібраному кільці, збирання колектора і випікання манжет у зібраному колекторі, обертання з випробувальною частотою і нагріванням після завершення процесу випікання ізоляційних деталей, який відрізняється тим, що збирають колектор зі складових конструкцію деталей, обертають з випробувальною частотою, потім одночасно випікають прокладки і манжети в зібраному колекторі, який обертається.
Текст
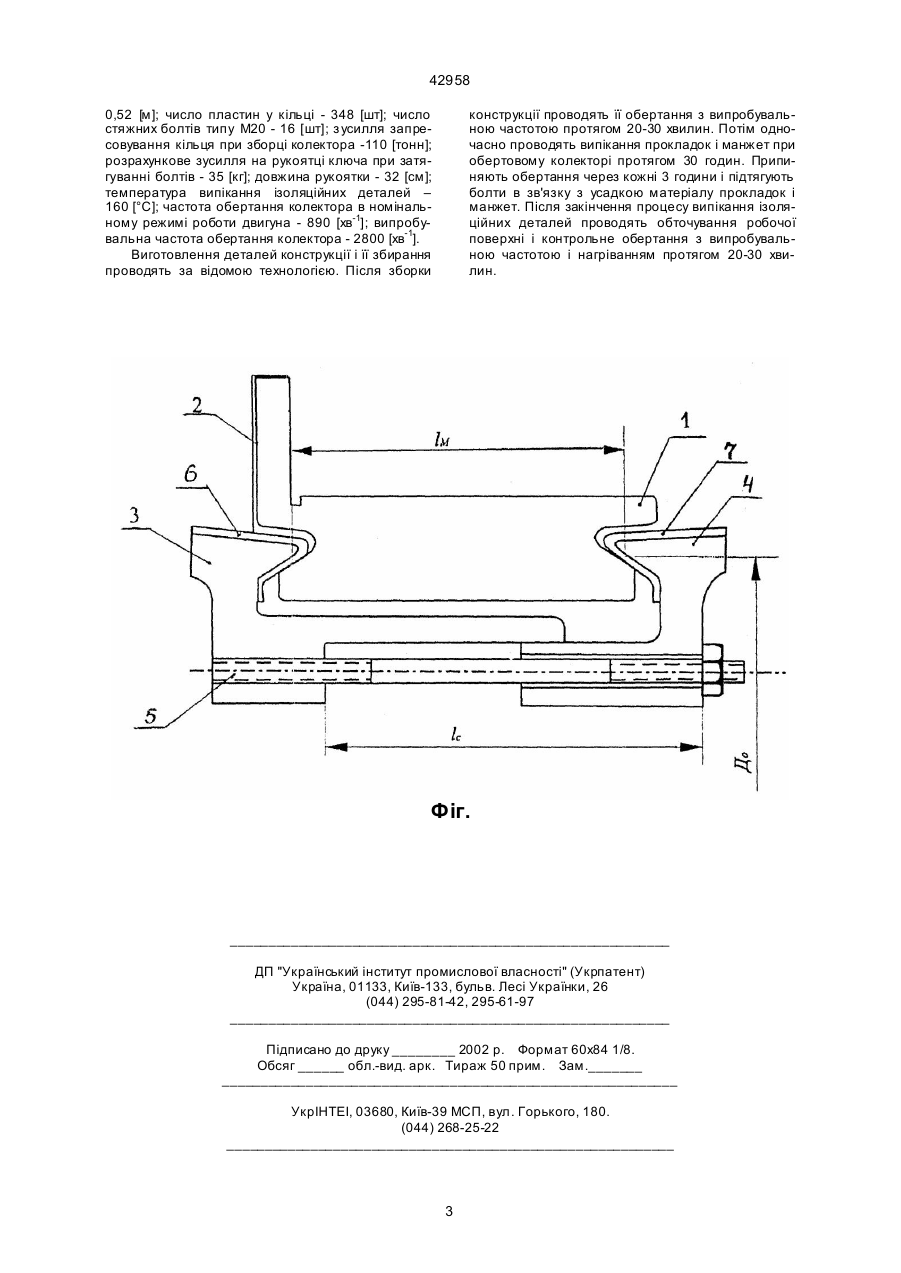
Спосіб виробництва колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складових частин металевого корпуса, від 42958 - при випіканні манжет у зібраному колекторі, супроводжуваному подпрессовками через усадку їхнього матеріалу, відбувається закріплення деталей у хи тких положеннях, отриманих при збиранні конструкції, а після завершення процесу випікання манжет деталі піддаються впливу відцентрових сил при випробувальній частоті обертання, що змушує їх змішатися в більш стійкі положення в межах обсягу конструкції; - зміщення деталей колектора в більш стійкі положення, що відповідають умовам експлуатації колектора, розтягується за часом і відбувається вже при експлуатації машини, приводячи до її відмовлення і зниження експлуатаційної надійності; - закріплення деталей колектора в статичному стані, а потім їх зміщення у динаміці ускладнює процес стабілізації рельєфу циліндричної робочої поверхні, тому що пластини чи гр упи пластин, що змістилися, у колишнє положення вже не повертається, збільшує тривалість процесу виготовлення і знижує надійність колекторів, що випускаються. В основу винаходу поставлена задача удосконалення способу виробництва колектора, що збирається з кільця мідних пластин з ізоляційними прокладками і складовими частинами металевого корпуса, від яких кільце ізолюють за допомогою манжет і закріплюють між ними за допомогою стяжних елементів корпусу (болтів, шпильок), що включає виготовлення деталей конструкції, збирання кільця і випікання прокладок у зібраному кільці, збирання колектора і випікання манжет у зібраному колекторі, обертання колектора з випробувальною частотою і нагріванням після завершення процесу випікання ізоляційних деталей. Задача вирішується за рахунок того, що в запропонованому способі виробництва колектора збирають колектор зі складових його деталей і вращають з випробувальною частотою, потім одночасно випікають прокладки і манжети в зібраному колекторі, що обертається. Контрольну операцію по обертанню колектора з випробувальною частотою і нагріванням проводять, як у відомому способі, після завершення випікання ізоляційних деталей. Пропонована сукупність ознак дозволяє спочатку змістити деталі під дією відцентрових сил у стійкі положення, що відповідають їхньому природному стану в умовах експлуатації, а потім одночасно випікати ізоляційні прокладки і манжети в зібраному колекторі, що обертається, закріплюючи деталі в стійкому положенні в межах обсягу конструкції при підпрессовках. Використання пропонованого способу виробництва колектора електричної машини дозволяє одержати наступний технічний результат: - вибрати можливі ступені волі для зміщення деталей шляхом обертання зібраного колектора з випробувальною частотою до випікання і закріпити їх у цих положеннях при наступному випіканні ізоляційних деталей з обертанням; - підвищить монолітність колектора і стабільність рельєфу його робочої поверхні шляхом постійного впливу відцентрових сил на деталі конструкції під час його виготовлення, а також екс плуатаційну надійність машини, що залежить від стану робочої поверхні; - скоротити тривалість процесу виготовлення колектора за рахунок зменшення часу на стабілізацію рельєфу робочої поверхні й одночасного випікання прокладок і манжет у зібраному колекторі, знизити виграш енергії на випікання ізоляційних деталей. Відомі способи виробництва колектора, що включають виготовлення деталей конструкції, зборку з запресовуванням кільця з пластин і прокладок, випікання прокладок, збирання колектора шляхом закріплення кільця між складовими частинами корпуса з ізолюванням від них манжетами, випікання манжет, обертання колектора з випробувальною частотою і нагріванням після завершення процесу випікання ізоляційних деталей. Однак, випікання прокладок у зібраному нерухомому кільці і випікання манжет у зібраному нерухомому колекторі закріплює деталі конструкції в хитких положеннях, а наступне обертання з випробувальною частотою приводить до їх зміщень, що розтягується за часом і відбувається вже в умовах експлуатації. Такі умови проведення технологічних операцій ведуть до зниження експлуатаційної надійності машин. Істотною відмінністю пропонованого способу виробництва колектора є те що обертання з випробувальною частотою проводять відразу після збирання конструкції до випікання ізоляційних деталей, а їхнє випікання проводять одночасно і при колекторі, що обертається. На фігурі, що додається показаний поздовжній розріз конструкції колектора, спосіб виробництва якого розглядається, із вказівкою основних деталей. Пропонований спосіб виробництва колектора здійснюють таким чином. Для виробництва конструкції колектора, що складає з кільця мідних пластин 1 з ізоляційними прокладками 2 між ними, закріпленого між складовими частинами 3 і 4 металевого корпусу з затягуванням кріпильних елементів (шпильок) 5 і ізольованого від цих частин манжетами 6 і 7, спочатку виготовляють деталі конструкції, проводять збирання конструкції зі складових деталей і обертання зібраного колектора з випробувальною частотою, потім одночасно випікають ізоляційні деталі в обертовому колекторі при заданій розрахунковій температурі, після завершення процесу випікання ізоляційних деталей проводять контрольне обертання конструкції з випробувальною частотою і нагріванням. Під час випікання ізоляційних деталей у зв'язку з усадкою їх матеріалу проводять підтягування кріпильних елементів корпуса з тимчасовою зупинкою колектора. Про повну усадку і завершення процесу випікання ізоляційних деталей свідчить неможливість подальшого підтягування кріпильних елементів. Перед контрольним обертанням колектора проводять обточування робочої поверхні. Ме тою цієї технологічної операції є перевірка стану робочої поверхні і відповідності цього стану пропонованим вимогам. Розглянемо приклад конкретного застосування пропонованого способу для виробництва колектора тягового електродвигуна типу НБ-418К6, установлюваного на магістральні електровози типу ВЛ-80. Вихідні дані: діаметр робочої поверхні 2 42958 0,52 [м]; число пластин у кільці - 348 [шт]; число стяжних болтів типу М20 - 16 [шт]; з усилля запресовування кільця при зборці колектора -110 [тонн]; розрахункове зусилля на рукоятці ключа при затягуванні болтів - 35 [кг]; довжина рукоятки - 32 [см]; температура випікання ізоляційних деталей – 160 [°С]; частота обертання колектора в номінальному режимі роботи двигуна - 890 [хв-1]; випробувальна частота обертання колектора - 2800 [хв-1]. Виготовлення деталей конструкції і її збирання проводять за відомою технологією. Після зборки конструкції проводять її обертання з випробувальною частотою протягом 20-30 хвилин. Потім одночасно проводять випікання прокладок і манжет при обертовому колекторі протягом 30 годин. Припиняють обертання через кожні 3 години і підтягують болти в зв'язку з усадкою матеріалу прокладок і манжет. Після закінчення процесу випікання ізоляційних деталей проводять обточування робочої поверхні і контрольне обертання з випробувальною частотою і нагріванням протягом 20-30 хвилин. Фіг. __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for collector production
Автори англійськоюKlimchenkova Nataliya Valeriivna, Klimchenkov Valerii Tymofiiovych
Назва патенту російськоюСпособ производства коллектора
Автори російськоюКлимченкова Наталья Валерьевна, Климченков Валерий Тимофеевич
МПК / Мітки
МПК: H01R 43/06, H02K 15/00
Мітки: спосіб, виробництва, колектора
Код посилання
<a href="https://ua.patents.su/3-42958-sposib-virobnictva-kolektora.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва колектора</a>
Спосіб динамічної формовки колектора електричної машини, який складається з кільця мідних колекторних пластин з ізоляційними прокладками між ними і сталевих кріпильних елементів
Номер патенту: 40121
Опубліковано: 16.07.2001
Автори: Клімченкова Наталія Валеріївна, Клімченков Валерій Тимофійович
МПК: H01R 43/06, H02K 15/00
Мітки: колектора, машини, пластин, складається, кільця, електричної, ними, динамічної, елементів, формовки, мідних, сталевих, кріпильних, прокладками, колекторних, ізоляційними, спосіб
Формула / Реферат:
Спосіб динамічної формовки колектора електричної машини, який складається з кільця мідних колекторних пластин з ізоляційними прокладками між ними і сталевих кріпильних елементів, що вміщує обертальний рух з частотою, яка перевищує максимальну конструктивну, нагрівання до заданої температури, витримку при цій температурі упродовж часу формування і підтягування кріпильних елементів, який відрізняється тим, що під час підвищення температури...
Спосіб підвищення видобутку нафти з нафтового колектора
Номер патенту: 38297
Опубліковано: 15.05.2001
Автори: Балакіров Юрій Айрапетович, Казанцев Віктор Михайлович, Бугай Юрій Миколайович, Фролагін Володимир Олександрович
МПК: E21B 43/27, E21B 43/25, E21B 36/00, E21B 43/00
Мітки: спосіб, підвищення, колектора, нафтового, видобутку, нафти
Текст:
...електричний опір каналів, створених розчином кислотного електроліту в нафтовому пласті, буде малим порівняно з опором інших гірських порід, то основна частина струму пройде через утворені канали, нагріваючи при цьому продуктивний пласт. При проходженні електричного струму зростає рухливість хімічно активного кислотного розчину і вуглеводневої рідини, що сприяє дифузійному проникненню кислотного розчину углиб нафтоносного колектора і...
Спосіб виробництва томатопродуктів
Номер патенту: 40251
Опубліковано: 16.07.2001
Автор: БОЧАРОВА ОКСАНА ВОЛОДИМИРІВНА
МПК: A23L 1/212, A23B 7/005, A23L 1/03
Мітки: томатопродуктів, спосіб, виробництва
Формула / Реферат:
Спосіб виробництва томатопродуктів, що включає миття томатів механізованого збирання, інспектування, подрібнення, підігрів томатної пульпи, протирання, відокремлення рідкої фракції від м'якоті, гомогенізацію і консервацію м'якоті, який відрізняється тим, що підігрів томатної пульпи до 80°С проводять повільно так, щоб пульпа витримувалась при оптимальній для дії ферментів полігалатуронази і пектинестерази температурі 45-60°С не менше 60 сек, у...
Спосіб виробництва замороженого листкового дріжджового тіста
Номер патенту: 38637
Опубліковано: 15.05.2001
Автори: Урбан Марія Олександрівна, Гайдукова Валентина Юхимівна, Овруцький Леонід Ілліч
МПК: A21D 13/08
Мітки: листкового, замороженого, виробництва, дріжджового, спосіб, тіста
Текст:
...наносять начинку, формують вибір необхідної форми та розміщують в морозильній камері на ли стах в один ряд. Температура в морозильній камері не вища від мінус 18°С. Після того як тісто або вироби з нього заморозяться, їх фасують, пакують і маркують відповідно з вимогами діючих стандартів. Упаковані вироби розміщують в морозильних камерах на зберігання. Заморожені напівфабрикати зберігаються в морозильних камерах при температурі від мінус...
Спосіб виготовлення вуглеграфітового колектора електричної машини
Номер патенту: 9007
Опубліковано: 30.09.1996
Автори: Завгородня Таісія Іванівна, Калитка Мирон Іванович, Захаров Сергій Володимирович, Будіщев Михайло Сергійович
МПК: H01R 43/06
Мітки: спосіб, колектора, машини, виготовлення, вуглеграфітового, електричної
Формула / Реферат:
Способ изготовления углеграфитового коллектора электрической машины, включающий выполнение диэлектрического основания с металлизированными отверстиями, выполнение углеграфитовых пластин, отличающийся тем, что, с целью уменьшения расхода углеграфитового материала, упрощения технологии изготовления и повышение надежности, на диэлектрическом основании выполняют металлизированные участки по размеру коллекторных пластин и соединенные с...
Попередній патент: Спосіб моніторингу місцевого гуморального імунітету кон’юнктиви у тварин
Наступний патент: Спосіб складання з’єднань з натягом
Випадковий патент: Спосіб виготовлення структур польових транзисторів з бар'єром шоткі