Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей
Номер патенту: 60194
Опубліковано: 15.09.2003
Автори: Хітров Ігор Олександрович, Молодик Микола Володимирович, Гринько Павло Васильович, Кононогов Юрій Андрійович
Формула / Реферат
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері.
Текст
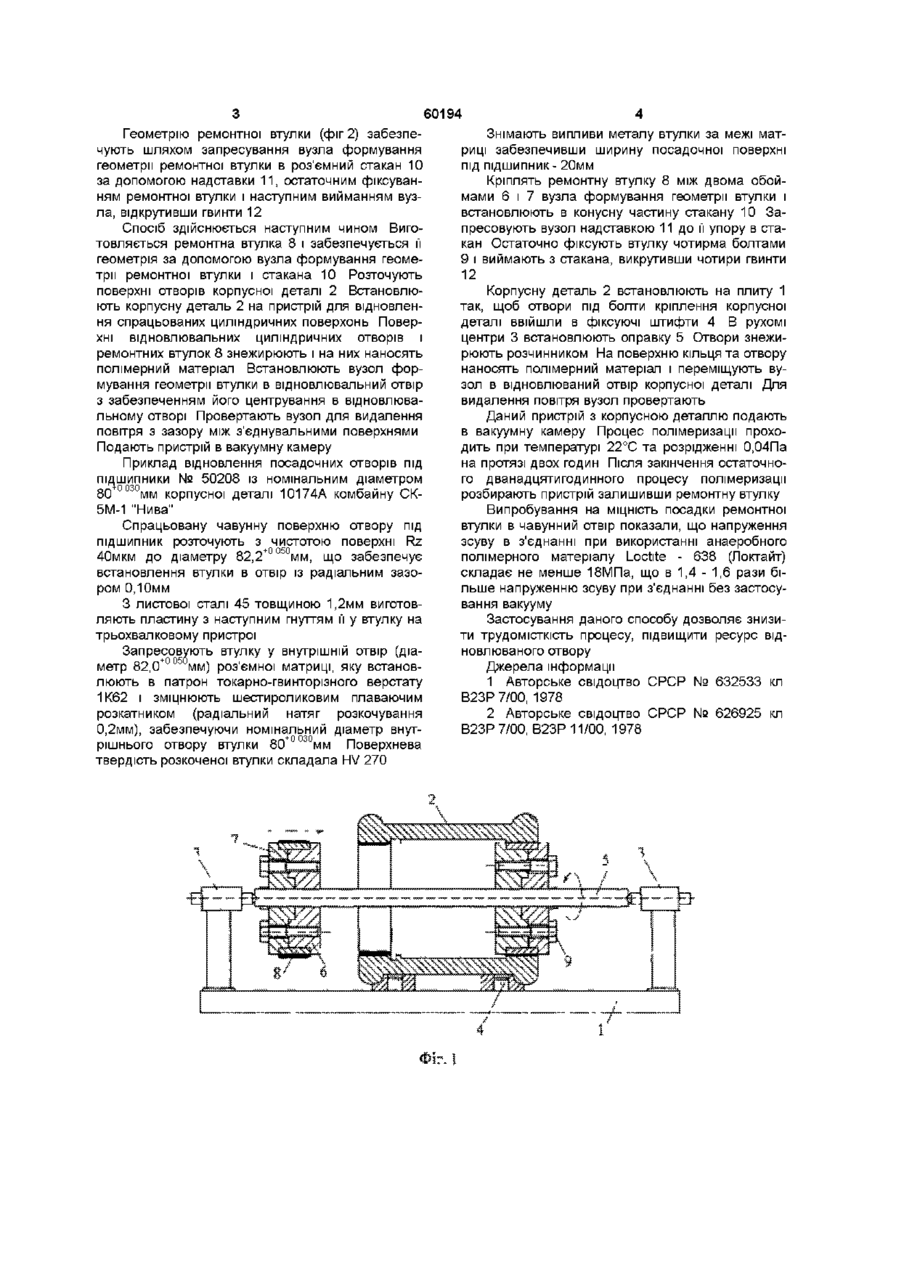
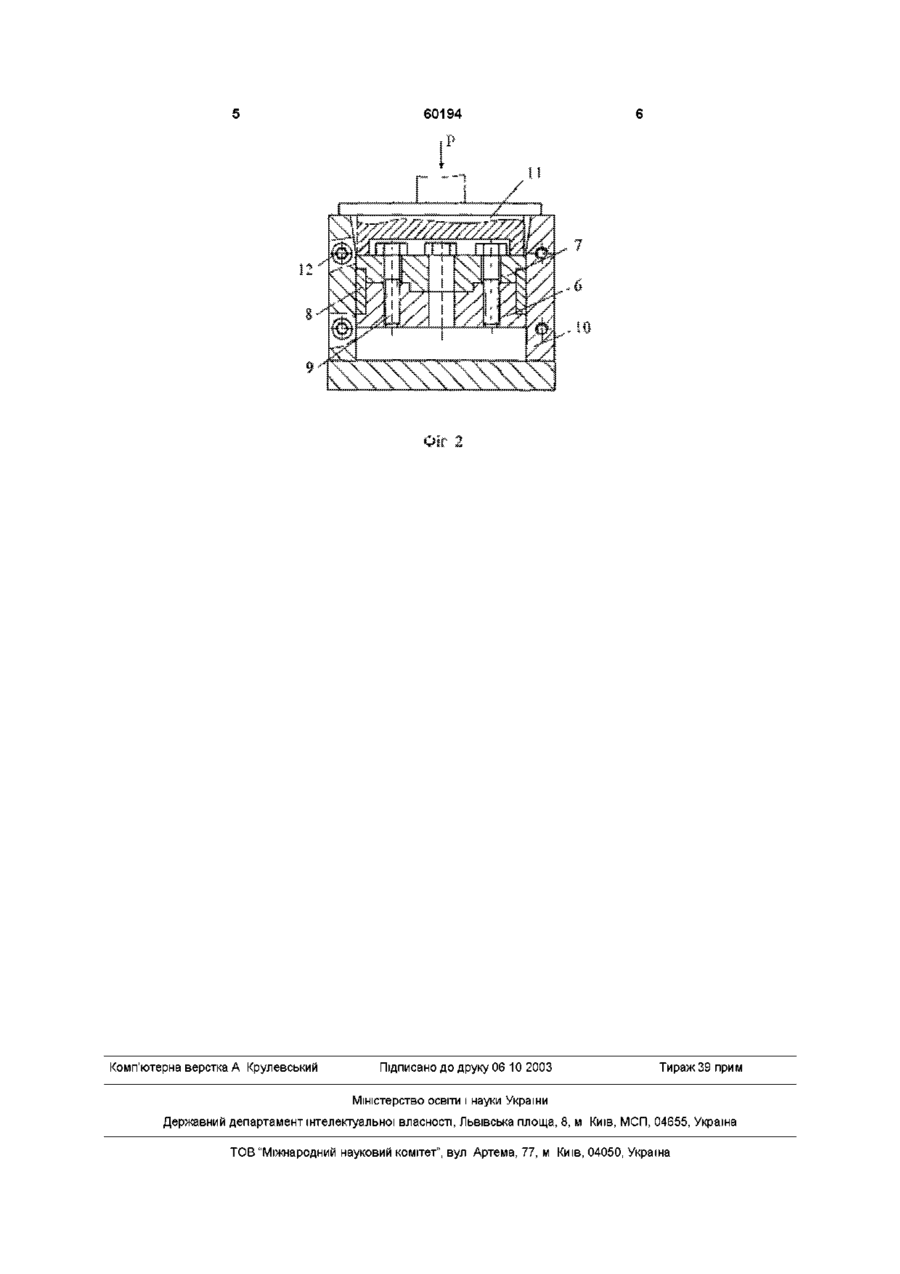
Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесенні на неї полімерного матеріалу, вклеюванні ремонтної втулки в отвір, який відрізняється тим, що проводять фіксацію ремонтної втулки з наступним центруванням и в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері Спосіб відноситься до області ремонту деталей і може застосовуватись для відновлення спрацьованих внутрішніх отворів корпусних деталей Відомий спосіб відновлення спрацьованих поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесення на неї клею, встановлення втулки і притиснення и до обробленої поверхні в процесі полімеризації клею шляхом розкочування и до необхідного розміру [1] Недоліком такого способу є те, що при розкочуванні втулки відбувається витиснення клею, що значно знижує МІЦНІСТЬ зчеплення втулки з поверхнею отвору Внаслідок нерівножорсткості поверхні можливі відхилення геометричної форми поверхні відновленого отвору Найбільш близьким за технічним рішенням до винаходу, що заявляється, є спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні деталі, вклеювання ремонтної втулки з наступною необхідною обробкою [2] Недоліком такого способу є те, що при знятті припуску шляхом механічної обробки ремонтної втулки зменшується МІЦНІСТЬ з'єднання із-за можливості зсуву Запропонований винахід, направлений на вирішення задачі підвищення МІЦНОСТІ з'єднання "ремонтна втулка - полімерний матеріал - поверхня отвору" і досягнення номінального розміру відновлюваного отвору Поставлена задача досягається тим, що в способі відновлення спрацьованих внутрішніх ци ліндричних поверхонь деталей, який полягає в механічній обробці спрацьованої поверхні, нанесення на неї полімерного матеріалу, вклеювання ремонтної втулки в отвір, проводять фіксацію ремонтної втулки з наступним центруванням її в відновлювальному отворі, а вклеювання ремонтної втулки в відновлювальний отвір здійснюють в вакуумній камері Номінальний розмір відновлюваного отвору досягається за рахунок встановлення в отвір з зазором розмірної зміцненої ремонтної втулки і одночасним її центруванням, що забезпечить геометрію внутрішньої поверхні втулки і необхідний полімерний прошарок Вклеювання ремонтної втулки в вакуумній камері покращить проникнення полімерного матеріалу, дозволить запобігти протіканню окисних процесів і посилить ефект склеювання відновлюваної поверхні отвору з ремонтною втулкою На фіг 1 зображена схема пристрою, що реалізує даний спосіб, на фіг 2 - схема запресування вузла формування геометрії ремонтної втулки в стакан Пристрій (фиг 1) складається з плити 1 на яку ставиться корпус 2, центрувальних пристроїв З, фіксуючих штифтів 4, оправки 5, вузла формування геометрії ремонтної втулки Вузол формування геометрії ремонтної втулки складається з правої 6 і лівої 7 обойми, між внутрішніми бічними поверхнями якої притискається ремонтна втулка 8 за допомогою чотирьох болтів 9 о (О 60194 Геометрію ремонтної втулки (фіг 2) забезпечують шляхом запресування вузла формування геометрії ремонтної втулки в роз'ємний стакан 10 за допомогою надставки 11, остаточним фіксуванням ремонтної втулки і наступним вийманням вузла, відкрутивши гвинти 12 Спосіб здійснюється наступним чином Виготовляється ремонтна втулка 8 і забезпечується її геометрія за допомогою вузла формування геометри ремонтної втулки і стакана 10 Розточують поверхні отворів корпусної деталі 2 Встановлюють корпусну деталь 2 на пристрій для відновлення спрацьованих циліндричних поверхонь Поверхні відновлювальних циліндричних отворів і ремонтних втулок 8 знежирюють і на них наносять полімерний матеріал Встановлюють вузол формування геометрії втулки в відновлювальний отвір з забезпеченням його центрування в відновлювальному отворі Провертають вузол для видалення повітря з зазору між з'єднувальними поверхнями Подають пристрій в вакуумну камеру Приклад відновлення посадочних отворів під підшипники № 50208 із номінальним діаметром 80 + 0 0 3 0 мм корпусної деталі 10174А комбайну СК5М-1 "Нива" Спрацьовану чавунну поверхню отвору під підшипник розточують з чистотою поверхні Rz 40мкм до діаметру 82,2 + 0 0 5 0 мм, що забезпечує встановлення втулки в отвір із радіальним зазором 0,10мм З листової сталі 45 товщиною 1,2мм виготовляють пластину з наступним гнуттям її у втулку на трьохвалковому пристрої Запресовують втулку у внутрішній отвір (діаметр 82,0 + 0 0 5 мм) роз'ємної матриці, яку встановлюють в патрон токарно-гвинторізного верстату 1К62 і зміцнюють шестироликовим плаваючим розкатником (радіальний натяг розкочування 0,2мм), забезпечуючи номінальний діаметр внутоп+0 030 п рішнього отвору втулки 80 мм Поверхнева твердість розкоченої втулки складала HV 270 Знімають випливи металу втулки за межі матриці забезпечивши ширину посадочної поверхні під підшипник- 20мм Кріплять ремонтну втулку 8 між двома обоймами 6 і 7 вузла формування геометрії втулки і встановлюють в конусну частину стакану 10 Запресовують вузол надставкою 11 до її упору в стакан Остаточно фіксують втулку чотирма болтами 9 і виймають з стакана, викрутивши чотири гвинти 12 Корпусну деталь 2 встановлюють на плиту 1 так, щоб отвори під болти кріплення корпусної деталі ввійшли в фіксуючі штифти 4 В рухомі центри 3 встановлюють оправку 5 Отвори знежирюють розчинником На поверхню кільця та отвору наносять полімерний матеріал і переміщують вузол в відновлюваний отвір корпусної деталі Для видалення повітря вузол провертають Даний пристрій з корпусною деталлю подають в вакуумну камеру Процес полімеризації проходить при температурі 22°С та розрідженні 0,04Па на протязі двох годин Після закінчення остаточного дванадцятигодинного процесу полімеризації розбирають пристрій залишивши ремонтну втулку Випробування на МІЦНІСТЬ посадки ремонтної втулки в чавунний отвір показали, що напруження зсуву в з'єднанні при використанні анаеробного полімерного матеріалу Loctite - 638 (Локтайт) складає не менше 18МПа, що в 1,4 - 1,6 рази більше напруженню зсуву при з'єднанні без застосування вакууму Застосування даного способу дозволяє знизити трудомісткість процесу, підвищити ресурс відновлюваного отвору Джерела інформації 1 Авторське свідоцтво СРСР № 632533 кл В23Р7/00, 1978 2 Авторське свідоцтво СРСР № 626925 кл В23Р 7/00, В23Р 11/00, 1978 60194 Комп'ютерна верстка А Крулевський Підписано до друку 06 10 2003 Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ТОВ "Міжнародний науковий комітет", вул Артема, 77, м Київ, 04050, Україна
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of worn out internal cylindrical surfaces of details
Автори англійськоюMolodyk Mykola Volodymyrovych, Hrynko Pavlo Vasyliovych
Назва патенту російськоюСпособ восстановления изношенных внутренних цилиндрических поверхностей деталей
Автори російськоюМолодик Николай Владимирович, Гринько Павел Васильевич
МПК / Мітки
МПК: B23P 6/00
Мітки: циліндричних, відновлення, спосіб, поверхонь, спрацьованих, деталей, внутрішніх
Код посилання
<a href="https://ua.patents.su/3-60194-sposib-vidnovlennya-spracovanikh-vnutrishnikh-cilindrichnikh-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення спрацьованих внутрішніх циліндричних поверхонь деталей</a>
Спосіб відновлення спрацьованих циліндричних деталей
Номер патенту: 13143
Опубліковано: 28.02.1997
Автори: Орлова Людмила Володимирівна, Тетянич Іван Костянтинович
МПК: B23K 11/06, B23P 6/00
Мітки: спосіб, циліндричних, відновлення, спрацьованих, деталей
Формула / Реферат:
(57) Способ восстановления изношенных цилиндрических деталей, при котором на деталь наматывают металлическую ленту, длина которой соответствует длине окружности детали, и осуществляют контактную приварку ленты к детали по винтовой линии, отличающийся тем, что приваркой ленты ее края и стык соединяют с деталью сплошной шовной сваркой.
Спосіб відновлення спрацьованих дисків сільськогосподарської сівалки
Номер патенту: 38536
Опубліковано: 15.05.2001
Автори: Осмак Мирон Іванович, Назар Ігор Богданович
МПК: A01B 15/00, A01B 7/00
Мітки: сільськогосподарсько, відновлення, сівалки, дисків, спосіб, спрацьованих
Формула / Реферат:
Спосіб відновлення опрацьованих дисків сільськогосподарської сівалки, згідно з яким один із спрацьованих дисків обточують до технологічного діаметру, і до обточеного центрального диска приварюють в середовищі захисних газів сектори відновлювального кільця, з попередньою їх фіксацією в осьовому та радіальному напрямках, який відрізняється тим, що сектори, відновлювального кільця виготовляють з іншого спрацьованого диска, внутрішній діаметр...
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь
Номер патенту: 14650
Опубліковано: 20.01.1997
Автори: Єфремов Михайло Васильович, Стасишин Петро Іванович, Поліщук Микола Олександрович, Сенцюк Богдан Володимирович
МПК: B23K 9/04
Мітки: циліндричних, пристрій, внутрішніх, автоматичної, поверхонь, наплавки, конічних
Формула / Реферат:
Пристрій для автоматичної наплавки внутрішніх циліндричних і конічних поверхонь, який містить станину, електродвигун, планшайбу для кріплення та обертання деталі, що наплавляється, зварювальну головку з кареткою і механізм переміщення, який відрізняється тим, що станина виконана з двох стінок, причому на одній з них кріпиться планшайба, оснащена штангою, що має можливість обертатись, а на іншій - механізм переміщення, оснащений...
Спосіб відновлення чавунних циліндричних порожнистих не-базових деталей сільськогосподарської техніки

Номер патенту: 53477
Опубліковано: 15.01.2003
Автори: Кузьміч Ярослав Анатолійович, Василенко Михайло Олександрович, Моргун Олена Анатоліївна
Мітки: циліндричних, спосіб, техніки, порожнистих, відновлення, деталей, сільськогосподарсько, чавунних, не-базових
Формула / Реферат:
1. Спосіб відновлення чавунних циліндричних порожнистих небазових деталей сільськогосподарської техніки, що включає операції поетапного електродугового наплавлення по гвинтовій лінії, подачі в зону наплавлення кисню та природного газу, охолодження в навколишньому повітряному середовищі та токарну обробку відновлюваних деталей до номінальних розмірів, який відрізняється тим, що при виконанні поетапного електродугового наплавлення нанесення шва...
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням
Номер патенту: 58864
Опубліковано: 15.08.2003
Автори: Наливайко Володимир Миколайович, Щербина Андрій Михайлович, Чайковський Олександр Борисович, Русских Віктор Васильович, Саловський Віталій Семенович, Осін Руслан Анатолійович
МПК: B24B 39/00
Мітки: циліндричних, поверхонь, деталей, вигладжуванням, зовнішніх, зміцнення, пристрій
Формула / Реферат:
Пристрій для зміцнення зовнішніх циліндричних поверхонь деталей вигладжуванням, який містить привід обертання деталі, циліндричний інструмент, торець якого є робочою поверхнею, навантажуюче пристосування, механізм обертання інструмента навколо своєї осі, який відрізняється тим, що містить джерело живлення та електроконтактні пристрої, один з яких контактує з приводом деталі, а інший - з навантажуючим пристосуванням.
Попередній патент: Спосіб профілактичного лікування патології молочних залоз при порушеннях становлення менструального циклу у дівчат в пубертатному періоді
Наступний патент: Однофазний двигун з котким ротором
Випадковий патент: Токарний різець