Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей
Формула / Реферат
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас1, а низький відпуск здійснюють протягом 2-3 год.
Текст
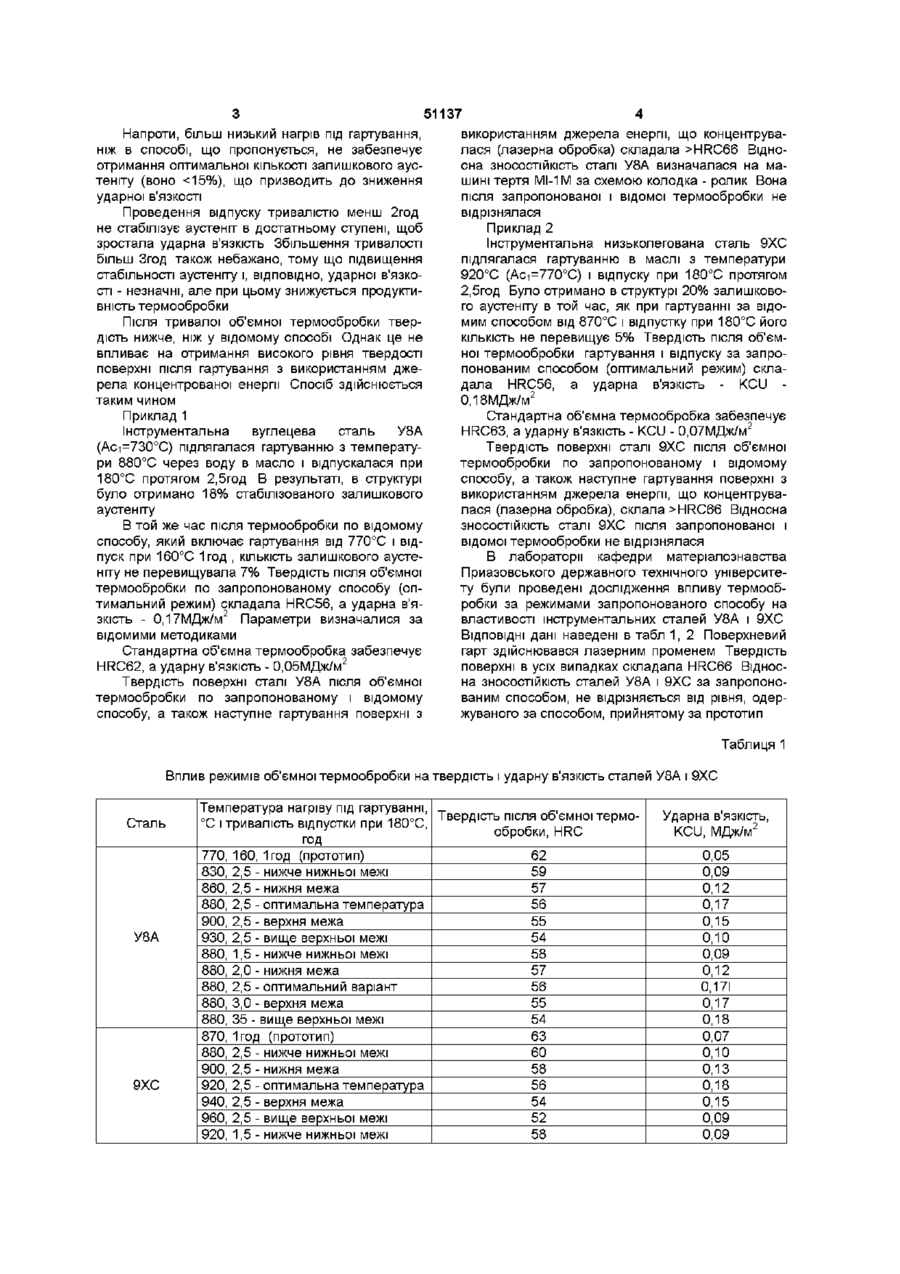
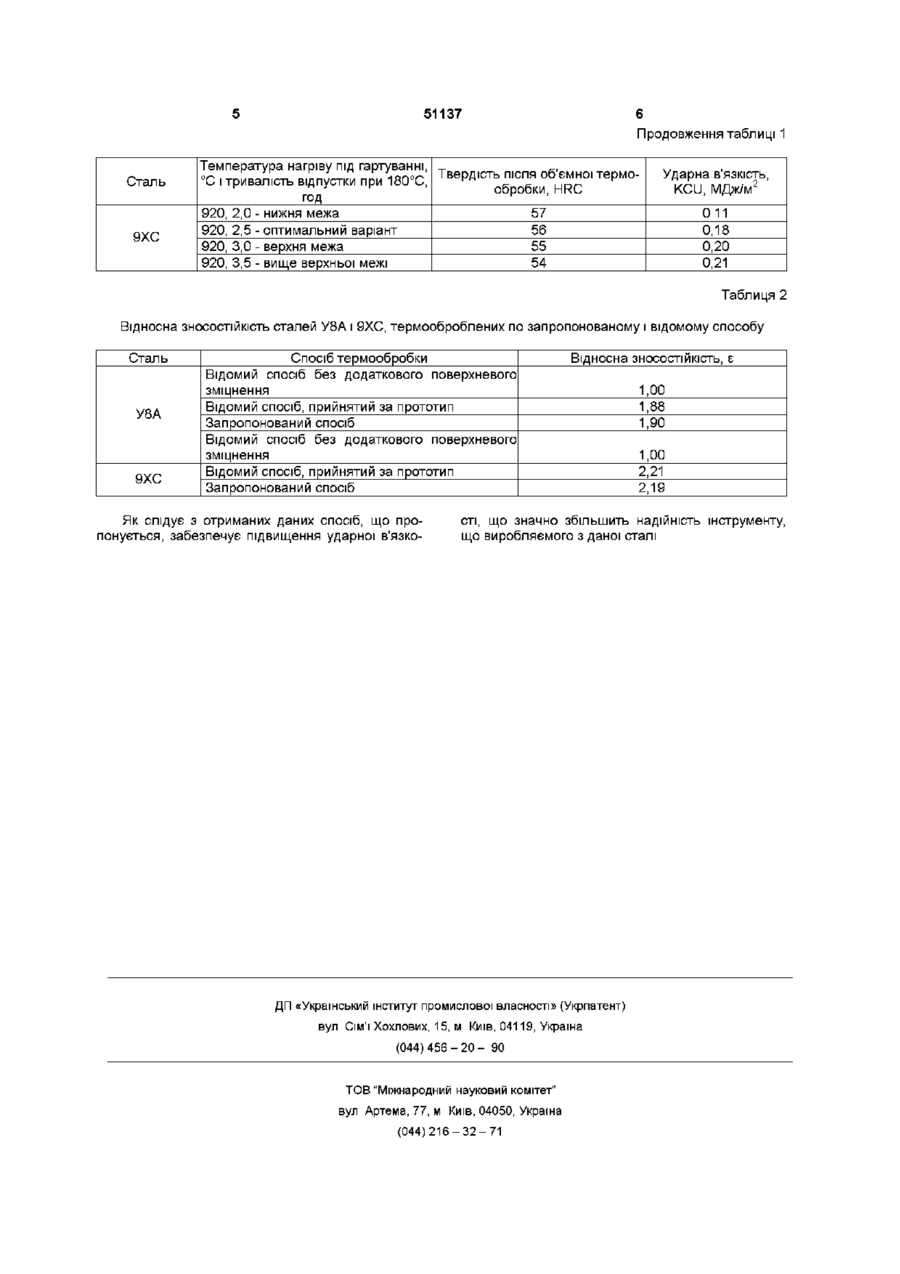
Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском і наступне поверхневе гартування з використанням джерела концентрованої енергії, який відрізняється тим, що об'ємне гартування проводять з нагрівом на 130-180°С вище температури Ас-і, а низький відпуск здійснюють протягом 2-3 год Винахід відноситься до металурги, конкретно, до способів термообробки інструментальних вуглецевих і низьколегованих сталей, що містять більше 0,8% вуглецю Відомий спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, що містять більш 0,8% вуглецю, який включає об'ємне гартування з нагрівом на ЗО - 90°С вище Асі і охолоджуванням для отримання в структурі мартенситу і карбідів, а також низький відпуск на 160 180°С протягом 40 - бОхв У результаті досягається висока твердість HRC61 - 64 (Геллер Ю А Инструментальные стали - М Металлургия, 1983 527с) Однак інструмент невеликого розрізу (наприклад, свердла діаметром менш 6 мм) часто ламається в роботі Це зумовлено крихкістю високовуглецевого мартенситу відпуску, в якому виниклі при навантаженні тріщини, легко ростуть, зливаються в магістральні, що приводять до руйнування Відомий спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, який включає наведену вище об'ємну термообробку (гартування, низький відпуск) і наступний додаткове гартування поверхні на твердість HRC65 - 68 З використанням джерел концентрованої енергії, наприклад, лазерної (прийнята за прототип) (Коваленко В С , Головко Л Ф , Стрижак А И Улучшение деталей лучом лазера - Киев Техника, 1981 131с) Така поверхня обробка підвищує ЗНОСОСТІЙ цевий мартенсит відпустку, який має більшу твердість і крихкість В основу винаходу поставлена задача розробити спосіб термообробки інструментальних вуглецевих і низьколегованих сталей, в якому зміна режимів проведення об'ємної термообробки дозволить підвищити ударну в'язкість сталей і, ВІДПОВІДНО, зменшити поломки інструменту Для рішення поставленої задачі в способі термообробки інструментальних вуглецевих і низьколегованих сталей, який включає об'ємне гартування в поєднанні з низьким відпуском, і наступне поверхневе гартування використанням джерела енергії, що концентрувалася у ВІДПОВІДНОСТІ З винаходом, об'ємне гартування проводять з нагрівом на 130 - 200°С вище температури Асі і низький відпуск здійснюють протягом 2 - Згод В результаті об'ємного гартування підвищених температур в структурі поряд з мартенситом і частково карбідами, що збереглися, утвориться 15 25% залишкового аустеніту, що зумовлене більш повним розчиненням карбідів, ніж при проведенні об'ємного гарту відомим способом Здійснення низького відпуску більш тривалий час, ніж це звичайно прийнято, стабілізує аустеніт по відношенню до деформаційного мартенситного перетворення Отримання в структурі підвищеної КІЛЬКОСТІ аустеніту, що стабілізувався, знижує твердість і підвищує ударну в'язкість, внаслідок чого зменшуються поломки інструменту в роботі Більш ВИСОКИЙ нагрів під гартування, ніж на 130 - 250°С вище Ас-і, призводить до значного зростання зерна, що знижує ударну в'язкість Крім того, через зростання частки аустеніту в структурі істотно зменшується твердість КІСТЬ сталі Однак у відомому способі, незважаючи на додаткове гартування поверхні, недоліки попереднього способу зберігаються, оскільки в серцевині одержують, як і у відомому способі, високовугле го Ю 51137 Напроти, більш низький нагрів під гартування, ніж в способі, що пропонується, не забезпечує отримання оптимальної КІЛЬКОСТІ залишкового аустеніту (воно
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal treatment of tool carbon and low-alloy steels
Автори англійськоюMalinov Leonid Solomonovych
Назва патенту російськоюСпособ термообработки инструментальных углеродистых и назколегированных сталей
Автори російськоюМалинов Леонид Соломонович
МПК / Мітки
МПК: C21D 1/06
Мітки: сталей, інструментальних, вуглецевих, низьколегованих, термообробки, спосіб
Код посилання
<a href="https://ua.patents.su/3-51137-sposib-termoobrobki-instrumentalnikh-vuglecevikh-i-nizkolegovanikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термообробки інструментальних вуглецевих і низьколегованих сталей</a>
Спосіб зміцнення інструментальних сталей
Номер патенту: 40126
Опубліковано: 16.07.2001
Автори: Самотугін Сергій Савелійович, Нестеров Олег Юрійович
Мітки: спосіб, сталей, інструментальних, зміцнення
Формула / Реферат:
Спосіб зміцнення інструментальних сталей, що включає об'ємне гартування, поверхневе зміцнення висококонцентрованим джерелом нагріву та фінішний відпуск, і відрізняється тим, що об'ємне гартування здійснюють в температурному режимі недогріву або перегріву.
Склад електродного покриття для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 24113
Опубліковано: 31.08.1998
Автори: Хохлов Віктор Григорович, Кир'яков Микола Миколайович, Дзюба Вячеслав Михайлович, Філіпов Юрій Олександрович, Сафронов Олександр Сергійович, Йосипов Микола Григорович, Лапшин Віктор Михайлович, Богаєвський Олексій Леонідович, Петрова Людмила Савеліївна, Мойсов Леонід Петрович
МПК: B23K 35/365
Мітки: сталей, низьколегованих, вуглецевих, покриття, зварювання, електродного, склад
Формула / Реферат:
Формула изобретенияСостав электродного покрытия для сварки углеродистых и низколегированных сталей, содержащий мрамор, плавиковый шпат, ферромарганец, ферросилиций, ферротитан, поташ, целлюлозу, железный порошок, отличающийся тем, что, с целью повышения прочности металла шва при высокопроизводительной сварке сталей повышенной прочности, состав дополнительно содержит отвальный шлак никелевого производства и лигатуру...
Флюс для зварювання вуглецевих та низьколегованих сталей
Номер патенту: 678
Опубліковано: 15.12.1993
Автори: Курланов Сергій Олександрович, Галініч Володимир Іларіонович, Осіпов Микола Якович, Залевський Анатолій Васильович, Потапов Микола Миколайович, Роговський Анатолій Антонович
МПК: B23K 35/362
Мітки: вуглецевих, сталей, флюс, низьколегованих, зварювання
Формула / Реферат:
Флюс для сварки углеродистых и низколегированных сталей, содержащий диоксид кремния, оксид марганца (11), оксид кальция, оксид магния, оксид алюминия, оксид калия, оксид натрия, оксид железа (III), фтористый кальция, отличающийся тем, что он дополнительно содержит оксиды марганца (III и IV) при следующем соотношении компонентов (мас. %): диоксид кремния 35-45 оксид марганца (II) ...
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей
Номер патенту: 50206
Опубліковано: 15.10.2002
Автори: Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович, Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Лазоркін Віктор Андрійович
МПК: C23C 10/00
Мітки: виробів, хіміко-термічного, оброблення, сталей, інструментальних, спосіб
Формула / Реферат:
Спосіб хіміко-термічного оброблення виробів з інструментальних сталей, який включає нагрівання до температури оброблення в ендотермічній атмосфері з домішуванням аміаку, витримку при цій температурі в атмосфері, що містить азот, та охолодження виробів, який відрізняється тим, що нагрівання до температури оброблення здійснюють за два етапи, спочатку до температури 480 - 500°С в середовищі ендогазу, потім до температури 560 - 580°С в...
Спосіб виготовлення дротин з порошків переважно інструментальних сталей
Номер патенту: 37935
Опубліковано: 15.05.2001
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович
МПК: B22F 3/14
Мітки: спосіб, переважно, порошків, інструментальних, сталей, дротин, виготовлення
Текст:
...При цьому досягається найвища продуктивність процесу. Приклад. Для випробування використовують металевий порошок сталі Р6М5ФЗ. Контейнер діаметром 76 мм з товщиною стінки 4 мм та довжиною 400 мм заповнюють металевим порошком сталі Р6М5ФЗ і після віброущільнення та вакуумування герметизують. Далі контейнер з порошком нагрівають до 1160°С та здійснюють осьове пресування в спеціальному штампі (в закриту матрицю) без зміни діаметру контейнера при...
Попередній патент: Спосіб виконання холедохо-холангіоєюностомії
Наступний патент: Спосіб термообробки сталі
Випадковий патент: Установка для термічного знешкодження отрутохімікатів