Спосіб термообробки дрібнорозмірного інструмента з холоднодеформованого дроту
Номер патенту: 64078
Опубліковано: 25.10.2011
Автори: Максаков Анатолій Іванович, Алімов Валерій Іванович, Олейнікова Оксана Вікторівна
Формула / Реферат
Спосіб термічної обробки дрібнорозмірного інструмента із холоднодеформованого дроту, що включає відпал на зернистий перліт, неповне гартування і відпуск на структуру мартенсита відпуску, який відрізняється тим, що відпал проводять шляхом короткочасного нагрівання до 550-600 °С протягом 5-30 хв. з наступним догріванням до температури гартування.
Текст
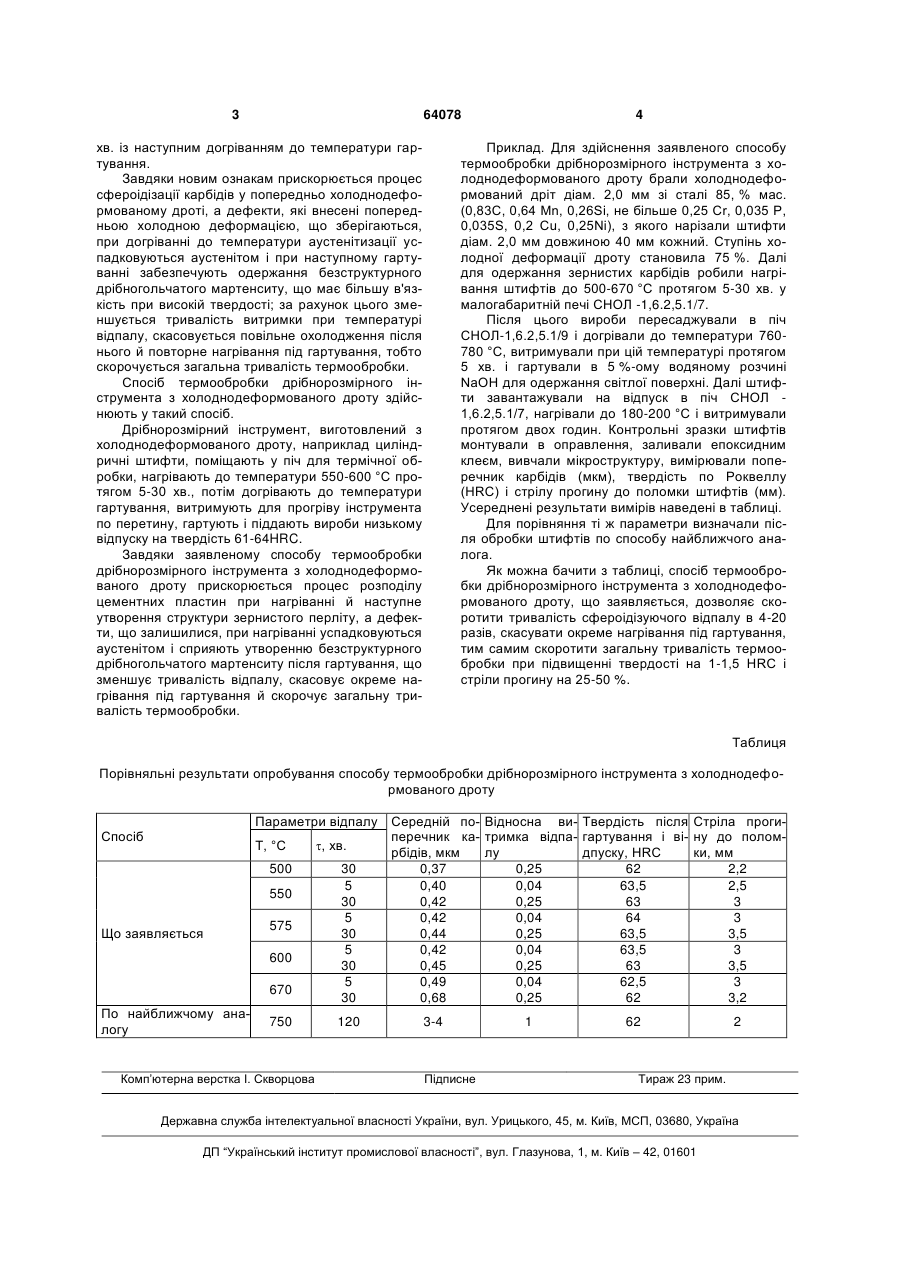
Спосіб термічної обробки дрібнорозмірного інструмента із холоднодеформованого дроту, що включає відпал на зернистий перліт, неповне гартування і відпуск на структуру мартенсита відпуску, який відрізняється тим, що відпал проводять шляхом короткочасного нагрівання до 550-600 °С протягом 5-30 хв. з наступним догріванням до температури гартування. (19) (21) u201104677 (22) 15.04.2011 (24) 25.10.2011 (46) 25.10.2011, Бюл.№ 20, 2011 р. (72) АЛІМОВ ВАЛЕРІЙ ІВАНОВИЧ, МАКСАКОВ АНАТОЛІЙ ІВАНОВИЧ, ОЛЕЙНІКОВА ОКСАНА ВІКТОРІВНА (73) АЛІМОВ ВАЛЕРІЙ ІВАНОВИЧ, МАКСАКОВ АНАТОЛІЙ ІВАНОВИЧ, ОЛЕЙНІКОВА ОКСАНА ВІКТОРІВНА 3 64078 хв. із наступним догріванням до температури гартування. Завдяки новим ознакам прискорюється процес сфероідізації карбідів у попередньо холоднодеформованому дроті, а дефекти, які внесені попередньою холодною деформацією, що зберігаються, при догріванні до температури аустенітизації успадковуються аустенітом і при наступному гартуванні забезпечують одержання безструктурного дрібногольчатого мартенситу, що має більшу в'язкість при високій твердості; за рахунок цього зменшується тривалість витримки при температурі відпалу, скасовується повільне охолодження після нього й повторне нагрівання під гартування, тобто скорочується загальна тривалість термообробки. Спосіб термообробки дрібнорозмірного інструмента з холоднодеформованого дроту здійснюють у такий спосіб. Дрібнорозмірний інструмент, виготовлений з холоднодеформованого дроту, наприклад циліндричні штифти, поміщають у піч для термічної обробки, нагрівають до температури 550-600 °C протягом 5-30 хв., потім догрівають до температури гартування, витримують для прогріву інструмента по перетину, гартують і піддають вироби низькому відпуску на твердість 61-64HRC. Завдяки заявленому способу термообробки дрібнорозмірного інструмента з холоднодеформованого дроту прискорюється процес розподілу цементних пластин при нагріванні й наступне утворення структури зернистого перліту, а дефекти, що залишилися, при нагріванні успадковуються аустенітом і сприяють утворенню безструктурного дрібногольчатого мартенситу після гартування, що зменшує тривалість відпалу, скасовує окреме нагрівання під гартування й скорочує загальну тривалість термообробки. 4 Приклад. Для здійснення заявленого способу термообробки дрібнорозмірного інструмента з холоднодеформованого дроту брали холоднодеформований дріт діам. 2,0 мм зі сталі 85, % мас. (0,83С, 0,64 Мn, 0,26Si, не більше 0,25 Сr, 0,035 Р, 0,035S, 0,2 Сu, 0,25Ni), з якого нарізали штифти діам. 2,0 мм довжиною 40 мм кожний. Ступінь холодної деформації дроту становила 75 %. Далі для одержання зернистих карбідів робили нагрівання штифтів до 500-670 °C протягом 5-30 хв. у малогабаритній печі СНОЛ -1,6.2,5.1/7. Після цього вироби пересаджували в піч СНОЛ-1,6.2,5.1/9 і догрівали до температури 760780 °C, витримували при цій температурі протягом 5 хв. і гартували в 5 %-ому водяному розчині NaOH для одержання світлої поверхні. Далі штифти завантажували на відпуск в піч СНОЛ 1,6.2,5.1/7, нагрівали до 180-200 °C і витримували протягом двох годин. Контрольні зразки штифтів монтували в оправлення, заливали епоксидним клеєм, вивчали мікроструктуру, вимірювали поперечник карбідів (мкм), твердість по Роквеллу (HRC) і стрілу прогину до поломки штифтів (мм). Усереднені результати вимірів наведені в таблиці. Для порівняння ті ж параметри визначали після обробки штифтів по способу найближчого аналога. Як можна бачити з таблиці, спосіб термообробки дрібнорозмірного інструмента з холоднодеформованого дроту, що заявляється, дозволяє скоротити тривалість сфероідізуючого відпалу в 4-20 разів, скасувати окреме нагрівання під гартування, тим самим скоротити загальну тривалість термообробки при підвищенні твердості на 1-1,5 HRC і стріли прогину на 25-50 %. Таблиця Порівняльні результати опробування способу термообробки дрібнорозмірного інструмента з холоднодеформованого дроту Спосіб Що заявляється По найближчому аналогу Параметри відпалу Середній по- Відносна ви- Твердість після Стріла прогиперечник ка- тримка відпа- гартування і ві- ну до поломТ, °C , хв. рбідів, мкм лу дпуску, HRC ки, мм 500 30 0,37 0,25 62 2,2 5 0,40 0,04 63,5 2,5 550 30 0,42 0,25 63 3 5 0,42 0,04 64 3 575 30 0,44 0,25 63,5 3,5 5 0,42 0,04 63,5 3 600 30 0,45 0,25 63 3,5 5 0,49 0,04 62,5 3 670 30 0,68 0,25 62 3,2 750 Комп’ютерна верстка І. Скворцова 120 3-4 Підписне 1 62 2 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for heat treatment fine-sized tool from the cold-worked wire
Автори англійськоюAlimov Valerii Ivanovych, Maksakov Anatolii Ivanovych, Oleinikova Oksana Viktorivna
Назва патенту російськоюСпособ термообработки мелкоразмерного инструмента из холоднодеформированной проволоки
Автори російськоюАлимов Валерий Иванович, Максаков Анатолий Иванович, Олейникова Оксана Викторовна
МПК / Мітки
МПК: C21D 1/26
Мітки: термообробки, інструмента, спосіб, дрібнорозмірного, дроту, холоднодеформованого
Код посилання
<a href="https://ua.patents.su/2-64078-sposib-termoobrobki-dribnorozmirnogo-instrumenta-z-kholodnodeformovanogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки дрібнорозмірного інструмента з холоднодеформованого дроту</a>
Лінія для термообробки високоміцного дроту

Номер патенту: 13008
Опубліковано: 15.03.2006
Автори: Туков Володимир Анатолійович, Алімов Валерій Іванович, Алімова Світлана Валеріївна, Зерінова Світлана Володимирівна
МПК: C21D 9/52
Мітки: високоміцного, термообробки, лінія, дроту
Формула / Реферат:
Лінія для термообробки високоміцного дроту, переважно сорбітизації дроту для музичних та арматурних струн, що містить розмотувальний пристрій, нагрівальний пристрій, охолоджувальний пристрій та намотувальний барабан, яка відрізняється тим, що нагрівальний пристрій виконаний у вигляді рухомих плазмотронів, а охолоджувальний пристрій - у вигляді рухомих секцій, виконаних з можливістю підведення до них рідких та газоподібних охолоджувачів.
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей
Номер патенту: 51137
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/06
Мітки: термообробки, низьколегованих, сталей, вуглецевих, спосіб, інструментальних
Формула / Реферат:
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас1, а низький відпуск здійснюють протягом 2-3 год.
Спосіб термообробки сталі
Номер патенту: 79717
Опубліковано: 10.07.2007
Автор: Малінов Леонід Соломонович
Мітки: спосіб, термообробки, сталі
Формула / Реферат:
1. Спосіб термообробки сталі, що включає гартування з температури Ас3 + (40-60 °С) і низький відпуск, який відрізняється тим, що перед гартуванням здійснюють попереднє нагрівання сталі в печі, котра має температуру Ас1 + (40-60°С), витримують, після чого здійснюють нагрівання до температури Ас3 + (40-60 °С) і також витримують.2. Спосіб за п. 1, який відрізняється тим, що витримування при температурі Ас1 + (40-60 °С) проводять протягом...
Спосіб термообробки сталі
Номер патенту: 51138
Опубліковано: 15.11.2002
Автор: Малінов Леонід Соломонович
МПК: C21D 1/18
Мітки: термообробки, спосіб, сталі
Формула / Реферат:
1. Спосіб термообробки сталі, що включає швидкісне нагрівання сталі до температури аустенітної зони, короткочасне витримування, охолодження для одержання мартенситу або нижнього бейніту, який відрізняється тим, що перед швидкісним нагріванням додатково проводять нормалізацію або гартування, нагрівання і витримування у субкритичному (СК) або/та міжкритичному (МК) інтервалах температур.2. Спосіб по п.1, який відрізняється тим, що...
Сплав на алюмінієвій основі та спосіб його термообробки
Номер патенту: 66367
Опубліковано: 17.05.2004
Автори: Давідов Валєнтін Георгієвіч, Колобньов Ніколай Івановіч, Чєртовіков Владімір Міхайловіч, Можаровскій Сєргєй Міхайловіч, Галкін Дмітрій Сєргєєвіч, Пфанненмюллер Томас, Фрідляндер Іосіф Наумовіч, Вінклер Петер-Юрген, Толчєннікова Єлєна Глєбовна, Хохлатова Ларіса Багратовна, Каблов Євгєній Ніколаєвіч, Льохельт Ервін
МПК: C22C 21/06, C22F 1/04, C22C 21/00, C22F 1/047
Мітки: алюмінієвий, сплав, основі, термообробки, спосіб
Формула / Реферат:
1. Сплав на алюмінієвій основі системи Al-Li-Mg, з вмістом літію, магнію, цинку, цирконію і марганцю, який відрізняється тим, що додатково містить водень і принаймні один елемент із групи, яка включає берилій, ітрій, скандій, з таким співвідношенням компонентів у процентах за масою: літій 1,5-1,9 магній 4,1-6,0 цинк 0,1-1,5 ...
Попередній патент: Спосіб розкрою слябних розкатів
Наступний патент: Спосіб акустичного контролю дії бронхолітиків
Випадковий патент: Вимірювальна система для визначення кількості магнітних частинок у зразку