Спосіб одержання безперервнолитих заготовок
Номер патенту: 67307
Опубліковано: 15.06.2004
Формула / Реферат
Спосіб одержання безперервнолитих заготовок, переважно з легованих сталей, що включає подачу металу в кристалізатор, його затвердіння, витягування з кристалізатора злитка, його охолодження, вирівнювання температури по перерізу злитка шляхом витримки в термостаті і наступну пластичну деформацію радіальним куванням, який відрізняється тим, що охолодження злитка здійснюють до температури його поверхні:
Тпов.=(0,9-1,1)Тн,
де Тн - нижнє значення температурного інтервалу пластичної деформації металу, °С.
Текст
Винахід відноситься до металургії, зокрема до способів одержання заготовок з безперервно литих злитків переважно з легованих сталей і може бути використаним в сталеплавильних цехах металургійних заводів, а також у ливарних цеха х машинобудівних заводів при виробництві заготовок зі злитків. Відомий спосіб безперервного горизонтального лиття круглих заготовок з легованих сталей і сплавів [1]. Спосіб включає подачу рідкого металу з металоприймача в кристалізатор, обертання заготовки, що формується, навколо подовжньої осі і її витягування з кристалізатора, причому обертання заготовки здійснюють з кутовою швидкістю w, визначеною з співвідношення: w = (3,0 - 200,0) 8pk 2 , d2 де p - постійний коефіцієнт, безрозмірний; К - константа затвердіння металу, м/хв 0,5; d - діаметр заготовки, м; 3,0-200,0 - емпіричний коефіцієнт, безрозмірний. Отримані литі заготовки прохолоджують, потім нагрівають їх до температури пластичної деформації і проковують на пресі на поковки необхідних розмірів. Цей спосіб відрізняється великими енерговитратами і тривалим циклом при виробництві заготовок. Відомий також спосіб одержання безперервнолитих заготовок, що включає подачу металу в кристалізатор, його затвердіння, витягування з кристалізатора злитка, його охолодження, нагрів злитка до температури його поверхні Тпов. рівної: Тпов.=(0,93-1,0)×Т0, де Т0=(1,00-1,07)×Тк , де Т0 - температура металу в осьовій зоні злитка, °С, Тк - верхнє значення температурного інтервалу пластичної деформації металу, °С [2]. При цьому, злиток перед деформацією радіальним куванням витримували в термостаті для вирівнювання температури по його перетині. Недоліком відомого способу є те, що він не забезпечує одержання високої якості заготовок через появу в процесі пластичної деформації радіальним куванням поверхневих і внутрішніх дефектів. Виникнення цих дефектів обумовлено високою температурою металу, що перевищує припустиму для даної марки сталі, через деформаційний розігрів у процесі пластичної деформації. За рахунок великої кількості поверхневих дефектів зменшується ви хід придатного металу, тому що потрібне зняття дефектного шару металу. В основу винаходу поставлена задача, шляхом оптимізації температури металу заготовки в процесі охолодження злитка, забезпечити підвищення якості металу заготовок і збільшення виходу придатного металу. Поставлена задача досягається тим, що в способі одержання безперервно литих заготовок, переважно з легованих сталей, що включає подачу металу в кристалізатор, його затвердіння, витягування з кристалізатора злитка, його охолодження, вирівнювання температури по перетині злитка шляхом витримки в термостаті і наступну пластичну де формацію радіальним куванням, новим є те, що охолодження злитка здійснюють до температури його поверхні Тпов.=(0,9-1,1)Тн, де Тн - нижнє значення температурного інтервалу пластичної деформації металу, °С. На фіг. зображена схема одержання заготовки з безперервнолитого злитка по патентуемому способі. З розливного ковша 1 виплавлений метал 2 виливають у металоприймач 3. Далі метал через перехідну муфту 4 подають у кристалізатор 5, де він поступово закристалізовується в злиток 6, який витягають із кристалізатора за допомогою тягнучого пристрою, 7 і направляють у камеру повторного охолодження 8, де злиток прохолоджують водно-повітряною сумішшю. Після цього, для вирівнювання градієнта температур по поперечному перерізі, злиток пропускають через термостат 9, відкіля він надходить у кувальний блок 10 для пластичної деформації. Охолодження злитка здійснюють до температури його поверхні Тпов.=(0,9-1,1)Тн, де Тн - нижнє значення температурного інтервалу пластичної деформації металу, °С. У цей період між центральною частиною злитка і його поверхнею утвориться градієнт температур до 40000 450 C. Для вирівнювання температури металу по перетині злитка в те хнологічному ланцюжку передбачений термостат, через який пропускають злиток. Наявність термостата дозволяє плавно вирівняти температуру злитка до оптимальної температури перед радіальним куванням. При охолодженні злитка до температури поверхні (Тпов.) менш 0,9 нижнього значення температурного інтервалу пластичної деформації металу (Тн) може не вистачити тепла заготовки до одержання кінцевого виробу. При охолодженні злитка до температури поверхні більш 1,1 нижнього значення температурного інтервалу пластичної деформації металу, можливий перегрів заготовки в процесі її пластичної деформації радіальним куванням, що приведе до появи розривів металу і погіршенню якості поковки, а також до зменшення виходу придатного металу. Приклад Виплавку сталі Р6М5К5 здійснювали в 700кг електропечі. Після виплавки рідку сталь зливали в розливний ківш, проводили в ньому вакуумне рафінування сталі. З ковша метал зливали в металоприймач установки для одержання безперервно литого злитка, з якого далі метал надходив через перехідну муфту в кристалізатор, у якому був установлений запал, поперечний переріз якого був ідентичний поперечному перерізові порожнини кристалізатора. При заповненні кристалізатора металом уключали тягнучий пристрій. З кристалізатора витягали злиток діаметром 180мм. Швидкість витягування була постійна і складала 5мм/с. Після цього безперервнолитий злиток подавали в камеру повторного охолодження, де за допомогою водно-повітряної суміші його прохолоджували. На виході з камери повторного охолодження температура поверхні злитка складала 0,95×Тн, тобто Тпов.=0,95×950 » 900°С, а температура злитка в центральній зоні » 1320°С. Таким чином, перепад температур по перетині злитка складав 420°С. Для його зниження безперервнолитий злиток пропускали через термостат, у якому всі ділянки злитка знаходилися не менш 5,5хв. За цей час температура його поверхні досягала 1080°С, а температура в центральній зоні понизилася до 1160°С, що укладається в температурний інтервал кування Тк=950-1160°С. Після термостатирування безперервнолитий злиток прокували в чотирибойковому радіально-кувальному пристрої на пресі зусиллям 5МН на поковки діаметром 80мм. У процесі радіального кування ступінь деформації складала 30-45%. Для одержання порівняльних даних одночасно були проведені іспити відомого способу (по прототипі). Результати іспитів представлені в таблиці. Таблиця № досліду Тпов/Тн, один. Вихід придатного металу, % 1 0,8 2 3 4 5 6 прототип 0,9 1,0 1,1 1,2 94 95,5 94,2 90,7 Примітка Кування зупинене, тому що безперервно литий злиток охолонув Відсутність тріщин на поковці -//-//Розриви в осьовій зоні поковки, брак Тріщини глибиною до 6мм на поверхні поковки З отриманих даних випливає, що патентуємий спосіб забезпечує поліпшення якості заготовок і підвищення виходу придатного металу на 3,3-4,8%. Джерела інформації 1. Патент СРСР № 1833580, МКІ В22D11/00, 1990р., ДСК. 2. Патент СРСР №1838977, МКІ В22D11/00, 1990р., ДСП.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of uninterruptedly-casted blanks
Автори англійськоюLazorkin Viktor Andriiovych, Lazorkin Viktor Andriovych, Ternovyi Yurii Fedorovych
Назва патенту російськоюСпособ получения непрерывнолитых заготовок
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович
МПК / Мітки
МПК: B22D 11/00
Мітки: одержання, спосіб, заготовок, безперервнолитих
Код посилання
<a href="https://ua.patents.su/2-67307-sposib-oderzhannya-bezperervnolitikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання безперервнолитих заготовок</a>
Спосіб радіального кування заготовок
Номер патенту: 64451
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: радіального, заготовок, кування, спосіб
Формула / Реферат:
Спосіб радіального кування заготовок, що включає деформування заготовки проходами в бойках із заходними конічними і циліндричними ділянками, що калібрують, шляхом подачі і кантування заготовки після кожного одиничного обтиснення зі збільшенням ступеня деформації після кожного одиничного обтиснення щодо попереднього ступеня деформації на 0,001-20,000% і зміною напрямку подачі після кожного проходу, який відрізняється тим, що ступінь деформації...
Спосіб кування заготовок на чотирибойковому кувальному пристрої
Номер патенту: 64356
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: кування, кувальному, заготовок, чотирибойковому, спосіб, пристрої
Формула / Реферат:
1. Спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в двох взаємно перпендикулярних площинах, а потім в одній із площин, подачу і кантування, який відрізняється тим, що обтиснення ділянки заготовки в одній із площин здійснюють після її кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1 - 1,5 рази більше ступеня деформації...
Спосіб виготовлення заготовок з порошків інструментальних сталей
Номер патенту: 64360
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович
МПК: C22C 33/02, B22F 3/12
Мітки: заготовок, порошків, виготовлення, інструментальних, спосіб, сталей
Формула / Реферат:
Спосіб виготовлення заготовок з порошків інструментальних сталей, що включає завантаження порошку в металевий контейнер, вакуумування, заповнення контейнера азотом, герметизацію, нагрів заготовки, ущільнення осьової зони, ущільнення периферійної зони нагріванням до температури плавлення шару інструментальної сталі до розплавлювання його на глибину 0,03-0,10 поперечного перерізу заготовки і наступне гаряче деформування, що відрізняється тим,...
Спосіб кування заготовок
Номер патенту: 66491
Опубліковано: 17.05.2004
Автори: Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: кування, спосіб, заготовок
Формула / Реферат:
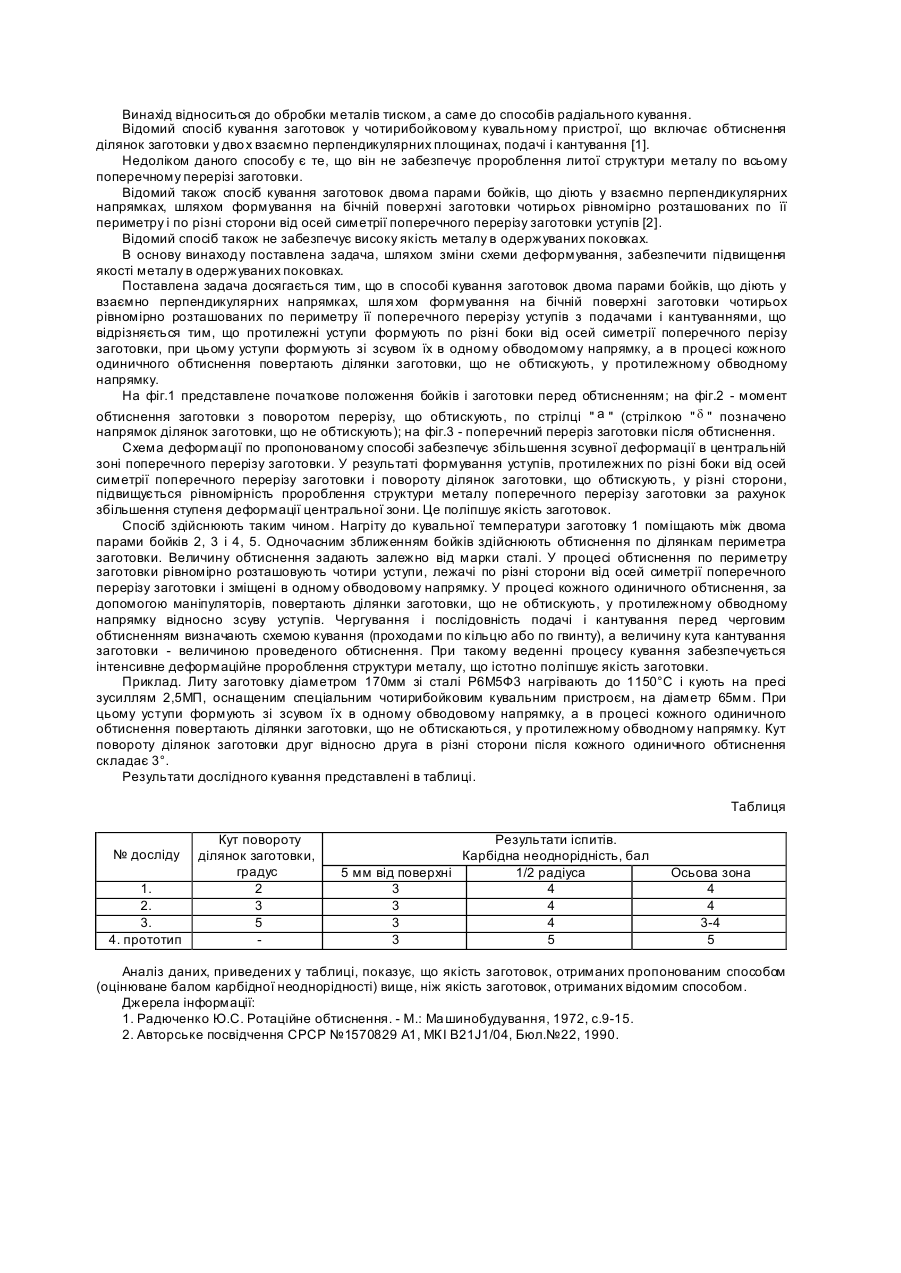
Спосіб кування заготовок двома парами бойків, що діють у двох взаємно перпендикулярних напрямках, шляхом формування на бічній поверхні заготовки чотирьох розміщених по периметру її поперечного перерізу уступів з подачами і кантуваннями, який відрізняється тим, що протилежні уступи формують по різні боки від осей симетрії поперечного перерізу заготовки, при цьому уступи формують зі зсувом їх в одному обводовому напрямку, а в процесі кожного...
Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок
Номер патенту: 66905
Опубліковано: 15.06.2004
Автори: Купін Володимир Миколайович, КРАВЦОВ Владлен Васильович
МПК: B22D 41/50, B22D 11/10
Мітки: заростанню, безперервного, лиття, заготовок, живильного, запобігання, стакана, спосіб
Формула / Реферат:
1. Спосіб запобігання заростанню живильного стакана для безперервного лиття заготовок, який відрізняється тим, що запобігання заростанню живильного стакана виконують шляхом періодичної зворотної подачі заготовки до виходу її за межі живильного стакана з боку надходження в живильний стакан розплавленого металу.2. Спосіб за п. 1, який відрізняється тим, що зворотну подачу заготовки виконують в імпульсному режимі з частотою імпульсів в...
Попередній патент: Спосіб підбору індивідуального презерватива за лазориком
Наступний патент: Композиція інгредієнтів для напою безалкогольного сильногазованого тонізуючого “клюква”
Випадковий патент: Спосіб підвищення спермопродуктивності бугаїв-плідників м'ясних порід