Спосіб радіального кування
Номер патенту: 66566
Опубліковано: 17.05.2004
Завантажити PDF файл.
Формула / Реферат
Спосіб радіального кування, що полягає в обтисненні циліндричної заготовки в двох взаємно перпендикулярних площинах двома парами бойків з обертанням її навколо осі і періодичною подачею в напрямку подовжньої осі, що відрізняється тим, що створюють режим, при якому частота обтиснень заготовки в одній площині перевищує частоту обтиснень в іншій площині в 1,2-3,0 рази.
Текст
Винахід відноситься до обробки металів тиском, а саме до способів радіального кування, і може бути використаним на машинобудівних і металургійних підприємствах при куванні на чотирибойкових радіальнокувальних машинах (РКМ). Відомий спосіб радіального кування заготовки що включає одночасне обтиснення її чотирма бойками в двох взаємно перпендикулярних площинах, кантування і подачі [1]. Даний спосіб радіального кування забезпечує високу продуктивність процесу і точність одержуваних поковок. Недоліком цього способу є те, що він не забезпечує високу якість металу, тому що в процесі одночасних обтиснень заготовки з чотирьох сторін переважає течія металу уздовж її подовжньої осі, без істотних зсувних деформацій між обсягами металу, що зміщаються. Відомий також спосіб радіального кування, що полягає в обтиску циліндричної заготовки одночасно в двох взаємно перпендикулярних площинах двома парами бойків з обертанням її навколо осі і періодичною подачею в напрямку подовжньої осі. При цьому обтиснення заготовки в кожній із двох взаємно перпендикулярних площин змінюють на крок подачі по синусоїдальному закону, а зміну величини обтиснення в одній площині роблять асинфазно стосовно зміни величини подачі в іншій площині [2]. Відомий спосіб забезпечує підвищення якості виробів за рахунок поліпшення пророблення структури матеріалу заготовки. Недоліком відомого способу є складність у його здійсненні через необхідність точного настроювання обтиснень у двох взаємно перпендикулярних площинах. В основу винаходу поставлена задача, шляхом зміни режимів деформування, забезпечити істотне спрощення способу радіального кування. Поставлена задача досягається тим, що в способі радіального кування, що полягає в обтисненні циліндричної заготовки в двох взаємно перпендикулярних площинах двома парами бойків з обертанням її навколо осі і періодичною подачею в напрямку подовжньої осі, новим є те, що частота обтиснень заготовки в одній площині перевищує частоту обтиснень в іншій площині в 1,2-3,0 рази. Процес радіального кування по пропонованому способі на чотирибойковій радіально-кувальній машині здійснюють таким чином. Початкова заготовка має циліндричну форму. Перед початком кування задають різну частоту обтиснень кожною парою бойків так, щоб частота обтиснень в одній площині перевищувала частоту обтиснень заготовки в іншій площині в 1,2-3,0 рази. Потім заготовку нагрівають до температури деформації і здійснюють кування з подачами і кантуваннями її після кожного обтиснення. Ефект одержання високої якості пластичної обробки досягається за рахунок того, що при куванні заготовки пропонованим способом з різною частотою обтиснень у кожній із двох взаємно перпендикулярних площинах виникають значні потоки витиснення матеріалу в поперечному перерізі заготовки. Напрямок і величина потоків витиснення змінюється після кожного одиничного обтиснення заготовки. Такою організацією потоків витиснення металу досягається послідовне переміщення зон зсувних деформацій у поперечному перерізі кування і у результаті цього забезпечується висока якість пластичної обробки металу. У пропонованому способі радіального кування не потрібне складання складної програми переміщення кожної пари бойків. Досить витримати співвідношення n1 / n2 = 1,2 - 3,0 , де: n1 - частота обтиснень одною парою бойків; n2 - частота обтиснень іншою парою бойків, що не представляє особливої складності при налагодженні РКМ. При відношенні n1 / n2 3,0 погіршуються умови механізму подачі заготовки РКМ, що може привести до її поломки. Пропонований спосіб радіального кування значно простіше в здійсненні процесу радіального кування, прийнятого як прототип, а якість одержуваного металу не уступає якості металові, одержуваного по способіпрототипові. Приклад. Злитки масою 1000кг кожний зі сталі Р6М5 нагрівають у печі до температури 1160°С і по рольгангу подають до радіально-кувальної машини зусиллям 10МН. Кування на РКМ роблять за шість проходів до одержання поковок діаметром 130мм. У процесі кування одною парою бойків обтискують заготовку з частотою n1 = 200 обтиснень у хвилину, а іншою парою бойків з частотою n2 = 100 обтиснень у хвилину. При цьому витримується співвідношення n1 / n2 = 2 . Швидкість подачі заготовки складає V=60мм/с. По способі прототипові також прокували партію злитків масою 1000кг кожний зі сталі Р6М5 на поковки діаметром 130мм. Перед куванням була розроблена спеціальна програма, що синхронізує обтиснення з подачами. Якість поковок, отриманих по пропонованому способі, відповідала якості поковок, отриманих по способіпрототипові. Однак, пропонований спосіб радіального кування значно простіше способу - прототипу. Джерела інформації 1. Любвін В.Н. Обробка металів радіальним обтисненням. М.: Машинобудування, 1975, с.163. 2. Авторське посвідчення СРСР №1434615, МКІ В21J1/04, Бюл. №8, 1991р.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for radial forging
Автори англійськоюLazorkin Viktor Andriiovych, Lazorkin Viktor Andriovych, Ternovyi Yurii Fedorovych
Назва патенту російськоюСпособ радиальной ковки
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович
МПК / Мітки
МПК: B21J 1/04
Мітки: кування, спосіб, радіального
Код посилання
<a href="https://ua.patents.su/1-66566-sposib-radialnogo-kuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб радіального кування</a>
Спосіб радіального кування чотирма бойками
Номер патенту: 64485
Опубліковано: 16.02.2004
Автори: Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович, Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: спосіб, чотирма, кування, радіального, бойками
Формула / Реферат:
Спосіб радіального кування чотирма бойками, при якому заготовку формують за кілька переходів за схемою коло-квадрат-коло, що включає подавання та кантування, який відрізняється тим, що при формуванні квадратного перерізу кування виконують з обтисненнями 0,25-0,35 від перерізу заготовки та кантовками на кут 45°, а на кожному наступному проході здійснюють обтиснення по ребрах заготовки, отриманої на попередньому проході.
Інструмент для радіального кування
Номер патенту: 36421
Опубліковано: 16.04.2001
Автори: Лазоркін Віктор Андрійович, Безкровний Михайло Григорович, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B21J 13/00
Мітки: кування, інструмент, радіального
Текст:
...кування в зібраному виді. На фіг. 2 - вид в плані на робочу поверхню бойка, у якого західні ділянки мають форму трапецій, а великі основи трапецій прилягають до калібруючої ділянки; на фіг. 3 - вид в плані на робочу поверхню бойка, у якого західні ділянки бойків мають форму трапецій, великі основи яких прилягають до контактуючих ділянок та дорівнюють ширині цих ділянок; на фіг. 4 - інструмент для радіального кування, у якого менші основи...
Спосіб радіального кування коротких злитків
Номер патенту: 38090
Опубліковано: 15.05.2001
Автори: Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: коротких, радіального, спосіб, кування, злитків
Текст:
...кількість проходів. Після того, як розрахували кількість проходів до перехоплення другим маніпулятором, визначають обтиснення за прохід Dd'=(0,8…1,0)Ddmax, при куванні в двох маніпуляторах з максимальним подаванням заготовки. В цьому разі забезпечується і, мінімальна кількість рабочих та холостих проходів (фіг.1), зменшується кількість переналаджувань та досягається висока продуктивність процесу порівняно з відомим способом кування коротких...
Інструмент для радіального кування

Номер патенту: 57677
Опубліковано: 16.06.2003
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Бедросова Лариса Василівна
МПК: B21J 13/02
Мітки: радіального, кування, інструмент
Формула / Реферат:
Інструмент для радіального кування, що складається з чотирьох бойків з робочими поверхнями, два з яких, верхній та нижній, розміщені в вертикальній площині симетрії, а два інші, бічні бійки - в горизонтальній площині симетрії інструменту, який відрізняється тим, що робочі поверхні верхнього та нижнього бойків ширші за робочі поверхні бічних бойків, при цьому відношення суми площ проекцій робочих поверхонь бічних бойків на вертикальну площину...
Спосіб кування заготовок на чотирибойковому кувальному пристрої
Номер патенту: 64356
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: чотирибойковому, заготовок, пристрої, спосіб, кувальному, кування
Формула / Реферат:
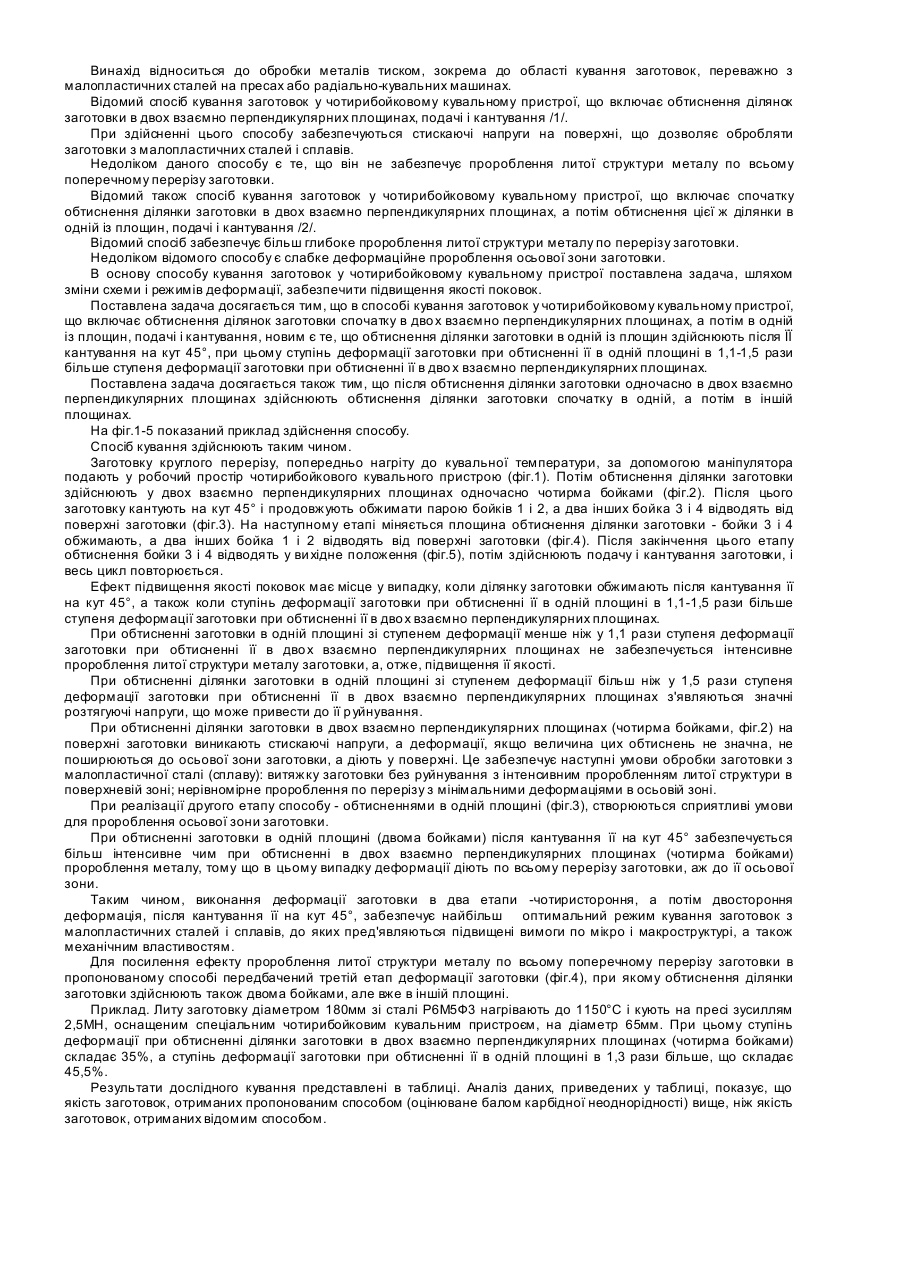
1. Спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в двох взаємно перпендикулярних площинах, а потім в одній із площин, подачу і кантування, який відрізняється тим, що обтиснення ділянки заготовки в одній із площин здійснюють після її кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1 - 1,5 рази більше ступеня деформації...
Попередній патент: Спосіб ремонту напірних трубопроводів
Наступний патент: Тест-система імуноферментна для кількісного визначення антитіл класу igg проти вірусу червонички в сироватці крові людини (dia-rubella-igg)
Випадковий патент: Баскетбольний щит