Спосіб відновлення і зміцнення циліндричних деталей
Номер патенту: 65092
Опубліковано: 15.03.2004
Автори: Кирильченко Петро Миколайович, Климанчук Владислав Владиславович, Шебаніц Едуард Миколайович, Голі-Оглу Володимир Семенович, Щетинін Сергій Вікторович, Бойко Володимир Семенович
Формула / Реферат
Спосіб відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням, який відрізняється тим, що наплавлення виконують при малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до виразу:
G/V=(2-3)D, МДж/м,
де G/V - погонна енергія, МДж/м;
D - діаметр деталі, м.
Текст
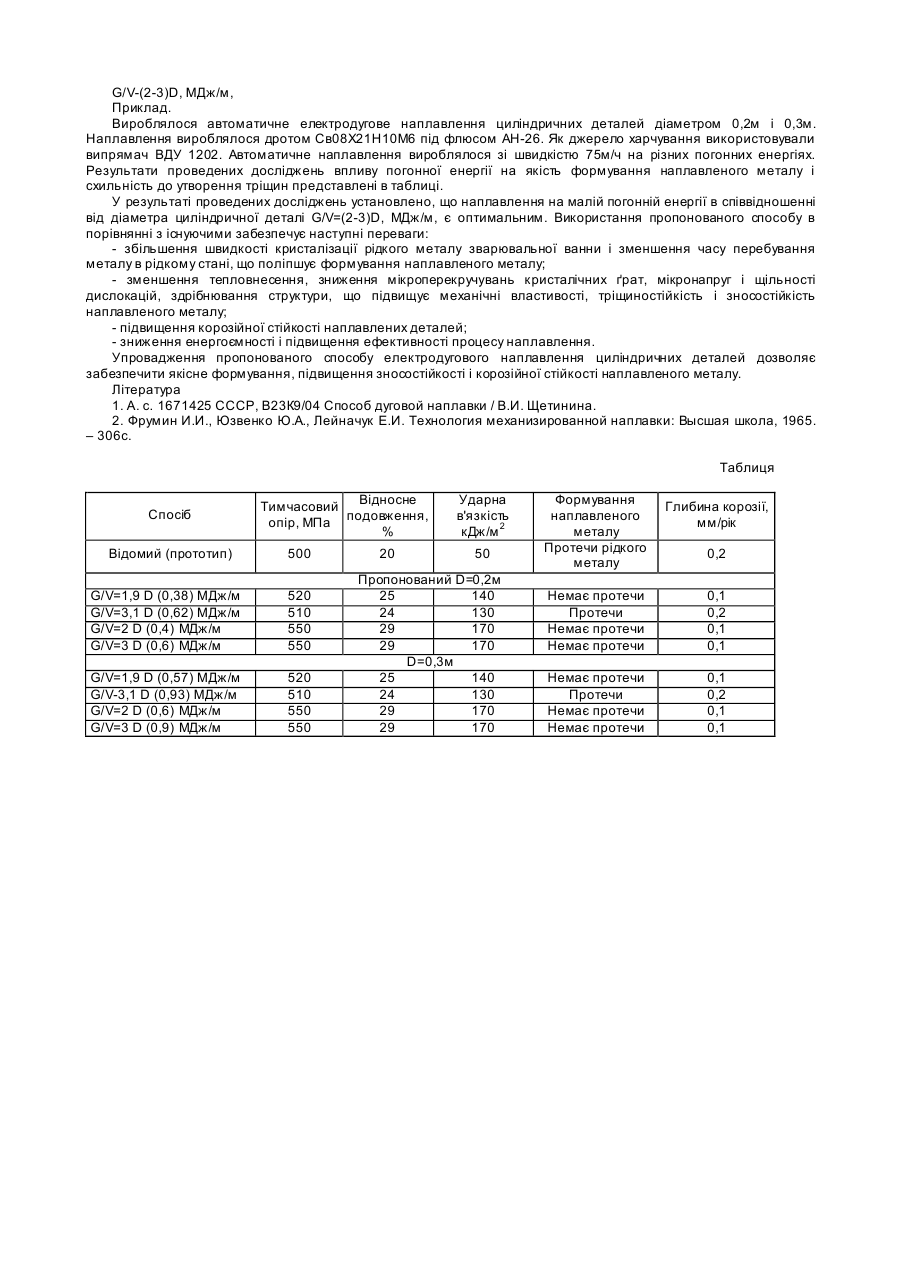
Винахід відноситься до області електродугового наплавлення і може бути використаний при відновленні і зміцненні циліндричних деталей металургійного устаткування в чорній металургії. При електродуговому наплавленні циліндричних деталей малого діаметра важко удержати рідкий метал зварювальної ванни від витікання і забезпечити підвищення зносостійкості наплавленого металу. Всі існуючі способи запобігання витікання рідкого металу зі зварювальної ванни засновані на механічному утриманні рідкого металу і не забезпечують одночасного підвищення зносостійкості і працездатності наплавлених деталей. Відомий спосіб електродугового наплавлення [1], при якому для запобігання витікання рідкого металу до крайки циліндричної деталі підгортають мідну планку, закріплену на наплавочній голівці. Однак даний спосіб використовується для запобігання витікання рідкого металу зі зварювальної ванни тільки на крайці. Відомий, узятий за прототип, спосіб електродугового наплавлення циліндричних деталей [2], при якому для запобігання витікання рідкого металу зі зварювальної ванни наплавлення роблять зі зсувом із зеніту убік, протилежний обертанню деталі. Однак при цьому важко забезпечити відсутність витікання рідкого металу зі зварювальної ванни при наплавленні циліндричних деталей малого діаметра, коли починає зсипатися флюс, захоплюючи за собою метал. Крім того, при цьому не забезпечується збільшення зносостійкості і працездатності циліндричних деталей. В основу винаходу поставлена задача розробити спосіб електродугового наплавлення циліндричних деталей, у якому використання нових умов здійснення дій дозволить підвищити якість наплавленого металу, зносостійкість і працездатність наплавлених деталей. Поставлена задача зважується за рахунок того, що в способі відновлення і зміцнення циліндричних деталей автоматичним електродуговим наплавленням відповідно винаходу наплавлення роблять на малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до вираження: G/V=(2-3)D, МДж/м, де G/V - погонна енергія, МДж/м; D - діаметр деталі, м. Наплавлення циліндричних деталей на малій погонній енергії в пропонованому співвідношенні з діаметром забезпечують зменшення тепло внесення, збільшення швидкості кристалізації і зменшення часу перебування металу зварювальної ванни в рідкому стані. У результаті рідкий метал не устигає випливати зі зварювальної ванни, що забезпечує якісне формування наплавленого металу. Найбільше ефективно зменшувати погонну енергію за рахунок підвищення швидкості наплавлення, тому що швидкість кристалізації прямо пропорційна швидкості наплавлення. Висока швидкість кристалізації рідкого металу приводить до здрібнювання структури і підвищенню зносостійкості наплавлених циліндричних деталей. При електродуговому наплавленні під дією теплового возбудження порушується статична рівновага міжатомної взаємодії, і виникають мікроперекручування кристалічних ґрат. Мікроперекручування кристалічних ґрат приводять до мікронапруг у наплавленому металі, що приводять до інтенсивного утворення і росту тріщин , механізм зародження яких зв'язують з дислокаціями. При наплавленні з малою погонною енергією зменшуються тепло внесення, знижуються мікроперекручування кристалічних ґрат, мікронапруги і щільність дислокацій, що забезпечує підвищення тріщиностійкості і зносостійкості наплавленого металу. Цей ефект підсилюється за рахунок здрібнювання структури. При наплавленні з малою погонною енергією зростає швидкість нагрівання й охолодження. При нагріванні з великою швидкістю ферит і перліт перетворюються в мілкодисперсний аустеніт, що розпадається у верхньому субкритичному інтервалі температур, що запобігає утворенню мартенситу і, як результат, холодних тріщин. Крім того, схильність до утворення холодних тріщин знижується за рахунок зменшення розміру зони термічного впливу при зварюванні на малій погонній енергії. Схильність до утворення кристалізаційних і подсолідусних тріщин знижується за рахунок здрібнювання структури і зменшення зварювальних напруг. Крім того, при наплавленні з малою погонною енергією підвищується корозійна стійкість наплавленого металу. Пропонований винахід заснований на ефективному способі впливу на формування і властивості наплавленого металу і зони термічного впливу за рахунок регулювання погонної енергії і тепло внесення в залежності від діаметра циліндричної деталі. Отже, даний спосіб виявляє свої особливості - збільшення швидкості кристалізації і здрібнювання структури, запобігання утворення кристалізаційних і холодних тріщин тільки за певних умов, а саме, при наплавленні на малій погонній енергії, величину якої встановлюють у залежності від діаметра відповідно до вираження: G/V=(2-3)D, МДж/м, де G/V - погонна енергія, МДж/м; D - діаметр деталі, м. Виходить, ці умови є істотними. А наплавлення циліндричних деталей на малій погонній енергії в заявленій закономірності, забезпечує якісне формування наплавленого металу, підвищення стійкості до утворення кристалізаційних і холодних тріщин, зносостійкості і працездатності деталей. При наплавленні циліндричних деталей з погонною енергією менше 2DМДж/м порушується стабільність процесу і якість наплавленого металу. Наплавлений валик стає нерівномірним по ширині і глибині проплавлення, що знижує міцність зчеплення основного і наплавленого металу. При наплавленні циліндричних деталей з погонною енергією більше 3DМДж/м збільшується тепло внесення, знижується швидкість охолодження і зростає час перебування ванни в рідкому стані, що приводить до витікання металу зі зварювальної ванни і порушенню формування наплавленого металу. Крім того, при великій погонній енергії підвищуються мікроперекручування кристалічних ґрат, мікронапруги і щільність дислокацій, що приводить до утворення тріщин і зниженню зносостійкості наплавлених деталей. Спосіб електродугового наплавлення здійснюється в такий спосіб. Циліндрична деталь закріплюється на установці. Відповідно до діаметра циліндричної деталі регулюють погонну енергію. Електрод закорочують на деталь, забезпечують захист дуги і починають процес наплавлення. Наплавлення роблять на малій погонній енергії, величину якої встановлюють у заявленому співвідношенні від діаметра циліндричної деталі: G/V-(2-3)D, МДж/м, Приклад. Вироблялося автоматичне електродугове наплавлення циліндричних деталей діаметром 0,2м і 0,3м. Наплавлення вироблялося дротом Св08Х21Н10М6 під флюсом АН-26. Як джерело харчування використовували випрямач ВДУ 1202. Автоматичне наплавлення вироблялося зі швидкістю 75м/ч на різних погонних енергіях. Результати проведених досліджень впливу погонної енергії на якість формування наплавленого металу і схильність до утворення тріщин представлені в таблиці. У результаті проведених досліджень установлено, що наплавлення на малій погонній енергії в співвідношенні від діаметра циліндричної деталі G/V=(2-3)D, МДж/м, є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: - збільшення швидкості кристалізації рідкого металу зварювальної ванни і зменшення часу перебування металу в рідкому стані, що поліпшує формування наплавленого металу; - зменшення тепловнесення, зниження мікроперекручувань кристалічних ґрат, мікронапруг і щільності дислокацій, здрібнювання структури, що підвищує механічні властивості, тріщиностійкість і зносостійкість наплавленого металу; - підвищення корозійної стійкості наплавлених деталей; - зниження енергоємності і підвищення ефективності процесу наплавлення. Упровадження пропонованого способу електродугового наплавлення циліндричних деталей дозволяє забезпечити якісне формування, підвищення зносостійкості і корозійної стійкості наплавленого металу. Література 1. А. с. 1671425 СССР, В23К9/04 Способ дуговой наплавки / В.И. Щетинина. 2. Фрумин И.И., Юзвенко Ю.А., Лейначук Е.И. Технология механизированной наплавки: Высшая школа, 1965. – 306с. Таблиця Спосіб Відомий (прототип) Відносне Тимчасовий подовження, опір, МПа % 500 G/V=1,9 D (0,38) МДж/м G/V=3,1 D (0,62) МДж/м G/V=2 D (0,4) МДж/м G/V=3 D (0,6) МДж/м 520 510 550 550 G/V=1,9 D (0,57) МДж/м G/V-3,1 D (0,93) МДж/м G/V=2 D (0,6) МДж/м G/V=3 D (0,9) МДж/м 520 510 550 550 20 Ударна в'язкість кДж/м 2 50 Пропонований D=0,2м 25 140 24 130 29 170 29 170 D=0,3м 25 140 24 130 29 170 29 170 Формування наплавленого металу Протечи рідкого металу Глибина корозії, мм/рік Немає протечи Протечи Немає протечи Немає протечи 0,1 0,2 0,1 0,1 Немає протечи Протечи Немає протечи Немає протечи 0,1 0,2 0,1 0,1 0,2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reconditioning and strengthening cylindrical parts
Автори англійськоюBoiko Volodymyr Semenovych, Schetynin Serhii Viktorovych, Klimanchuk Vladyslav Vladyslavovych, Klimanchuk Vladyslav Vladyslavovych, Kyrylchenko Petro Mykolaiovych, Shebanyts Eduard Mykolaiovych, Holi-Ohlu Volodymyr Semenovych
Назва патенту російськоюСпособ восстановления и упрочнения цилиндрических деталей
Автори російськоюБойко Владимир Семенович, Щетинин Сергей Викторович, Климанчук Владислав Владиславович, Кирильченко Петр Николаевич, Шебаниц Эдуард Николаевич, Голи-Оглу Владимир Семенович
МПК / Мітки
МПК: B23K 9/04
Мітки: відновлення, циліндричних, спосіб, зміцнення, деталей
Код посилання
<a href="https://ua.patents.su/2-65092-sposib-vidnovlennya-i-zmicnennya-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення і зміцнення циліндричних деталей</a>
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Кузьміч Ярослав Анатолійович, Моргун Олена Анатоліївна, Василенко Михайло Олександрович
Мітки: чавунних, сільськогосподарсько, відновлення, не-базових, деталей, спосіб, порожнистих, техніки, циліндричних
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Осін Руслан Анатолійович, Щербина Андрій Михайлович, Русских Віктор Васильович, Чайковський Олександр Борисович, Наливайко Володимир Миколайович, Саловський Віталій Семенович
МПК: B24B 39/00
Мітки: зміцнення, зовнішніх, деталей, циліндричних, поверхонь, пристрій, вигладжуванням
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Гринько Павло Васильович, Молодик Микола Володимирович, Хітров Ігор Олександрович, Кононогов Юрій Андрійович
МПК: B23P 6/00
Мітки: відновлення, внутрішніх, спрацьованих, спосіб, поверхонь, деталей, циліндричних
Формула / Реферат:
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей
Номер патенту: 51720
Опубліковано: 16.12.2002
Автори: Афтаназів Іван Семенович, Грицай Ігор Євгенович, Кусий Ярослав Маркіянович
МПК: B23P 9/00
Мітки: деталей, циліндричних, поверхонь, пристрій, довгомірних, зміцнення
Формула / Реферат:
Пристрій для зміцнення поверхонь довгомірних циліндричних деталей, що містить кільцеві статор і якір електромагнітного приводу та встановлені з можливістю коливання ударні елементи, виконані у вигляді циліндричних дисків із рівномірно розташованими по їх периферії і виступаючими за їх межі деформуючими кульками, який відрізняється тим, що кожен із ударних елементів з'єднаний відповідно із статором чи якорем пружними елементами рівної...
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Тетянич Іван Костянтинович, Орлова Людмила Володимирівна
МПК: B23K 11/06, B23P 6/00
Мітки: спосіб, циліндричних, відновлення, деталей, спрацьованих
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Попередній патент: Двигун
Наступний патент: Пристрій важення рідинних та сипучих речовин
Випадковий патент: Жаростійка феритна сталь