Спосіб розкрою слябних розкатів
Номер патенту: 64077
Опубліковано: 25.10.2011
Автори: Омельяненко Микола Іванович, Доренський Володимир Миколайович, Запара Євген Викторович, Тесля Олег Миколайович, Негрій Сергій Дмитрович, Пронюшкін Володимир Степанович, Соломаха Роман Миколайович, Драчов Ігор Володимирович, Келій Микола Анатолійович, Мурашкін Олександр Вікторович, Василенко Валентин Сергійович, Підтикан Віталій Олександрович


Формула / Реферат
Спосіб розкрою слябних розкатів, що включає введення розкату в робочу зону вимірювача довжини розкату, відрізання головної частини розкату, вимірювання довжини розкату, розкрій розкату і різання його на сляби розкроєної довжини, який відрізняється тим, що при введенні розкату в робочу зону вимірювача довжини розкату вимірюють його повну довжину, а також його ширину і формують залежність ширини розкату від його довжини, після чого визначають на його поверхні лінії різу передньої та задньої обрізі розкату залежно від ширини розкату в передній та задній його частині відповідно, потім розкроюють придатну частину розкату на сляби, причому лінію різу передньої обрізі визначають по довжині розкату від передньої його частини лінією, перпендикулярною осі розкату, координата довжини якої розташовується на суцільній частині розкату, на якій його ширина перестає змінюватись у велику сторону, з врахуванням довжини переднього закату, а лінію різу задньої обрізі визначають по довжині розкату від задньої його частини лінією, перпендикулярною осі розкату, координата довжини якої розташовується на суцільній частині розкату і на якій його ширина перестає змінюватись у велику сторону, з врахуванням довжини заднього закату.
Текст
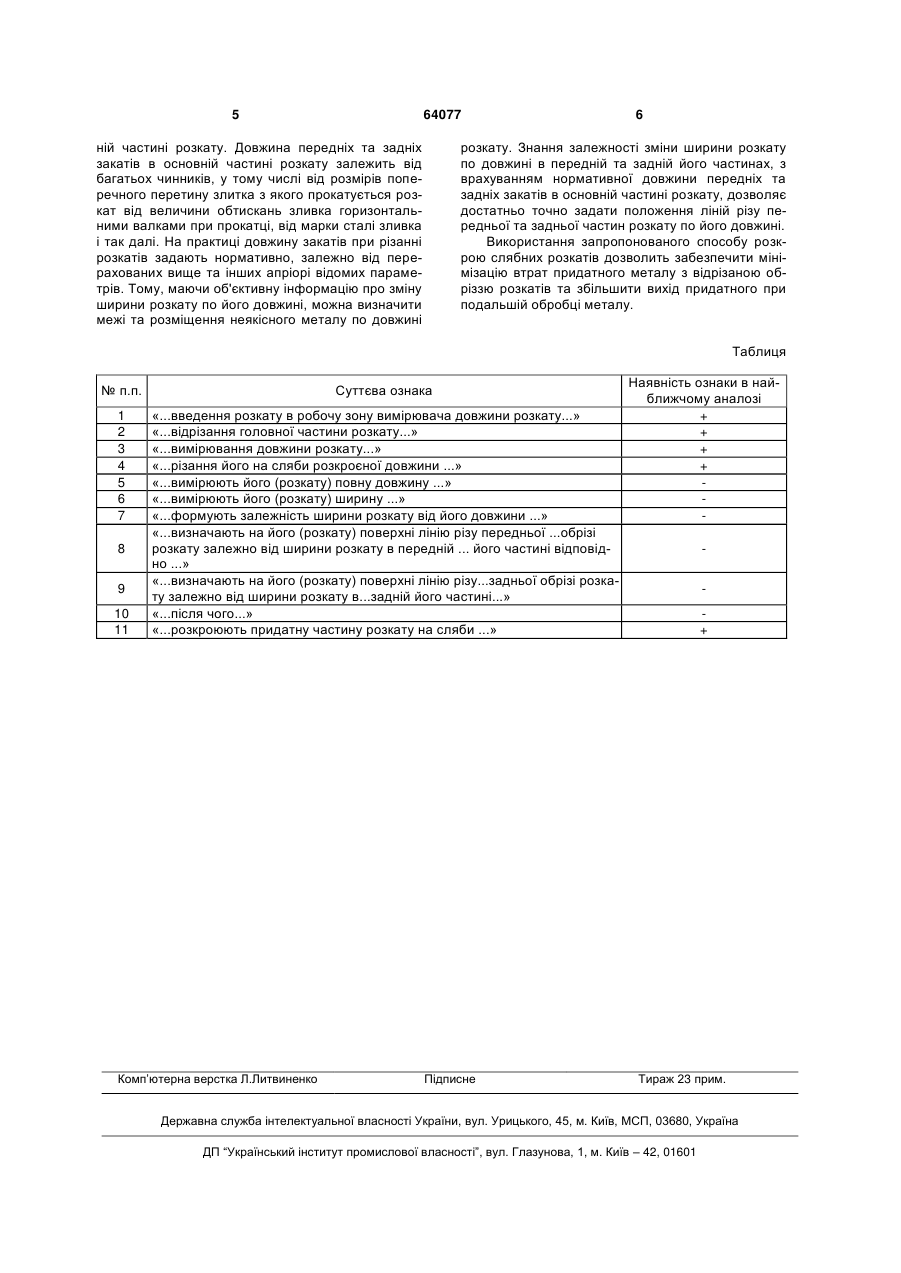
Спосіб розкрою слябних розкатів, що включає введення розкату в робочу зону вимірювача довжини розкату, відрізання головної частини розкату, вимірювання довжини розкату, розкрій розкату і різання його на сляби розкроєної довжини, який U 1 3 залежні від багатьох чинників, таких як розмір поперечного перетину зливка з якого прокатується розкат, від величини «обтискань» зливка горизонтальними валками при прокатці, від марки сталі зливка і так далі, яку задають нормативно. При виставці слябного розкату на ножицях для різання фактичну довжину передньої та задньої обрізі оператор ножиців - різник визначає «на око». Після різу передньої частини слябного розкату різник виконує візуальну оцінку «суцільності» металу в торці обрізаного розкату. За наявності на площі торця не суцільного металу, викликаного так званими «торцевими закатами», які утворюються при прокатці розкатів із злитків, різник виконує додатковий різ. При цьому, щоб виключити додаткове обрізання торця розкату до «придатного металу», як перший різ, так і другий різник може виконати з великим «запасом», що приводить до значної втрати придатного металу з обріззю. При відрізанні задньої частини слябного розкату так званої «задньої обрізі», у випадку якщо на торці обрізі різник побачить не суцільний метал, обумовлений тим, що різ був виконаний по закату задньої частини слябного розкату, різник зобов'язаний повернути відрізаний сляб і виконати додатковий різ його задньої частини. Щоб свідомо виключити виконання додаткового різу задньої частини слябного розкату різник може відрізати задню частину розкату більшої довжини, чим необхідно для вирізки заднього закату, що також приводить до значних втрат придатного металу з обріззю. В основу корисної моделі поставлено задачу удосконалити спосіб розкрою слябних розкатів за рахунок виконання розкрою розкатів на підставі об'єктивної інформації від вимірювачів довжини та ширини слябного розкату про зміну ширини розкату по його довжині, шляхом формування на базі отриманої інформації ліній різу передньої та задньої частин слябного розкату залежно від положення меж неякісного металу по його довжині, з врахуванням нормативних довжин переднього та заднього «торцевих» закатів. Поставлена задача вирішується тим, що в способі розкрою слябних розкатів, що включає введення розкату в робочу зону вимірювача довжини розкату, відрізання головної частини розкату, вимірювання довжини розкату, розкрій розкату та різання його на сляби розкроєної довжини. Згідно з корисною моделлю, при введенні розкату в робочу зону вимірювача довжини розкату вимірюють його повну довжину, а також його ширину і формують залежність ширини розкату від його довжини, потім визначають на його поверхні лінії різу передньої та задньої обрізі розкату, залежно від ширини розкату в передній та задній його частині відповідно, після чого розкроюють придатну частину розкату на сляби. Причому лінію різу передньої обрізі визначають по довжині розкату від передньої його частини лінією перпендикулярною осі розкату, координата довжини котрої розташовується на суцільній частині розкату, на якій його ширина перестає змінюватися у велику сторону, з врахуванням довжини переднього закату, а лінію різу задньої обрізі визначають по довжині розкату від задньої його частини лінією перпендикулярною осі 64077 4 розкату, координата довжини котрої розташовується на суцільній частині розкату і на якій його ширина перестає змінюватися у велику сторону, з врахуванням довжини заднього закату. Запропонований спосіб розкрою слябних розкатів характеризується наступною сукупністю суттєвих ознак, що дозволяє досягти позитивного ефекту при його реалізації (див. Табл.). Як видно з перерахованих в таблиці суттєвих ознак, ознаки, наведені у пунктах 5-10 є відмінними, а їх наявність при реалізації способу достатня у всіх випадках, на які поширюється об'єм правової охорони. При реалізації запропонованого способу виконують такі дії над матеріальними об'єктами, як введення розкату в робочу зону вимірювача довжини розкату, відрізання головної частини розкату, розкрій придатної частини розкату на заготівки. Окрім цього, при введенні розкату в робочу зону вимірювача довжини розкату вимірюють його повну довжину, а також його ширину і формують залежність ширини розкату від його довжини. Потім визначають на його поверхні лінії різу передньої та задньої обрізі розкату залежно від ширини і суцільності розкату в передній та задній його частинах відповідно, після чого визначають довжину придатного металу і розкроюють придатну частину розкату на заготівки. Лінію різу передньої обрізі визначають по довжині розкату від передньої його частини лінією перпендикулярною осі розкату, координата довжини котрої розташовується на суцільній частині розкату, на якій його ширина перестає змінюватися у велику сторону, з врахуванням довжини переднього закату. Лінію різу задньої обрізі визначають по довжині розкату від задньої його частини лінією перпендикулярною осі розкату, координата довжини котрої розташована на суцільній частині розкату, на якій його ширина перестає змінюватися у велику сторону, з врахуванням довжини заднього закату. Довжина передньої та задньої частин розкату, які обрізають (обрізь), визначають якістю металу у верхній частині зливка при його заливці у вертикальному положенні і формою піддону виливниці. Як правило, ці частини мають опуклу форму, які при обтисканні розкату на обтискному стані формуються в передню та задню частини розкату меншої ширини в порівнянні з шириною основної частини розкату. Іноді верхня частина зливку має увігнуту форму, яка при прокатці набуває у розкаті в плані не суцільну форму так званого «риб'ячого хвоста», у якої краї розкату є довшими за його осьову частину. Передня та задня частини розкату опуклої чи увігнутої форми повинні бути відрізаними від годної частини розкату. Довжина передньої та задньої обрізі на практиці задається нормативно, але фактично вона може відрізнятися від розкату до розкату навіть для злитків однієї плавки, що вносить скрути в роботу різника, який не має в своєму розпорядженні об'єктивної інформації про зміну ширини розкату. Передній та задній закати розкату розташовуються в тих його частинах, що мають меншу ширину в порівнянні з шириною основної частини розкату і продовжуються в суміжній з ними основ 5 64077 ній частині розкату. Довжина передніх та задніх закатів в основній частині розкату залежить від багатьох чинників, у тому числі від розмірів поперечного перетину злитка з якого прокатується розкат від величини обтискань зливка горизонтальними валками при прокатці, від марки сталі зливка і так далі. На практиці довжину закатів при різанні розкатів задають нормативно, залежно від перерахованих вище та інших апріорі відомих параметрів. Тому, маючи об'єктивну інформацію про зміну ширини розкату по його довжині, можна визначити межі та розміщення неякісного металу по довжині 6 розкату. Знання залежності зміни ширини розкату по довжині в передній та задній його частинах, з врахуванням нормативної довжини передніх та задніх закатів в основній частині розкату, дозволяє достатньо точно задати положення ліній різу передньої та задньої частин розкату по його довжині. Використання запропонованого способу розкрою слябних розкатів дозволить забезпечити мінімізацію втрат придатного металу з відрізаною обріззю розкатів та збільшити вихід придатного при подальшій обробці металу. Таблиця № п.п. Суттєва ознака 1 2 3 4 5 6 7 «...введення розкату в робочу зону вимірювача довжини розкату...» «...відрізання головної частини розкату...» «...вимірювання довжини розкату...» «...різання його на сляби розкроєної довжини ...» «...вимірюють його (розкату) повну довжину ...» «...вимірюють його (розкату) ширину ...» «...формують залежність ширини розкату від його довжини ...» «...визначають на його (розкату) поверхні лінію різу передньої ...обрізі розкату залежно від ширини розкату в передній ... його частині відповідно ...» «...визначають на його (розкату) поверхні лінію різу...задньої обрізі розкату залежно від ширини розкату в...задній його частині...» «...після чого...» «...розкроюють придатну частину розкату на сляби ...» 8 9 10 11 Комп’ютерна верстка Л.Литвиненко Підписне Наявність ознаки в найближчому аналозі + + + + + Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cutting slab breakdown bars
Автори англійськоюTeslia Oleh Mykolaiovych, Drachov Ihor Volodymyrovych, Dorenskyi Volodymyr Mykolaiovych, Solomakha Roman Mykolaiovych, Vasylenko Valentyn Serhiiovych, Zapara Yevhen Vyktorovych, Omelianenko Mykola Ivanovych, Nehrii Serhii Dmytrovych, Murashkin Oleksandr Viktorovych, Proniushkin Volodymyr Stepanovych, Kelii Mykola Anatoliiovych, Pidtykan Vitalii Oleksandrovych
Назва патенту російськоюСпособ раскроя слябных раскатов
Автори російськоюТесля Олег Николаевич, Драчев Игорь Владимирович, Доренский Владимир Николаевич, Соломаха Роман Николаевич, Василенко Валентин Сергеевич, Запара Евгений Викторович, Омельяненко Николай Иванович, Негрий Сергей Дмитриевич, Мурашкин Александр Викторович, Пронюшкин Владимир Степанович, Келий Николай Анатольевич, Пидтыкан Виталий Александрович
МПК / Мітки
МПК: B23D 25/00
Мітки: розкатів, слябних, спосіб, розкрою
Код посилання
<a href="https://ua.patents.su/3-64077-sposib-rozkroyu-slyabnikh-rozkativ.html" target="_blank" rel="follow" title="База патентів України">Спосіб розкрою слябних розкатів</a>
Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації
Номер патенту: 43490
Опубліковано: 17.12.2001
Автори: Омельяненко Микола Іванович, Климанчук Владислав Владиславович, Ощепков Анатолій Миколайович, Коваленко Валерій Володимирович, Бойко Володимир Семенович, Гладковський Савелій Петрович, Кашков Генадій Алимович, Чаркін Євген Іванович, Кравцов Олексій Вадимович, Чекер Анатолій Олександрович
МПК: B23D 25/00, G01B 21/06
Мітки: розкатів, реалізації, слябних, розкрою, потоці, спосіб, обжимного, беззалишкового, цеху, система
Формула / Реферат:
1. Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху, при якому розкат вводять у робочу зону системи беззалишкового розкрою, відрізають від нього головну частину з неякісним металом, у момент розрізу визначають його довжину, розкроюють розкат на сляби з урахуванням нормативної довжини донноі обрізі, далі вводять розкат у робочу зону чутливих елементів вимірювача довжини слябів, вимірюють поточну довжину сляба, у разі...
Спосіб беззалишкового розкрою слябних розкатів у потоці обжимного цеху та система для його реалізації
Номер патенту: 20428
Опубліковано: 15.07.1997
Автори: Коваленко Валерій Володимирович, Кравцов Олексій Вадимович, Ощепков Анатолій Миколайович, Налча Георгій Іванович, Бойко Володимир Семенович, Гладковський Савелій Петрович
МПК: G01B 21/06, B23D 25/00
Мітки: слябних, потоці, система, реалізації, спосіб, обжимного, беззалишкового, розкрою, цеху, розкатів
Формула / Реферат:
1. Способ безостаточного раскроя слябных раскатов в потоке обжимного цеха, включающий в себя ввод раската в рабочую зону системы безостаточного раскроя, рез головной части, измерение его длины, раскрой раската на слябы, ввод раската в рабочую зону чувствительных элементов измерителя длины слябов, измерение длины слябов и их рез при совпадении измеренной длины слябов с раскроенной, вывод слябов из рабочей зоны системы, отличающийся тем,...
Спосіб розкрою сортового прокату
Номер патенту: 43217
Опубліковано: 15.11.2001
Автори: Шеремет Володимир Олександрович, Костюченко Михайло Іванович, Худик Валеріан Тарасович, Дубина Олег Вікторович
МПК: B23D 31/00
Мітки: спосіб, розкрою, прокату, сортового
Формула / Реферат:
1. Спосіб розкрою сортового прокату, то включає розрізання летучими ножицями розкату профілю на штаби, що відповідають довжині холодильника, підрівнювання передніх кінців штаб і розрізання їх пакетів на мірні прутки, який відрізняється тим, що до розрізання розкату на летючих ножицях прогнозують кількість одержаних з нього мірних прутків, по якій визначають оптимальну кратність довжин штаб, після чого усі штаби, окрім останньої, вирізають...
Ножі ножиць для поперечного різання штаб (розкатів)

Номер патенту: 62726
Опубліковано: 12.09.2011
Автори: Путнокі Олександр Юліусович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Мацко Сергій Володимирович
МПК: B21B 31/00
Мітки: штаб, різання, поперечного, ножі, розкатів, ножиць
Формула / Реферат:
Ножі ножиць для поперечного різання штаб (розкатів), що містять перемінний профіль по довжині різальної кромки, які відрізняються тим, що один з ножів у середній частині довжини різальної кромки має западину довжиною С = (0,06-0,265) Lн, а другий ніж у середній частині довжини різальної кромки має виступ довжиною С = (0,06- 0,265) Lн.
Спосіб автоматизованого розкрою прокату
Номер патенту: 52438
Опубліковано: 16.12.2002
Автори: Іцхакін Володлен Давидович, Курочкін Олександр Федорович, Сміяненко Ігор Миколайович, Костюченко Михайло Іванович, Шуліченко Юрій Констянтинович, Кіба Ігор Васильович, Дубина Олег Вікторович, Бабенко Михайло Антонович, Сокуренко Анатолій Валентинович, Ястреб Микола Миколайович, Шеремет Володимир Олександрович
Мітки: спосіб, прокату, розкрою, автоматизованого
Формула / Реферат:
Спосіб автоматизованого розкрою прокату, що включає вимір довжини розкату кутом повороту прокатного валка, використання даних, отриманих при прокатці попередніх заготівок, різання розкату летючими ножицями на смуги, кратні мірним, який відрізняється тим, що додатково фіксують вхід у кліть і вихід із кліті торців розкату, а прогноз довжини розкату виконують за формулою , де...
Попередній патент: Екологічно чистий пелет
Наступний патент: Спосіб термообробки дрібнорозмірного інструмента з холоднодеформованого дроту
Випадковий патент: Топкова частина твердопаливного котла в. тимощука