Спосіб кування заготовок на чотирибойковому кувальному пристрої
Номер патенту: 64356
Опубліковано: 16.02.2004
Формула / Реферат
1. Спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в двох взаємно перпендикулярних площинах, а потім в одній із площин, подачу і кантування, який відрізняється тим, що обтиснення ділянки заготовки в одній із площин здійснюють після її кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1 - 1,5 рази більше ступеня деформації заготовки при обтисненні її в двох взаємно перпендикулярних площинах.
2. Спосіб за п. 1, який відрізняється тим, що після обтиснення ділянки заготовки одночасно в двох взаємно перпендикулярних площинах здійснюють обтиснення ділянки заготовки спочатку в одній, а потім в іншій площинах.
Текст
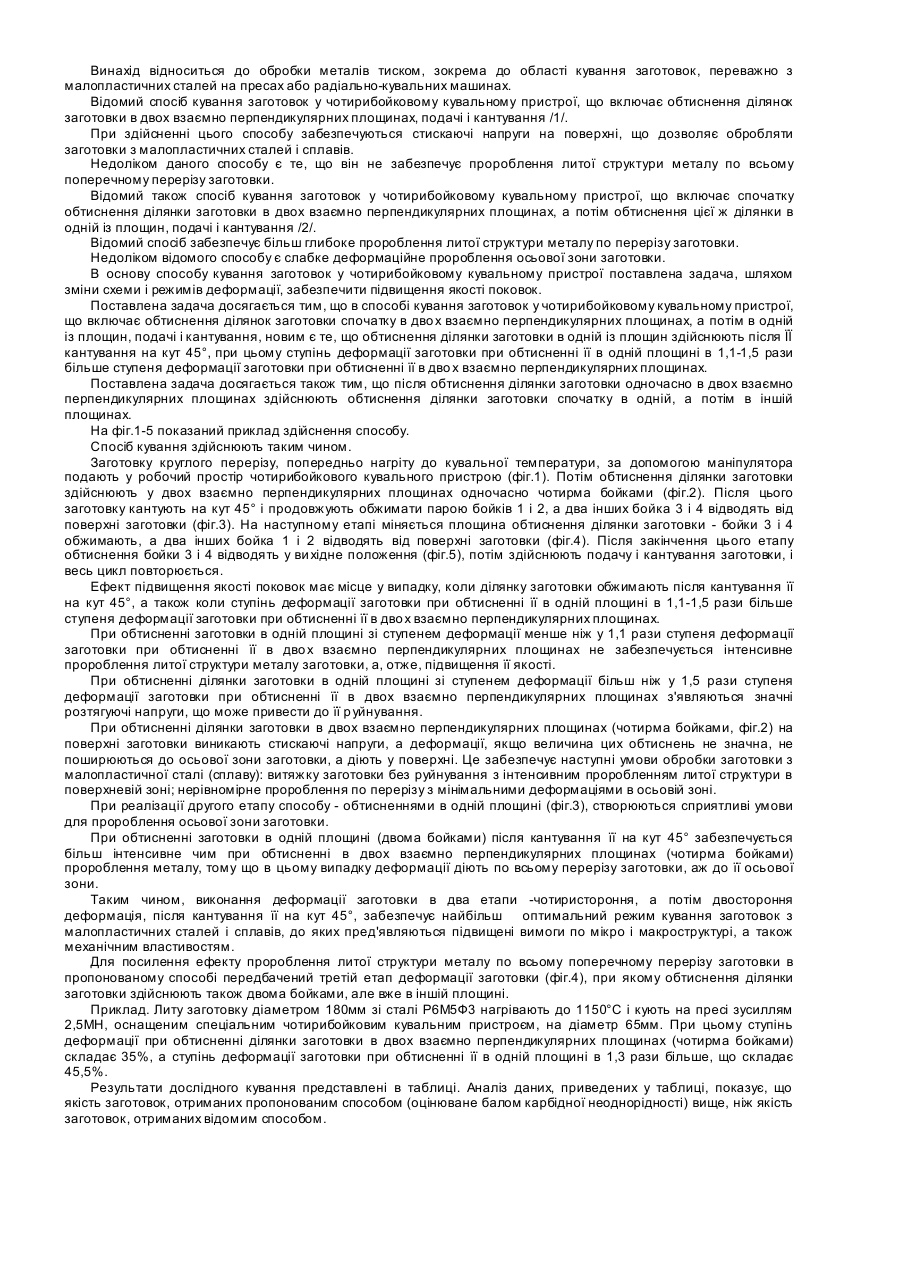
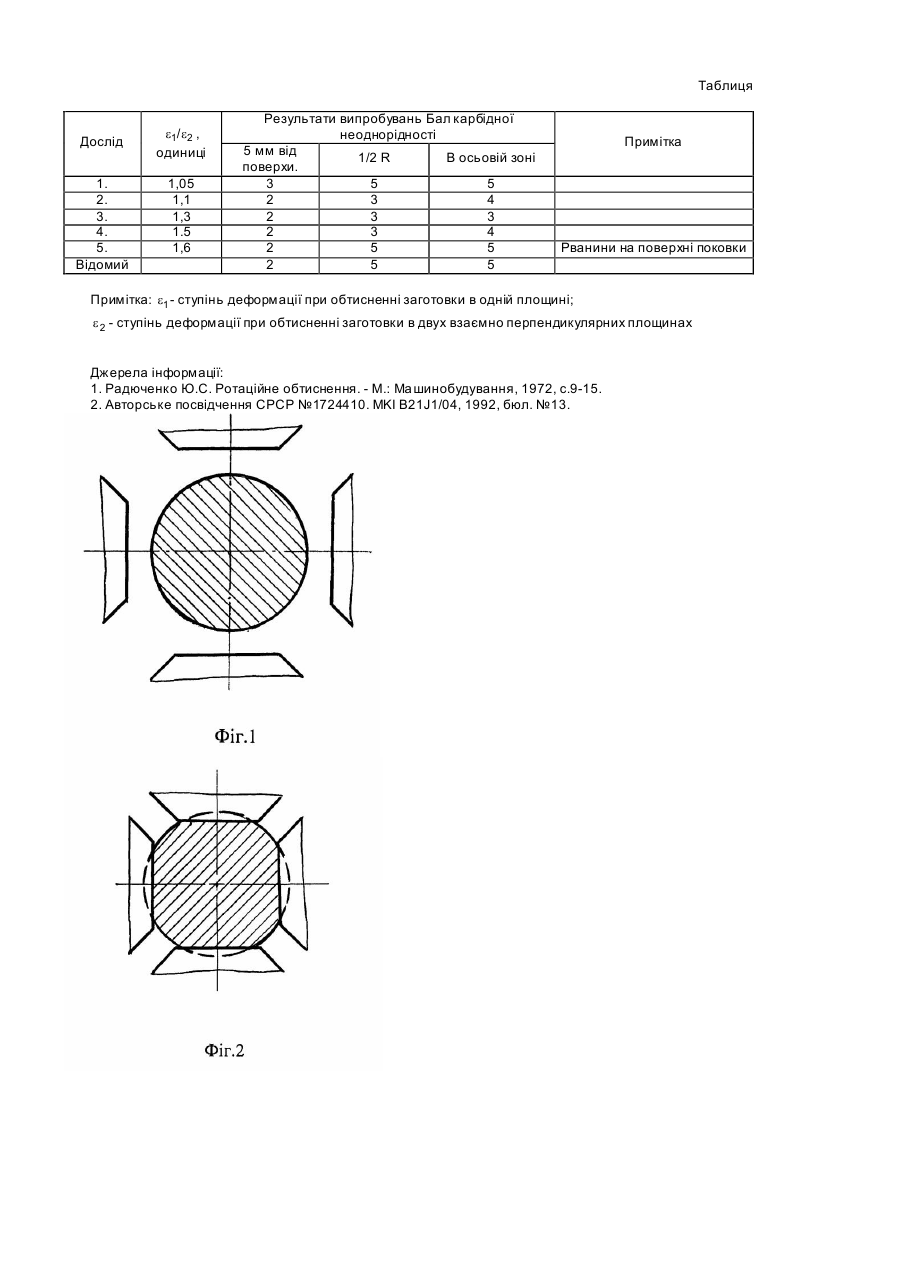
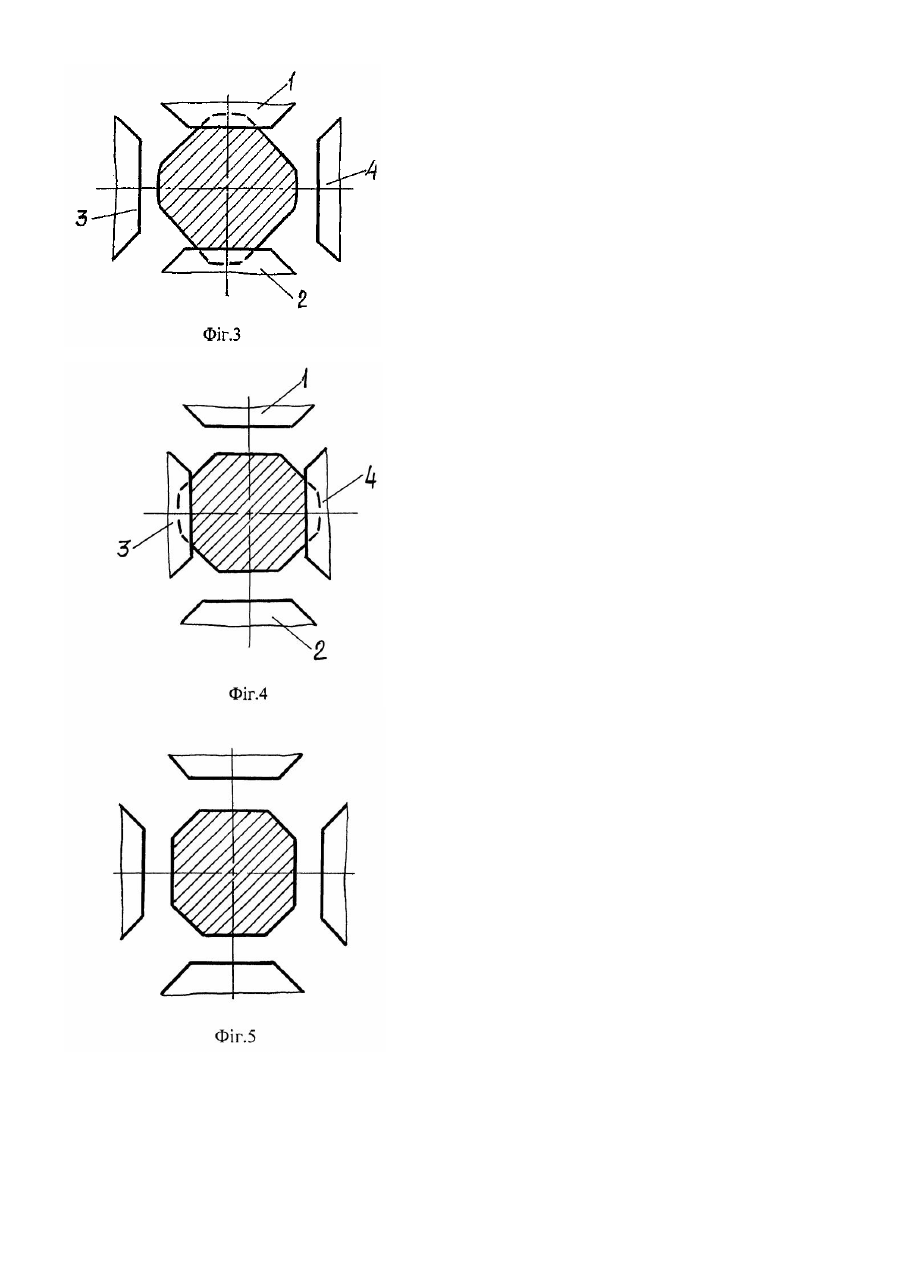
Винахід відноситься до обробки металів тиском, зокрема до області кування заготовок, переважно з малопластичних сталей на пресах або радіально-кувальних машинах. Відомий спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки в двох взаємно перпендикулярних площинах, подачі і кантування /1/. При здійсненні цього способу забезпечуються стискаючі напруги на поверхні, що дозволяє обробляти заготовки з малопластичних сталей і сплавів. Недоліком даного способу є те, що він не забезпечує пророблення литої структури металу по всьому поперечному перерізу заготовки. Відомий також спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає спочатку обтиснення ділянки заготовки в двох взаємно перпендикулярних площинах, а потім обтиснення цієї ж ділянки в одній із площин, подачі і кантування /2/. Відомий спосіб забезпечує більш глибоке пророблення литої структури металу по перерізу заготовки. Недоліком відомого способу є слабке деформаційне пророблення осьової зони заготовки. В основу способу кування заготовок у чотирибойковому кувальному пристрої поставлена задача, шляхом зміни схеми і режимів деформації, забезпечити підвищення якості поковок. Поставлена задача досягається тим, що в способі кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в дво х взаємно перпендикулярних площинах, а потім в одній із площин, подачі і кантування, новим є те, що обтиснення ділянки заготовки в одній із площин здійснюють після ЇЇ кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1-1,5 рази більше ступеня деформації заготовки при обтисненні її в дво х взаємно перпендикулярних площинах. Поставлена задача досягається також тим, що після обтиснення ділянки заготовки одночасно в двох взаємно перпендикулярних площинах здійснюють обтиснення ділянки заготовки спочатку в одній, а потім в іншій площинах. На фіг.1-5 показаний приклад здійснення способу. Спосіб кування здійснюють таким чином. Заготовку круглого перерізу, попередньо нагріту до кувальної температури, за допомогою маніпулятора подають у робочий простір чотирибойкового кувального пристрою (фіг.1). Потім обтиснення ділянки заготовки здійснюють у двох взаємно перпендикулярних площинах одночасно чотирма бойками (фіг.2). Після цього заготовку кантують на кут 45° і продовжують обжимати парою бойків 1 і 2, а два інших бойка 3 і 4 відводять від поверхні заготовки (фіг.3). На наступному етапі міняється площина обтиснення ділянки заготовки - бойки 3 і 4 обжимають, а два інших бойка 1 і 2 відводять від поверхні заготовки (фіг.4). Після закінчення цього етапу обтиснення бойки 3 і 4 відводять у ви хідне положення (фіг.5), потім здійснюють подачу і кантування заготовки, і весь цикл повторюється. Ефект підвищення якості поковок має місце у випадку, коли ділянку заготовки обжимають після кантування її на кут 45°, а також коли ступінь деформації заготовки при обтисненні її в одній площині в 1,1-1,5 рази більше ступеня деформації заготовки при обтисненні її в дво х взаємно перпендикулярних площинах. При обтисненні заготовки в одній площині зі ступенем деформації менше ніж у 1,1 рази ступеня деформації заготовки при обтисненні її в дво х взаємно перпендикулярних площинах не забезпечується інтенсивне пророблення литої структури металу заготовки, а, отже, підвищення її якості. При обтисненні ділянки заготовки в одній площині зі ступенем деформації більш ніж у 1,5 рази ступеня деформації заготовки при обтисненні її в двох взаємно перпендикулярних площинах з'являються значні розтягуючі напруги, що може привести до її р уйнування. При обтисненні ділянки заготовки в двох взаємно перпендикулярних площинах (чотирма бойками, фіг.2) на поверхні заготовки виникають стискаючі напруги, а деформації, якщо величина цих обтиснень не значна, не поширюються до осьової зони заготовки, а діють у поверхні. Це забезпечує наступні умови обробки заготовки з малопластичної сталі (сплаву): витяжку заготовки без руйнування з інтенсивним проробленням литої структури в поверхневій зоні; нерівномірне пророблення по перерізу з мінімальними деформаціями в осьовій зоні. При реалізації другого етапу способу - обтисненнями в одній площині (фіг.3), створюються сприятливі умови для пророблення осьової зони заготовки. При обтисненні заготовки в одній площині (двома бойками) після кантування її на кут 45° забезпечується більш інтенсивне чим при обтисненні в двох взаємно перпендикулярних площинах (чотирма бойками) пророблення металу, тому що в цьому випадку деформації діють по всьому перерізу заготовки, аж до її осьової зони. Таким чином, виконання деформації заготовки в два етапи -чотиристороння, а потім двостороння деформація, після кантування її на кут 45°, забезпечує найбільш оптимальний режим кування заготовок з малопластичних сталей і сплавів, до яких пред'являються підвищені вимоги по мікро і макроструктурі, а також механічним властивостям. Для посилення ефекту пророблення литої структури металу по всьому поперечному перерізу заготовки в пропонованому способі передбачений третій етап деформації заготовки (фіг.4), при якому обтиснення ділянки заготовки здійснюють також двома бойками, але вже в іншій площині. Приклад. Литу заготовку діаметром 180мм зі сталі Р6М5Ф3 нагрівають до 1150°С і кують на пресі зусиллям 2,5МН, оснащеним спеціальним чотирибойковим кувальним пристроєм, на діаметр 65мм. При цьому ступінь деформації при обтисненні ділянки заготовки в двох взаємно перпендикулярних площинах (чотирма бойками) складає 35%, а ступінь деформації заготовки при обтисненні її в одній площині в 1,3 рази більше, що складає 45,5%. Результати дослідного кування представлені в таблиці. Аналіз даних, приведених у таблиці, показує, що якість заготовок, отриманих пропонованим способом (оцінюване балом карбідної неоднорідності) вище, ніж якість заготовок, отриманих відомим способом. Таблиця Дослід 1. 2. 3. 4. 5. Відомий e1/e2 , одиниці 1,05 1,1 1,3 1.5 1,6 Результати випробувань Бал карбідної неоднорідності 5 мм від 1/2 R В осьовій зоні поверхи. 3 5 5 2 3 4 2 3 3 2 3 4 2 5 5 2 5 5 Примітка Рванини на поверхні поковки Примітка: e1 - ступінь деформації при обтисненні заготовки в одній площині; e 2 - ступінь деформації при обтисненні заготовки в двух взаємно перпендикулярних площинах Джерела інформації: 1. Радюченко Ю.С. Ротаційне обтиснення. - М.: Ма шинобудування, 1972, с.9-15. 2. Авторське посвідчення СРСР №1724410. MKI B21J1/04, 1992, бюл. №13.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forging the blanks on four-head forging device
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych
Назва патенту російськоюСпособ ковки заготовок на четырехбойковом кузнечном приспособлении
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович
МПК / Мітки
МПК: B21J 1/04
Мітки: пристрої, чотирибойковому, кування, заготовок, кувальному, спосіб
Код посилання
<a href="https://ua.patents.su/3-64356-sposib-kuvannya-zagotovok-na-chotiribojjkovomu-kuvalnomu-pristro.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготовок на чотирибойковому кувальному пристрої</a>
Спосіб кування заготовок у чотирьохбойковому кувальному пристрої
Номер патенту: 21366
Опубліковано: 02.12.1997
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: кування, заготовок, чотирьохбойковому, спосіб, кувальному, пристрої
Формула / Реферат:
1. Способ ковки заготовок в четырехбойковом ковочном устройстве, включающий обжатия заготовки двумя парами бойков в двух взаимно перпендикулярных плоскостях в радиальном направлении со сдвигом, подачи и кантовки с формированием на каждом проходе заготовки с поперечным сечением, центральная ось которого смещена относительно центральной оси заготовки, полученной на предыдущем проходе, отличающийся тем, что на каждом промежуточном проходе...
Спосіб ковальського витягнення заготовки в чотирибойковому кувальному пристрої з механізмом подавання
Номер патенту: 45725
Опубліковано: 15.04.2002
Автори: Безкровний Михайло Григорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: механізмом, пристрої, спосіб, ковальського, чотирибойковому, заготовки, кувальному, подавання, витягнення
Формула / Реферат:
Спосіб ковальського витягнення заготовок в чотирибойковому кувальному пристрої з механізмом подавання, який включає деформування ділянок заготовки в радіальному напрямку в кувальному пристрої та подавання заготовки між деформуваннями в осьовому напрямку механізмом подавання, який відрізняється тим, що одночасно з деформуванням ділянок заготовки в радіальному напрямку, здійснюють деформування розтягненням недеформованих в радіальному напрямку...
Спосіб кування заготівок у чотирьохбойковому кувальному пристрої
Номер патенту: 32729
Опубліковано: 15.02.2001
Автор: Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: кування, спосіб, пристрої, чотирьохбойковому, заготівок, кувальному
Формула / Реферат:
1. Спосіб кування заготівки у чотирьохбойковому кувальному пристрої, що полягає в установці заготівки у затискну головку маніпулятора, обтискуванні двома парами протилежно розміщених бойків, при цьому до цієї пари бойків, яка складається із нижнього і верхнього бойка, прикладають зусилля нормального обтискування і одночасно зусилля зсуву у напрямку до нижнього бойка, потім обертають навколо подовжньої осі і переміщують уздовж тієї ж...
Спосіб радіального кування заготовок

Номер патенту: 48529
Опубліковано: 15.08.2002
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Лазоркіна Дар'я Вікторівна
МПК: B21J 1/04
Мітки: спосіб, заготовок, радіального, кування
Формула / Реферат:
Спосіб радіального кування заготовок, який включає деформування заготовки проходами в бойках з західними похилими або конічними та калібруючими плоскими або циліндричними ділянками, шляхом подавання заготовки після кожного разового обтиснення та кантування зі зміною напрямку подавання після кожного проходу, який відрізняється тим, що після кожного разового обтиснення збільшують ступінь деформування заготовки відносно попереднього ступеня...
Спосіб радіального кування заготовок
Номер патенту: 64451
Опубліковано: 16.02.2004
Автори: Бедросова Лариса Василівна, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Лазоркіна Дар'я Вікторівна
МПК: B21J 1/04
Мітки: спосіб, заготовок, радіального, кування
Формула / Реферат:
Спосіб радіального кування заготовок, що включає деформування заготовки проходами в бойках із заходними конічними і циліндричними ділянками, що калібрують, шляхом подачі і кантування заготовки після кожного одиничного обтиснення зі збільшенням ступеня деформації після кожного одиничного обтиснення щодо попереднього ступеня деформації на 0,001-20,000% і зміною напрямку подачі після кожного проходу, який відрізняється тим, що ступінь деформації...
Попередній патент: Спосіб введення зонда в порожнину дванадцятипалої кишки
Наступний патент: Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Випадковий патент: Застосування антагоніста рецепторів інтерлейкіну-1 як засобу антиалкогольної дії