Рознімне з’єднання
Формула / Реферат
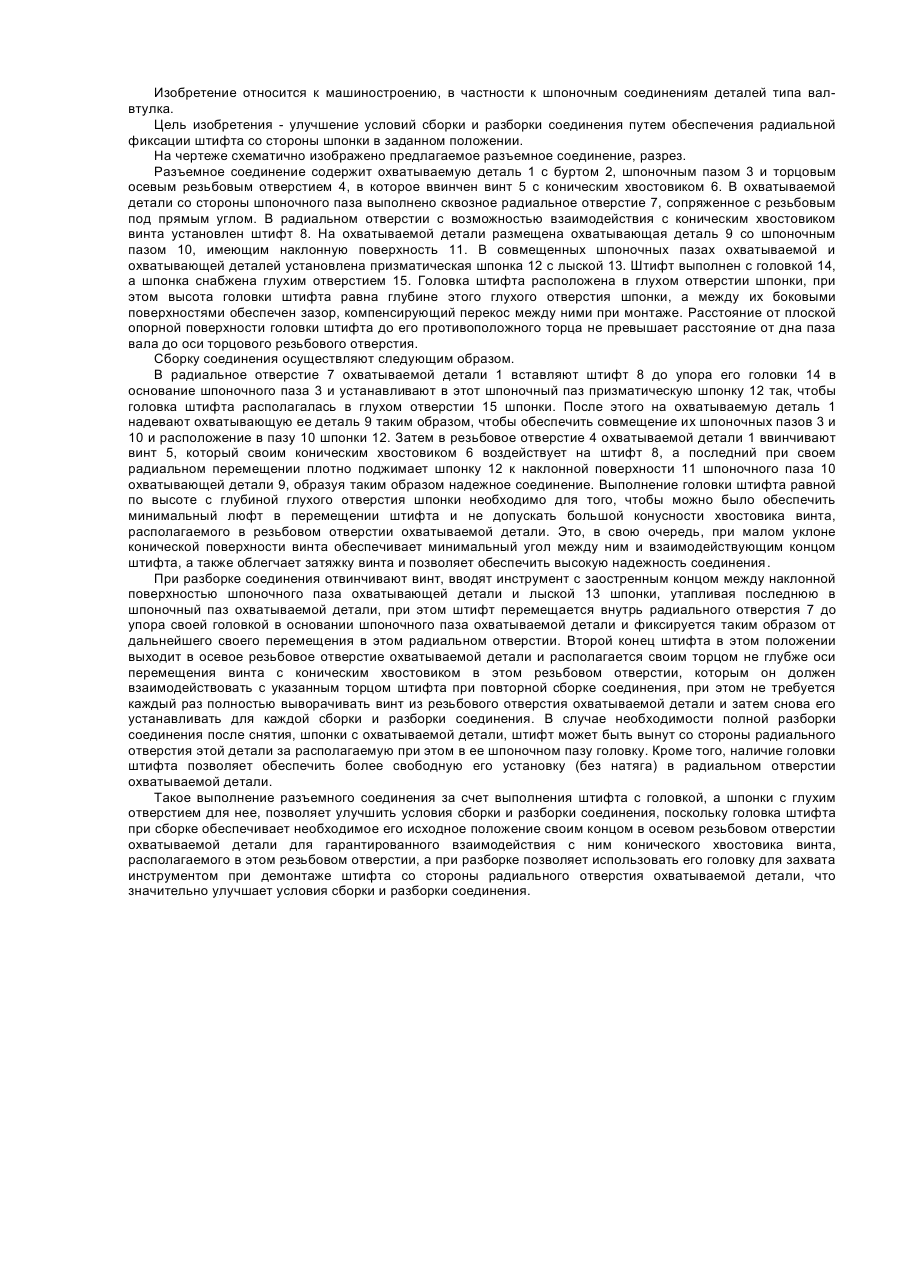
,Разъемное соединение по авт. св., № 1208332, отличающееся тем, что, с целью улучшения условий монтажа и демонтажа, штифт выполнен с головкой, а призматическая шпонка с глухим отверстием, при этом головка штифта расположена в глухом отверстии шпонки с радиальным зазором между их взаимообращенными поверхностями, высота головки штифта равна глубине глухого отверстия шпонки, а расстояние от плоской опорной поверхности головки штифта до его противоположного торца не превышает расстояние от дна шпоночного паза вала до оси резьбового отверстия.
Текст
Изобретение относится к машиностроению, в частности к шпоночным соединениям деталей типа валвтулка. Цель изобретения - улучшение условий сборки и разборки соединения путем обеспечения радиальной фиксации штифта со стороны шпонки в заданном положении. На чертеже схематично изображено предлагаемое разъемное соединение, разрез. Разъемное соединение содержит охватываемую деталь 1 с буртом 2, шпоночным пазом 3 и торцовым осевым резьбовым отверстием 4, в которое ввинчен винт 5 с коническим хвостовиком 6. В охватываемой детали со стороны шпоночного паза выполнено сквозное радиальное отверстие 7, сопряженное с резьбовым под прямым углом. В радиальном отверстии с возможностью взаимодействия с коническим хвостовиком винта установлен штифт 8. На охватываемой детали размещена охватывающая деталь 9 со шпоночным пазом 10, имеющим наклонную поверхность 11. В совмещенных шпоночных пазах охватываемой и охватывающей деталей установлена призматическая шпонка 12 с лыской 13. Штифт выполнен с головкой 14, а шпонка снабжена глухим отверстием 15. Головка штифта расположена в глухом отверстии шпонки, при этом высота головки штифта равна глубине этого глухого отверстия шпонки, а между их боковыми поверхностями обеспечен зазор, компенсирующий перекос между ними при монтаже. Расстояние от плоской опорной поверхности головки штифта до его противоположного торца не превышает расстояние от дна паза вала до оси торцового резьбового отверстия. Сборку соединения осуществляют следующим образом. В радиальное отверстие 7 охватываемой детали 1 вставляют штифт 8 до упора его головки 14 в основание шпоночного паза 3 и устанавливают в этот шпоночный паз призматическую шпонку 12 так, чтобы головка штифта располагалась в глухом отверстии 15 шпонки. После этого на охватываемую деталь 1 надевают охватывающую ее деталь 9 таким образом, чтобы обеспечить совмещение их шпоночных пазов 3 и 10 и расположение в пазу 10 шпонки 12. Затем в резьбовое отверстие 4 охватываемой детали 1 ввинчивают винт 5, который своим коническим хвостовиком 6 воздействует на штифт 8, а последний при своем радиальном перемещении плотно поджимает шпонку 12 к наклонной поверхности 11 шпоночного паза 10 охватывающей детали 9, образуя таким образом надежное соединение. Выполнение головки штифта равной по высоте с глубиной глухого отверстия шпонки необходимо для того, чтобы можно было обеспечить минимальный люфт в перемещении штифта и не допускать большой конусности хвостовика винта, располагаемого в резьбовом отверстии охватываемой детали. Это, в свою очередь, при малом уклоне конической поверхности винта обеспечивает минимальный угол между ним и взаимодействующим концом штифта, а также облегчает затяжку винта и позволяет обеспечить высокую надежность соединения. При разборке соединения отвинчивают винт, вводят инструмент с заостренным концом между наклонной поверхностью шпоночного паза охватывающей детали и лыской 13 шпонки, утапливая последнюю в шпоночный паз охватываемой детали, при этом штифт перемещается внутрь радиального отверстия 7 до упора своей головкой в основании шпоночного паза охватываемой детали и фиксируется таким образом от дальнейшего своего перемещения в этом радиальном отверстии. Второй конец штифта в этом положении выходит в осевое резьбовое отверстие охватываемой детали и располагается своим торцом не глубже оси перемещения винта с коническим хвостовиком в этом резьбовом отверстии, которым он должен взаимодействовать с указанным торцом штифта при повторной сборке соединения, при этом не требуется каждый раз полностью выворачивать винт из резьбового отверстия охватываемой детали и затем снова его устанавливать для каждой сборки и разборки соединения. В случае необходимости полной разборки соединения после снятия, шпонки с охватываемой детали, штифт может быть вынут со стороны радиального отверстия этой детали за располагаемую при этом в ее шпоночном пазу головку. Кроме того, наличие головки штифта позволяет обеспечить более свободную его установку (без натяга) в радиальном отверстии охватываемой детали. Такое выполнение разъемного соединения за счет выполнения штифта с головкой, а шпонки с глухим отверстием для нее, позволяет улучшить условия сборки и разборки соединения, поскольку головка штифта при сборке обеспечивает необходимое его исходное положение своим концом в осевом резьбовом отверстии охватываемой детали для гарантированного взаимодействия с ним конического хвостовика винта, располагаемого в этом резьбовом отверстии, а при разборке позволяет использовать его головку для захвата инструментом при демонтаже штифта со стороны радиального отверстия охватываемой детали, что значительно улучшает условия сборки и разборки соединения.
ДивитисяДодаткова інформація
Назва патенту англійськоюSplit joint
Автори англійськоюHuzenko Yurii Mykhailovych
Назва патенту російськоюРазъемное соединение
Автори російськоюГузенко Юрий Михайлович
МПК / Мітки
МПК: F16B 3/00
Код посилання
<a href="https://ua.patents.su/2-66430-roznimne-zehdnannya.html" target="_blank" rel="follow" title="База патентів України">Рознімне з’єднання</a>
Шпоночне з’єднання
Номер патенту: 15751
Опубліковано: 30.06.1997
Автори: Оренбойм Борис Данилович, Салтан Сергій Семенович
МПК: F16B 3/00
Формула / Реферат:
(57) Шпоночное соединение, содержащее охватывающую, охватываемую детали и шпонку с элементами фиксации, в охватываемой детали выполнен паз, в охватывающей детали - сквозное отверстие, шпонка выполнена прямоугольной с перпендикулярным ее оси цилиндрическим хвостовиком, а элементами фиксации являются резьбовая втулка и гайка, при этом шпонка установлена в пазу охватываемой детали с размещением хвостовика в отверстии охватывающей детали, а...
Рознімне з’єднання самофіксуючого протеза з його тримачем для дистанційного ендопротезування кровеносної судини
Номер патенту: 17003
Опубліковано: 18.03.1997
Автор: Володось Сергій Миколайович
МПК: A61M 29/00
Мітки: ендопротезування, тримачем, протеза, з'єднання, судині, рознімне, дистанційного, кровеносної, самофіксуючого
Формула / Реферат:
Разъемное соединение самофиксирующегося протеза с его держателем для дистанционного эндопротезирования кровеносного сосуда, включающее проходящую через протез несущую полую штангу с боковым отверстием, соединенную с проксимальним концом протеза нитями, пропущенными через это отверстие и вокруг штифта, установленного подвижно в полости штанги, отличающееся тем, что на несущей штанге по образующей ее наружной поверхности дополнительно выполнены...
Рознімне з’єднання
Номер патенту: 33568
Опубліковано: 16.02.2004
Автор: Вереітінов Віктор Іванович
МПК: A63B 29/00
Формула / Реферат:
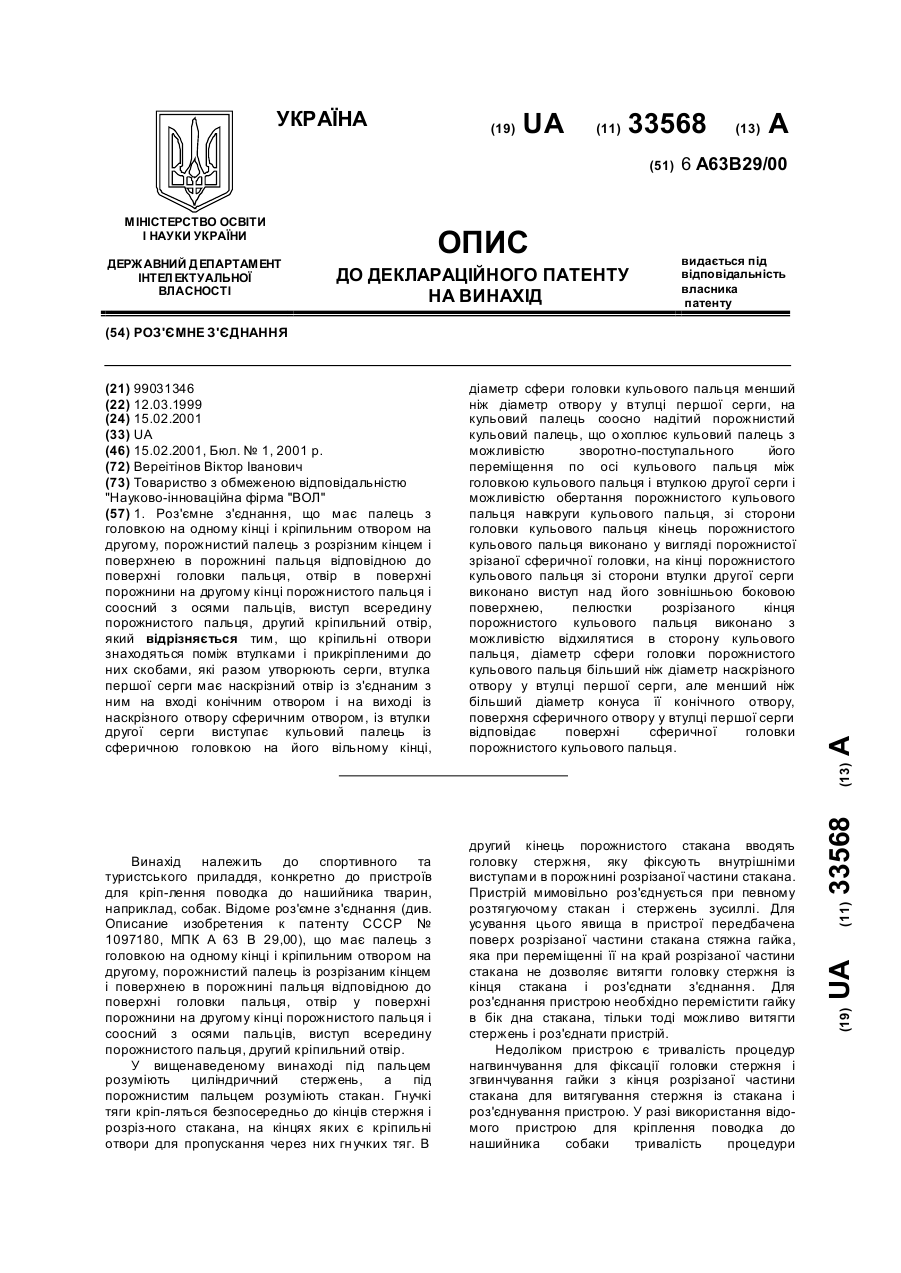
Рознімне з'єднання, що має палець з головкою на одному кінці і кріпильним отвором на другому, порожнистий палець з розрізним кінцем і поверхнею в порожнині пальця, відповідною до поверхні головки пальця, отвір в поверхні порожнини на другому кінці порожнистого пальця і співвісний з осями пальців, виступ у середину порожнистого пальця, другий кріпильний отвір, який відрізняється тим, що кріпильні отвори знаходяться поміж втулками і...
З`єднання деталей
Номер патенту: 11281
Опубліковано: 25.12.1996
Автор: Рахманов Микола Миколайович
МПК: F16B 4/00
Формула / Реферат:
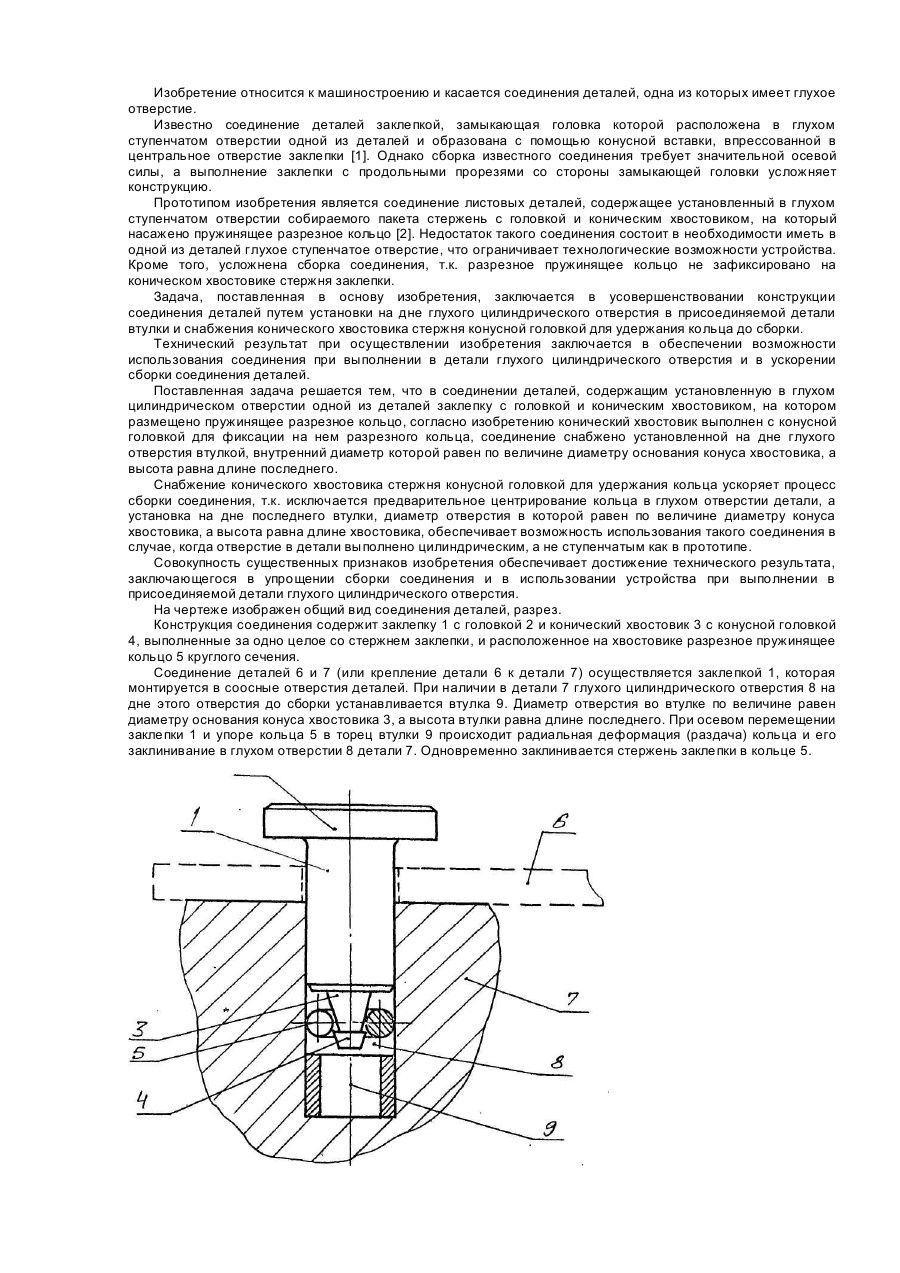
Соединение деталей, содержащее установленную в глухом цилиндрическом отверстии одной из деталей заклепку с головкой и коническим хвостовиком, на котором размещено пружинящее разрезное кольцо, отличающееся тем, что конический хвостовик выполнен с конусной головкой для фиксации на нем разрезного кольца, соединение снабжено установленной на дне глухого отверстия втулкой, внутренний диаметр которой, равен по величине диаметру основания...
Кріпильний пристрій
Номер патенту: 12423
Опубліковано: 28.02.1997
Автор: Рахманов Микола Миколайович
МПК: F16B 13/04
Мітки: кріпильний, пристрій
Формула / Реферат:
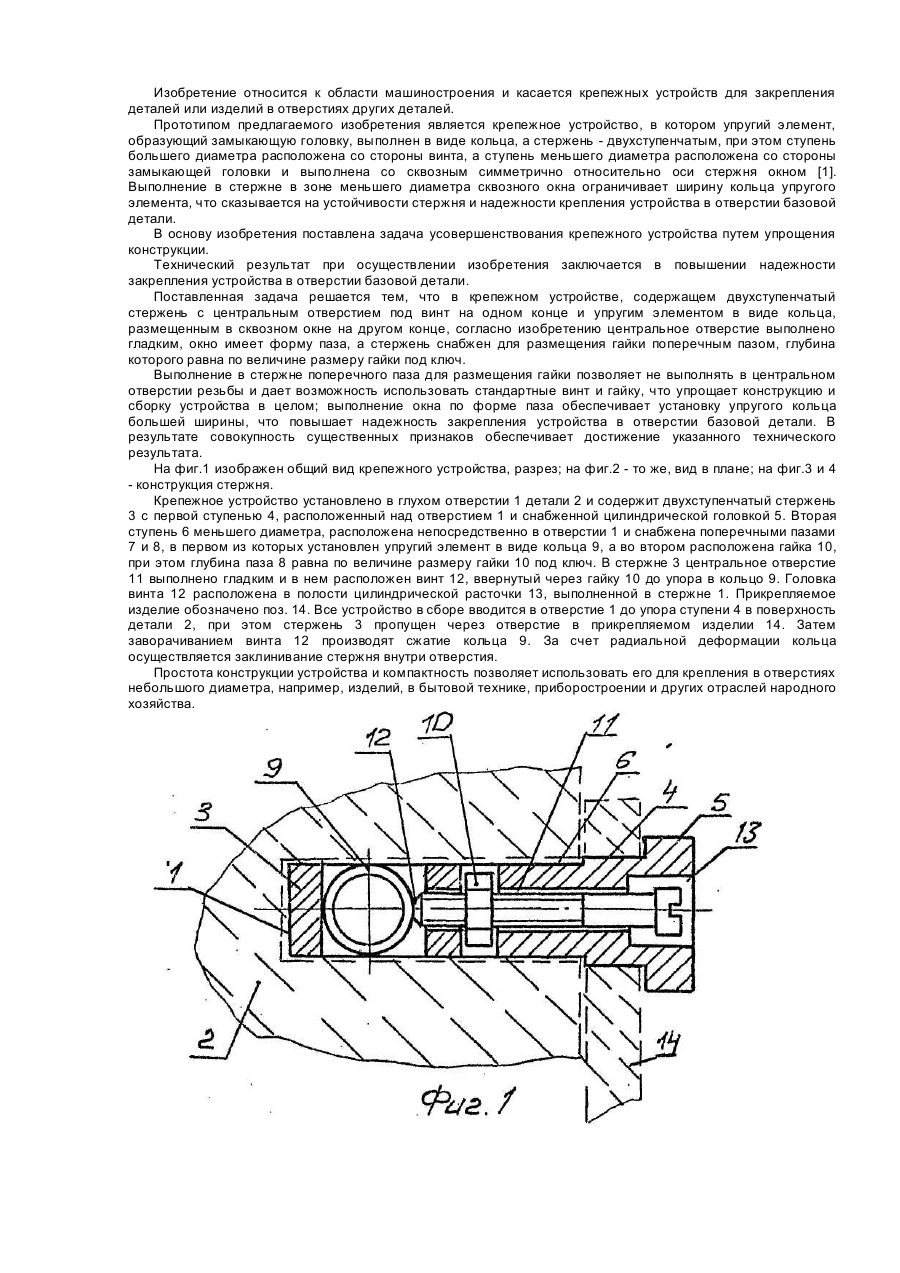
Крепежное устройство, содержащее двухступенчатый стержень с центральным отверстием под винт на одном конце и упругим элементом в виде кольца, размещенным в сквозном окне на другом конце, отличающееся тем, что центральное отверстие выполнено гладким, окно имеет форму паза, а стержень снабжен для размещения гайки поперечным пазом, глубина которого равна по величине размеру гайки под ключ.
Попередній патент: Ремінна передача м.с. тривайла
Наступний патент: Шпоночне з’єднання
Випадковий патент: Шампунь "нафталан"