Спосіб автоматичного регулювання температури в пекарній камері хлібопекарних печей
Номер патенту: 66268
Опубліковано: 15.04.2004
Автори: Калениченко Григорій Федорович, Калениченко Сергій Григорович
Формула / Реферат
Спосіб автоматичного регулювання температурного режиму в пекарній камері хлібопекарних печей шляхом зміни витрати палива за температурою парогазового середовища в основній зоні випікання пекарної камери, який відрізняється тим, що витрату палива корегують за швидкістю зміни температури парогазового середовища в зоні зволоження тістових заготівок пекарної камери.
Текст
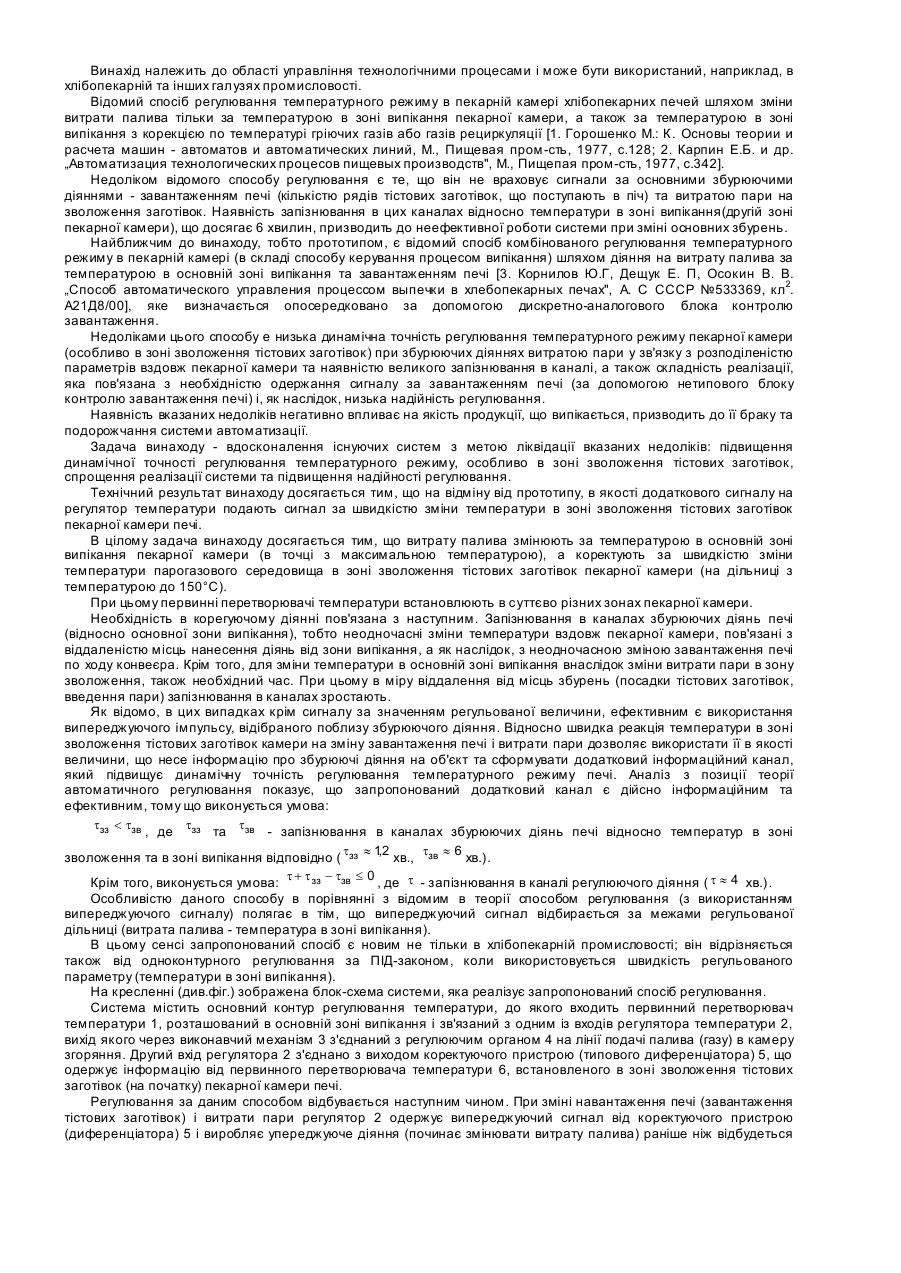
Винахід належить до області управління технологічними процесами і може бути використаний, наприклад, в хлібопекарній та інших галузях промисловості. Відомий спосіб регулювання температурного режиму в пекарній камері хлібопекарних печей шляхом зміни витрати палива тільки за температурою в зоні випікання пекарної камери, а також за температурою в зоні випікання з корекцією по температурі гріючих газів або газів рециркуляції [1. Горошенко М.: К. Основы теории и расчета машин - автоматов и автоматических линий, М., Пищевая пром-сть, 1977, с.128; 2. Карпин Е.Б. и др. „Автоматизация технологических процесов пищевых производств", М., Пищепая пром-сть, 1977, с.342]. Недоліком відомого способу регулювання є те, що він не враховує сигнали за основними збурюючими діяннями - завантаженням печі (кількістю рядів тістових заготівок, що поступають в піч) та витратою пари на зволоження заготівок. Наявність запізнювання в цих каналах відносно температури в зоні випікання(другій зоні пекарної камери), що досягає 6 хвилин, призводить до неефективної роботи системи при зміні основних збурень. Найближчим до винаходу, тобто прототипом, є відомий спосіб комбінованого регулювання температурного режиму в пекарній камері (в складі способу керування процесом випікання) шляхом діяння на витрату палива за температурою в основній зоні випікання та завантаженням печі [3. Корнилов Ю.Г, Дещук Е. П, Осокин В. В. „Способ автоматического управления процессом выпечки в хлебопекарных печах", А. С СССР №533369, кл2. А21Д8/00], яке визначається опосередковано за допомогою дискретно-аналогового блока контролю завантаження. Недоліками цього способу е низька динамічна точність регулювання температурного режиму пекарної камери (особливо в зоні зволоження тістових заготівок) при збурюючих діяннях витратою пари у зв'язку з розподіленістю параметрів вздовж пекарної камери та наявністю великого запізнювання в каналі, а також складність реалізації, яка пов'язана з необхідністю одержання сигналу за завантаженням печі (за допомогою нетипового блоку контролю завантаження печі) і, як наслідок, низька надійність регулювання. Наявність вказаних недоліків негативно впливає на якість продукції, що випікається, призводить до її браку та подорожчання системи автоматизації. Задача винаходу - вдосконалення існуючих систем з метою ліквідації вказаних недоліків: підвищення динамічної точності регулювання температурного режиму, особливо в зоні зволоження тістових заготівок, спрощення реалізації системи та підвищення надійності регулювання. Технічний результат винаходу досягається тим, що на відміну від прототипу, в якості додаткового сигналу на регулятор температури подають сигнал за швидкістю зміни температури в зоні зволоження тістових заготівок пекарної камери печі. В цілому задача винаходу досягається тим, що витрату палива змінюють за температурою в основній зоні випікання пекарної камери (в точці з максимальною температурою), а коректують за швидкістю зміни температури парогазового середовища в зоні зволоження тістових заготівок пекарної камери (на дільниці з температурою до 150°С). При цьому первинні перетворювачі температури встановлюють в суттєво різних зонах пекарної камери. Необхідність в корегуючому діянні пов'язана з наступним. Запізнювання в каналах збурюючих діянь печі (відносно основної зони випікання), тобто неодночасні зміни температури вздовж пекарної камери, пов'язані з віддаленістю місць нанесення діянь від зони випікання, а як наслідок, з неодночасною зміною завантаження печі по ходу конвеєра. Крім того, для зміни температури в основній зоні випікання внаслідок зміни витрати пари в зону зволоження, також необхідний час. При цьому в міру віддалення від місць збурень (посадки тістових заготівок, введення пари) запізнювання в каналах зростають. Як відомо, в цих випадках крім сигналу за значенням регульованої величини, ефективним є використання випереджуючого імпульсу, відібраного поблизу збурюючого діяння. Відносно швидка реакція температури в зоні зволоження тістових заготівок камери на зміну завантаження печі і витрати пари дозволяє використати її в якості величини, що несе інформацію про збурюючі діяння на об'єкт та сформувати додатковий інформаційний канал, який підвищує динамічну точність регулювання температурного режиму печі. Аналіз з позиції теорії автоматичного регулювання показує, що запропонований додатковий канал є дійсно інформаційним та ефективним, тому що виконується умова: tзз < tзв , де tзз та tзв - запізнювання в каналах збурюючих діянь печі відносно температур в зоні , зволоження та в зоні випікання відповідно ( tзз » 12 хв., tзв » 6 хв.). Крім того, виконується умова: t + t зз - tзв £ 0 , де t - запізнювання в каналі регулюючого діяння ( t » 4 хв.). Особливістю даного способу в порівнянні з відомим в теорії способом регулювання (з використанням випереджуючого сигналу) полягає в тім, що випереджуючий сигнал відбирається за межами регульованої дільниці (витрата палива - температура в зоні випікання). В цьому сенсі запропонований спосіб є новим не тільки в хлібопекарній промисловості; він відрізняється також від одноконтурного регулювання за ПІД-законом, коли використовується швидкість регульованого параметру (температури в зоні випікання). На кресленні (див.фіг.) зображена блок-схема системи, яка реалізує запропонований спосіб регулювання. Система містить основний контур регулювання температури, до якого входить первинний перетворювач температури 1, розташований в основній зоні випікання і зв'язаний з одним із входів регулятора температури 2, вихід якого через виконавчий механізм 3 з'єднаний з регулюючим органом 4 на лінії подачі палива (газу) в камеру згоряння. Другий вхід регулятора 2 з'єднано з виходом коректуючого пристрою (типового диференціатора) 5, що одержує інформацію від первинного перетворювача температури 6, встановленого в зоні зволоження тістових заготівок (на початку) пекарної камери печі. Регулювання за даним способом відбувається наступним чином. При зміні навантаження печі (завантаження тістових заготівок) і витрати пари регулятор 2 одержує випереджуючий сигнал від коректуючого пристрою (диференціатора) 5 і виробляє упереджуюче діяння (починає змінювати витрату палива) раніше ніж відбудеться відхилення основного регульованого параметра (тобто до початку зміни температури в зоні випікання), запобігаючи велику динамічну помилку регулювання температурного режиму пекарної камери, зокрема в зоні зволоження тістових заготівок. Потім, в міру відхилення температури середовища в зоні випікання від заданого значення, викликаного будь-яким збуренням, регулятор 2 за сигналом від перетворювача температури 1 здійснює стабілізуюче діяння на об'єкт, змінюючи витрату палива у відповідності з вибраним законом регулювання. Наприклад, після зменшення завантаження печі температура в зоні зволоження тістових заготівок почне збільшуватися значно раніше ніж в зоні випікання і регулятор 2 за сигналом від коректуючого пристрою 5, пропорційним швидкості збільшення температури в зоні зволоження, буде зменшувати витрату палива, не чекаючи збільшення температури в зоні випікання. Остаточне регулювання температурного режиму відбудеться за температурою в зоні випікання. При збуренні витратою пари в зону зволоження процес регулювання буде відбуватись аналогічно. Для узгодження знаків збурюючих та регулюючих діянь первинний перетворювач 6 необхідно встановити в такому місці зони зволоження, де збільшення витрати пари завжди викликає зменшення температури і навпаки (вибирається експериментально). Система, що реалізує даний спосіб є двоконтурною і належить до класу систем з додатковим діянням за швидкістю зміни допоміжної величини. Її особливість в тім, що допоміжний контур знаходиться за межами основного, тому що допоміжна величина не є проміжною. Оскільки коректуючий пристрій (диференціатор) не одержує визначеного завдання, то ця система не е каскадною. В випадку великого запізнювання в каналі регулювання (витрата палива - температура випікання) запропонований спосіб може бути застосований у поєднанні з одним з відомих способів регулювання температури в пекарній камері, що передбачають корекцію по температурі гріючих газів або газів рециркуляції [1, 2]. В результаті використання випереджуючого коректуючого сигналу, що реагує на основні збурення, динамічне відхилення температури в пекарній камері в процесі її регулювання зменшується майже на 50%, а в зоні зволоження, зокрема, не перевищує 1,5°С при статичній помилці 1,0°С. Крім того, застосування способу спрощує систему регулювання температурного режиму в пекарній камері і підвищує надійність всієї системи, що позитивно впливає на якість готової продукції.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for automatic temperature control in a baking chamber of bakery ovens
Автори англійськоюKalenychenko Hryhorii Fedorovych
Назва патенту російськоюСпособ автоматического регулирования температуры в пекарной камере хлебопекарных печей
Автори російськоюКалениченко Григорий Федорович
МПК / Мітки
МПК: A21D 8/00
Мітки: регулювання, автоматичного, камери, печей, хлібопекарних, температури, спосіб, пекарній
Код посилання
<a href="https://ua.patents.su/2-66268-sposib-avtomatichnogo-regulyuvannya-temperaturi-v-pekarnijj-kameri-khlibopekarnikh-pechejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматичного регулювання температури в пекарній камері хлібопекарних печей</a>
Спосіб і система автоматичного регулювання розрідження в печі згоряння і температури відпрацьованих газів
Номер патенту: 40660
Опубліковано: 15.08.2001
Автори: Груча Гінтер, Люпа Анджей, Крук Богдан, Шенджелож Барбара, Петрашек Антоній, Барон Еугенюш, Тхуж Януш, Цьвьоро Анджей, Козіна Тадеуш, Булянда Хенрік, Буні Марек, Тімовскі Генріх, Грушка Станіслав, Пейм Себастьян, Вецек Пьотр
МПК: G05D 23/00, G05D 16/00
Мітки: згоряння, печі, регулювання, розрідження, газів, система, відпрацьованих, температури, спосіб, автоматичного
Формула / Реферат:
1. Способ регулирования разрежения с одновременным регулированием разницы температур отходящих газов в каналах с электрофильтрами, отличающийся тем, что устройство управления разницей температур отходящих газов воздействует на устройства корректировки вентиляторних направлений, на которые также воздействует устройство, контролирующее разрежение в печи сгорания.2. Система автоматического регулирования разрежения в печи сгорания и...
Спосіб автоматичного регулювання теплового режиму багатозонної нагрівної печі із зоною утилізації тепла
Номер патенту: 63914
Опубліковано: 16.02.2004
Автори: Грінберг Віталій Якович, Ольшанський Віктор Михайлович, Демидович Микола Олегович, Данилов Валентин Анатолійович, Терент'єв Віталій Іванович
МПК: F27D 19/00
Мітки: спосіб, теплового, печі, тепла, нагрівної, утилізації, режиму, автоматичного, зоною, багатозонної, регулювання
Формула / Реферат:
Спосіб автоматичного регулювання теплового режиму багатозонної нагрівної печі із зоною утилізації тепла шляхом коректування теплового режиму останньої в напрямку руху продуктів згорання опалювальної зони за температурою продуктів згорання у димоході в залежності від продуктивності печі, який відрізняється тим, що регулювання проводять за залежністю температур в останній в напрямку руху продуктів згорання опалювальній зоні та у димоході, при...
Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів чи виробів (парс-тп) та спосіб такого регулювання
Номер патенту: 34060
Опубліковано: 15.04.2003
Автори: Костогриз Петро Васильович, Костогриз Кирило Петрович, Русінковський Олег Юрійович
МПК: F26B 21/06, F26B 3/02, F26B 25/22
Мітки: матеріалів, такого, пристрій, регулювання, виробів, спосіб, прогартовування, процесу, парс-тп, сушіння, автоматичного
Формула / Реферат:
1. Пристрій автоматичного регулювання процесу сушіння і/або прогартовування матеріалів або виробів у сушильному агрегаті, що містить вимірювальні пристрої, кожен з яких виконаний у вигляді, принаймні одного датчика, з’єднаного з елементом порівняння, блок керування, із входами якого з’єднані вимірювальні пристрої, а вихід якого зв'язаний з виконавчим механізмом регулювального органа подачі палива у камеру спалювання, при цьому датчик першого...
Спосіб автоматичного регулювання температури перегрітої пари в багатопаливному котлоагрегаті
Номер патенту: 18521
Опубліковано: 25.12.1997
Автори: Гаврищук Валерій Устинович, Клочков Валентин Миколайович, Данилін Євгеній Олексійович
МПК: F22G 5/00
Мітки: спосіб, багатопаливному, температури, перегрітої, регулювання, автоматичного, котлоагрегаті, пари
Формула / Реферат:
1. Способ автоматического регулирования температуры перегретого пара в многотопливном котлоагрегате, имеющем пароперегреватель, состоящий, как минимум, из двух ступеней, снабженный пароохладителем, установленным между его ступенями, и устройство предварительного регулирования температуры на исполнительные механизмы пароохладителя и устройства предварительного регулирования температуры перегрева путем воздействия по температуре пара на выходе...
Система автоматичного регулювання температури каталітичного реактора
Номер патенту: 25184
Опубліковано: 30.10.1998
Автори: Черних Віктор Іванович, Сьомін Дмитро Олександрович, Баранов Віталій Юрійович, Звонов Василь Олексійович
МПК: F02M 27/00
Мітки: реактора, автоматичного, каталітичного, регулювання, температури, система
Формула / Реферат:
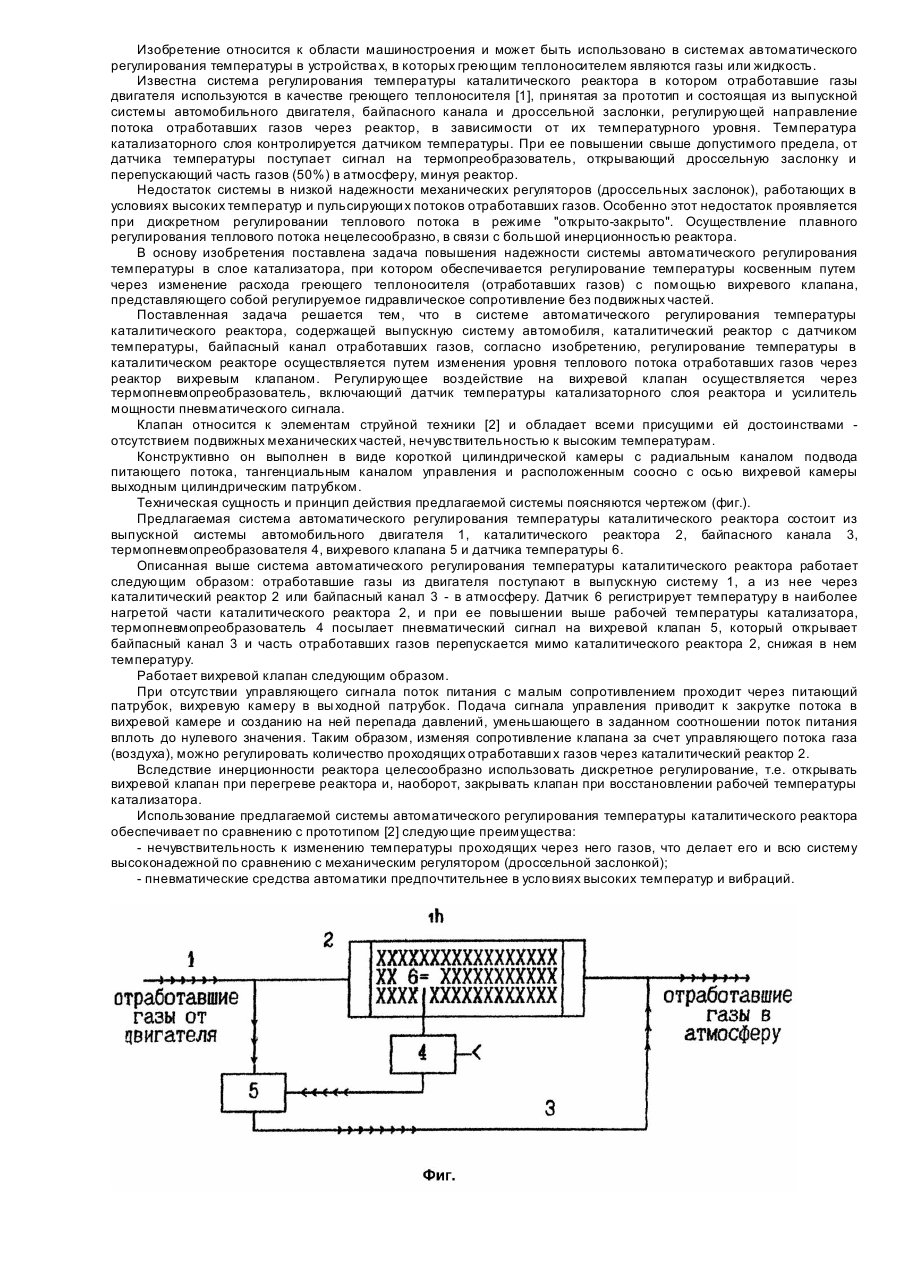
Система автоматического регулирования температуры каталитического реактора, состоящая из выпускной системы автомобильного двигателя, каталитического реактора с датчиком температуры и байпасного канала отработавших газов с регулирующим органом, отличающаяся тем, что регулирующим органом является вихревой клапан.
Попередній патент: Мастильно-охолодний технологічний засіб для механічної обробки металів
Наступний патент: Сталь
Випадковий патент: Магнітопровід