Спосіб ремонту напірних трубопроводів
Номер патенту: 66549
Опубліковано: 17.05.2004
Автори: Мацюк Петро Васильович, Петросов Валерій Альбертович, Шостак Олексій Іванович, Чорний Анатолій Петрович
Формула / Реферат
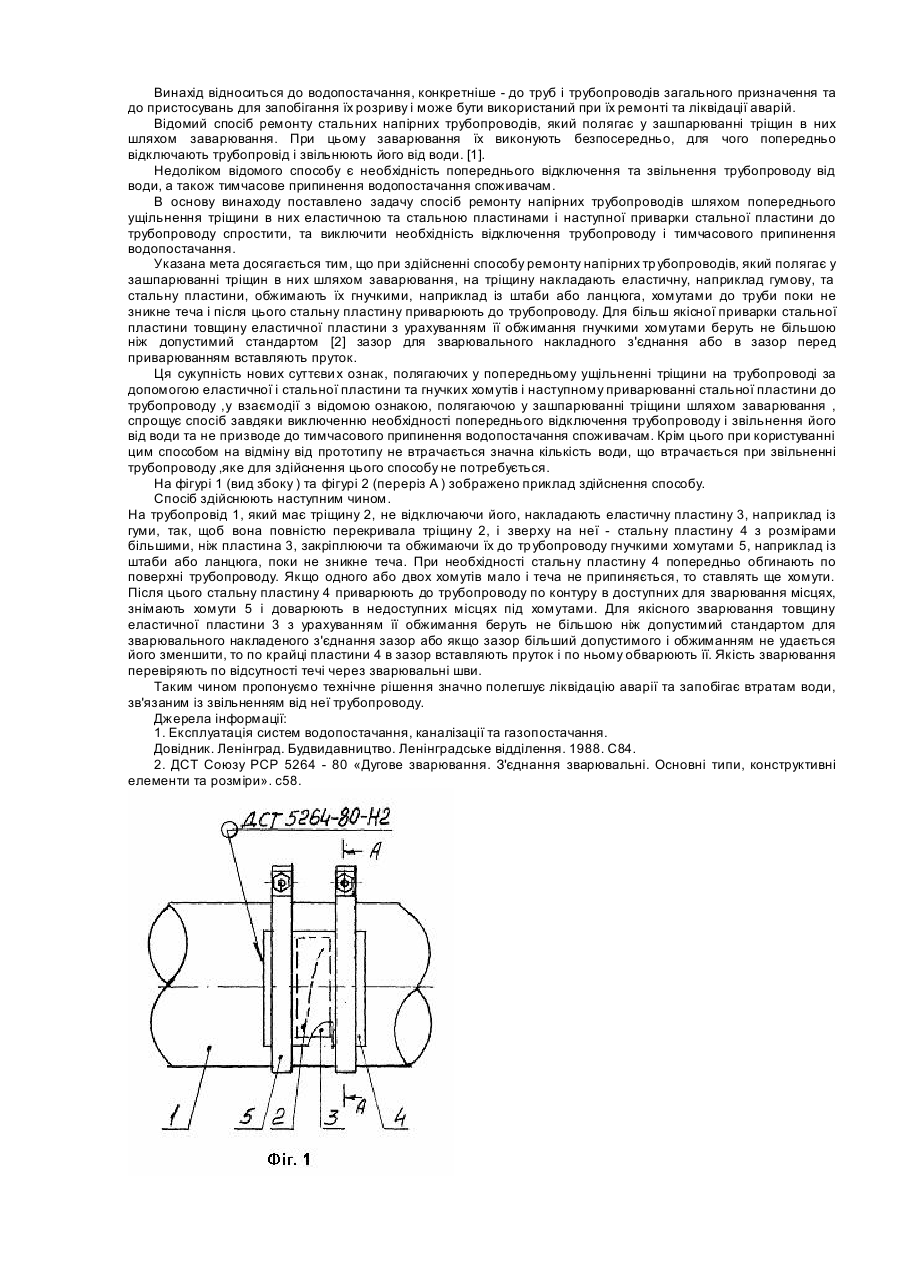
1. Спосіб ремонту напірних трубопроводів, що включає зашпаровування тріщин в них шляхом заварювання, який відрізняється тим, що на тріщину накладають еластичну, наприклад гумову, та стальну пластини, обтискаючи їх гнучкими, наприклад із штаби або ланцюга, хомутами до труби поки не зникне теча і після цього стальну пластину приварюють до трубопроводу.
2. Спосіб за п. 1, який відрізняється тим, що для більш якісної приварки стальної пластини товщину еластичної пластини, з урахуванням її обтискання гнучкими хомутами беруть не більшою ніж допустимий стандартом для зварювального накладного з'єднання зазор або в зазор перед зварюванням вставляють пруток.
Текст
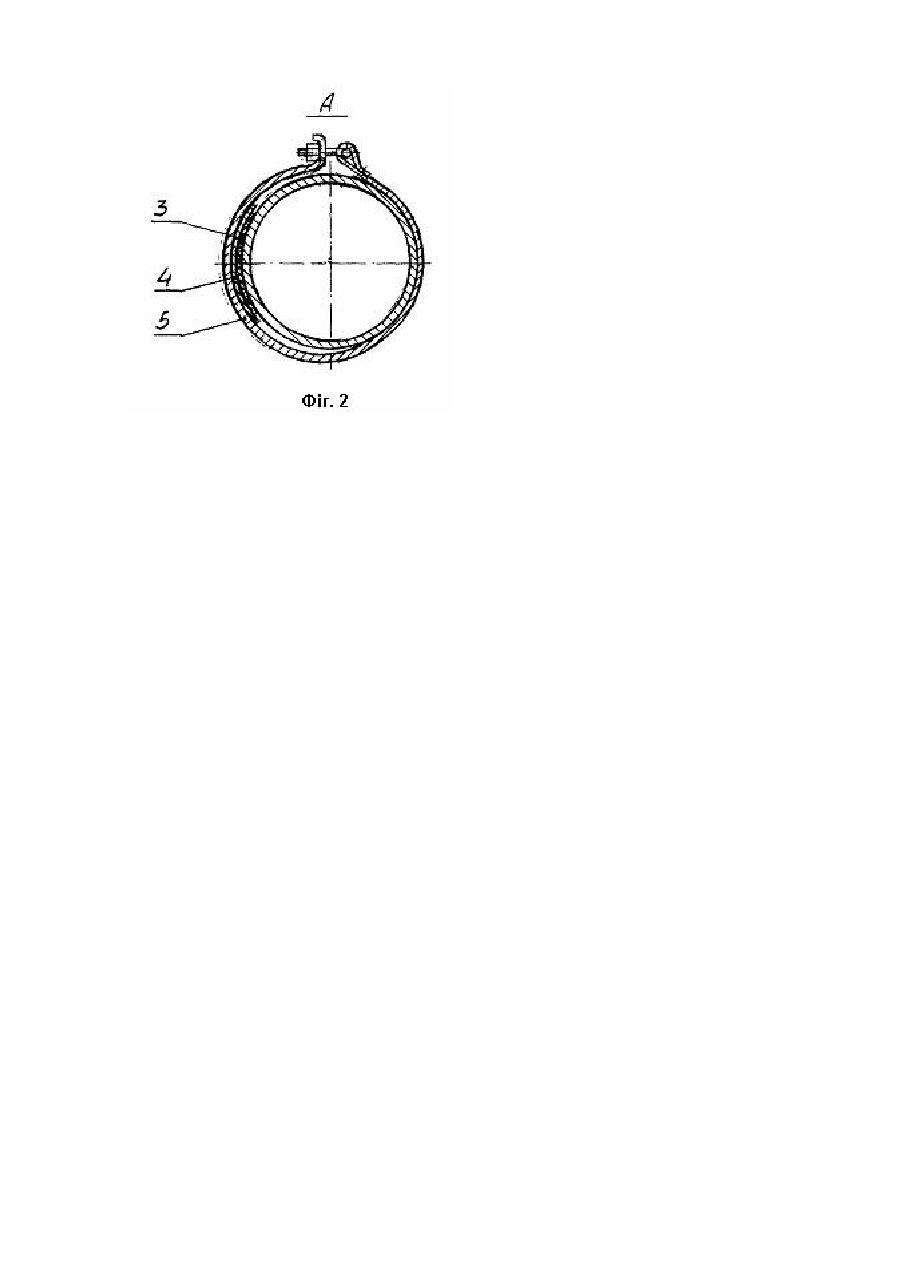
Винахід відноситься до водопостачання, конкретніше - до труб і трубопроводів загального призначення та до пристосувань для запобігання їх розриву і може бути використаний при їх ремонті та ліквідації аварій. Відомий спосіб ремонту стальних напірних трубопроводів, який полягає у зашпарюванні тріщин в них шляхом заварювання. При цьому заварювання їх виконують безпосередньо, для чого попередньо відключають трубопровід і звільнюють його від води. [1]. Недоліком відомого способу є необхідність попереднього відключення та звільнення трубопроводу від води, а також тимчасове припинення водопостачання споживачам. В основу винаходу поставлено задачу спосіб ремонту напірних трубопроводів шляхом попереднього ущільнення тріщини в них еластичною та стальною пластинами і наступної приварки стальної пластини до трубопроводу спростити, та виключити необхідність відключення трубопроводу і тимчасового припинення водопостачання. Указана мета досягається тим, що при здійсненні способу ремонту напірних тр убопроводів, який полягає у зашпарюванні тріщин в них шляхом заварювання, на тріщину накладають еластичну, наприклад гумову, та стальну пластини, обжимають їх гнучкими, наприклад із штаби або ланцюга, хомутами до труби поки не зникне теча і після цього стальну пластину приварюють до трубопроводу. Для більш якісної приварки стальної пластини товщину еластичної пластини з урахуванням її обжимання гнучкими хомутами беруть не більшою ніж допустимий стандартом [2] зазор для зварювального накладного з'єднання або в зазор перед приварюванням вставляють пруток. Ця сукупність нових суттєви х ознак, полягаючих у попередньому ущільненні тріщини на трубопроводі за допомогою еластичної і стальної пластини та гнучких хомутів і наступному приварюванні стальної пластини до трубопроводу ,у взаємодії з відомою ознакою, полягаючою у зашпарюванні тріщини шляхом заварювання , спрощує спосіб завдяки виключенню необхідності попереднього відключення трубопроводу і звільнення його від води та не призводе до тимчасового припинення водопостачання споживачам. Крім цього при користуванні цим способом на відміну від прототипу не втрачається значна кількість води, що втрачається при звільненні трубопроводу ,яке для здійснення цього способу не потребується. На фігурі 1 (вид збоку ) та фігурі 2 (переріз А ) зображено приклад здійснення способу. Спосіб здійснюють наступним чином. На трубопровід 1, який має тріщину 2, не відключаючи його, накладають еластичну пластину 3, наприклад із гуми, так, щоб вона повністю перекривала тріщину 2, і зверху на неї - стальну пластину 4 з розмірами більшими, ніж пластина 3, закріплюючи та обжимаючи їх до тр убопроводу гнучкими хомутами 5, наприклад із штаби або ланцюга, поки не зникне теча. При необхідності стальну пластину 4 попередньо обгинають по поверхні трубопроводу. Якщо одного або двох хомутів мало і теча не припиняється, то ставлять ще хомути. Після цього стальну пластину 4 приварюють до трубопроводу по контуру в доступних для зварювання місцях, знімають хомути 5 і доварюють в недоступних місцях під хомутами. Для якісного зварювання товщину еластичної пластини 3 з урахуванням її обжимання беруть не більшою ніж допустимий стандартом для зварювального накладеного з'єднання зазор або якщо зазор більший допустимого і обжиманням не удається його зменшити, то по крайці пластини 4 в зазор вставляють пруток і по ньому обварюють її. Якість зварювання перевіряють по відсутності течі через зварювальні шви. Таким чином пропонуємо технічне рішення значно полегшує ліквідацію аварії та запобігає втратам води, зв'язаним із звільненням від неї трубопроводу. Джерела інформації: 1. Експлуатація систем водопостачання, каналізації та газопостачання. Довідник. Ленінград. Будвидавництво. Ленінградське відділення. 1988. С84. 2. ДСТ Союзу РСР 5264 - 80 «Дугове зварювання. З'єднання зварювальні. Основні типи, конструктивні елементи та розміри». с58.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for pressure pipelines repair
Автори англійськоюChornyi Anatolii Petrovych, Petrosov Valerii Albertovych, Shostak Oleksii Ivanovych
Назва патенту російськоюСпособ ремонта напорных трубопроводов
Автори російськоюЧерный Анатолий Петрович, Чорный Анатолий Петрович, Петросов Валерий Альбертович, Шостак Алексей Иванович
МПК / Мітки
МПК: F16L 21/00, F16L 55/00, E03B 7/00
Мітки: спосіб, ремонту, напірних, трубопроводів
Код посилання
<a href="https://ua.patents.su/2-66549-sposib-remontu-napirnikh-truboprovodiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ремонту напірних трубопроводів</a>
Спосіб ремонту напірних труб водоводів та пристрій для його здійснення
Номер патенту: 49191
Опубліковано: 16.09.2002
Автори: Чорний Анатолій Петрович, Мацюк Петро Васильович, Петросов Валерій Альбертович
МПК: F16L 21/00, E03B 7/00
Мітки: ремонту, водоводів, пристрій, напірних, здійснення, спосіб, труб
Формула / Реферат:
1. Спосіб ремонту напірних труб водоводів, що полягає у вирізанні і відділенні пошкодженого відрізка труби та заміні його новим, який з'єднують по кінцях із ремонтованою трубою муфтами, який відрізняється тим, що при його здійсненні після відділення пошкодженого відрізка труби додатково заглушають кінець труби, із якої надходить вода, швидкознімним пристроєм, який знімають перед виконанням останньої операції по з'єднанню кінців цієї труби і...
Спосіб безтраншейного ремонту трубопроводів
Номер патенту: 37052
Опубліковано: 15.01.2004
Автори: Гарник Володимир Кирилович, Шипко Іван Іванович
МПК: F16L 1/028, F16L 58/02
Мітки: трубопроводів, ремонту, спосіб, безтраншейного
Формула / Реферат:
Спосіб безтраншейного ремонту трубопроводів, що включає введення в трубопровід облицювальної пластикової труби з попередньо встановленими центруючими елементами, заповнення міжтрубного простору під тиском пластичним розчином, який відрізняється тим, що на пластикову трубу встановлюють в шахматному порядку центруючі елементи, трубу з центруючими елементами вводять в трубопровід, останній оснащують рознімними двоступінчастими наконечниками з...
Спосіб ремонту та з’єднання незварювальних напірних труб водоводів та муфта для його здійснення
Номер патенту: 42464
Опубліковано: 15.10.2001
Автори: Адельянов Віль Камсахович, Колотило Віктор Дмитрович, Чорний Анатолій Петрович, Клушин Віталій Григорович
МПК: F16L 21/00, E03B 7/00
Мітки: спосіб, водоводів, здійснення, муфта, ремонту, з'єднання, незварювальних, труб, напірних
Формула / Реферат:
1. Спосіб ремонту та з'єднання не зварюваних напірних труб водоводів, що полягає у виїмці і заміні пошкоджених труб та їх з'єднанні муфтами, який відрізняється тим, що на пошкодженій трубі вирізають і видаляють ділянку, обмежену довжинами пошкодження, та частини заміняючої її муфти, які по черзі заводять через виріз, надівають на кінці труб, що залишились на місці, і потім стягують.2. Муфта для здійснення способу ремонту та з'єднання...
Штекерна запобіжна муфта для напірних трубопроводів
Номер патенту: 13304
Опубліковано: 28.02.1997
Автор: Альбрехт Вютріх
МПК: F16L 37/28
Мітки: запобіжна, трубопроводів, муфта, напірних, штекерна
Формула / Реферат:
(57) 1. Штекерная предохранительная муфта для напорных трубопроводов, содержащая соединительную коробку с входным и выходным отверстием и внутренней полостью между ними, в которой установлен запорный орган со сквозным отверстием, штекер, пропущенный в отверстие запорного органа и выходящий из соединительной коробки, и уплотнительные элементы, расположенные между штекером и запорным органом и соединительной коробкой и запорным органом, причем...
Спосіб безтраншейного ремонту трубопроводів та пристрій для його здійснення
Номер патенту: 45648
Опубліковано: 15.04.2002
Автори: Шипко Іван Іванович, Зайцев Леонід Павлович
МПК: F16L 55/02
Мітки: трубопроводів, безтраншейного, здійснення, пристрій, спосіб, ремонту
Формула / Реферат:
1. Спосіб безтраншейного ремонту трубопроводів, який включає зведення в трубопровід облицювальної пластикової труби з передчасно встановленими центруючими елементами, закріплення на трубопроводі двоступінчастих наконечників з патрубками, заповнення міжтрубного простору під тиском пластичним розчином, який відрізняється тим, що центруючі елементи на твірній пластикової труби кріплять один від одного на відстані, при якій допустима величина...
Попередній патент: Система центрального опалення
Наступний патент: Спосіб радіального кування
Випадковий патент: Гомеопатичний засіб для лікування та профілактики алергічного риніту