Спосіб кування заготовок
Номер патенту: 66491
Опубліковано: 17.05.2004
Автори: Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Терновий Юрій Федорович, Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович
Формула / Реферат
Спосіб кування заготовок двома парами бойків, що діють у двох взаємно перпендикулярних напрямках, шляхом формування на бічній поверхні заготовки чотирьох розміщених по периметру її поперечного перерізу уступів з подачами і кантуваннями, який відрізняється тим, що протилежні уступи формують по різні боки від осей симетрії поперечного перерізу заготовки, при цьому уступи формують зі зсувом їх в одному обводовому напрямку, а в процесі кожного одиничного обтиснення повертають ділянки заготовки, що не обтискують, у протилежному обводовому напрямку.
Текст
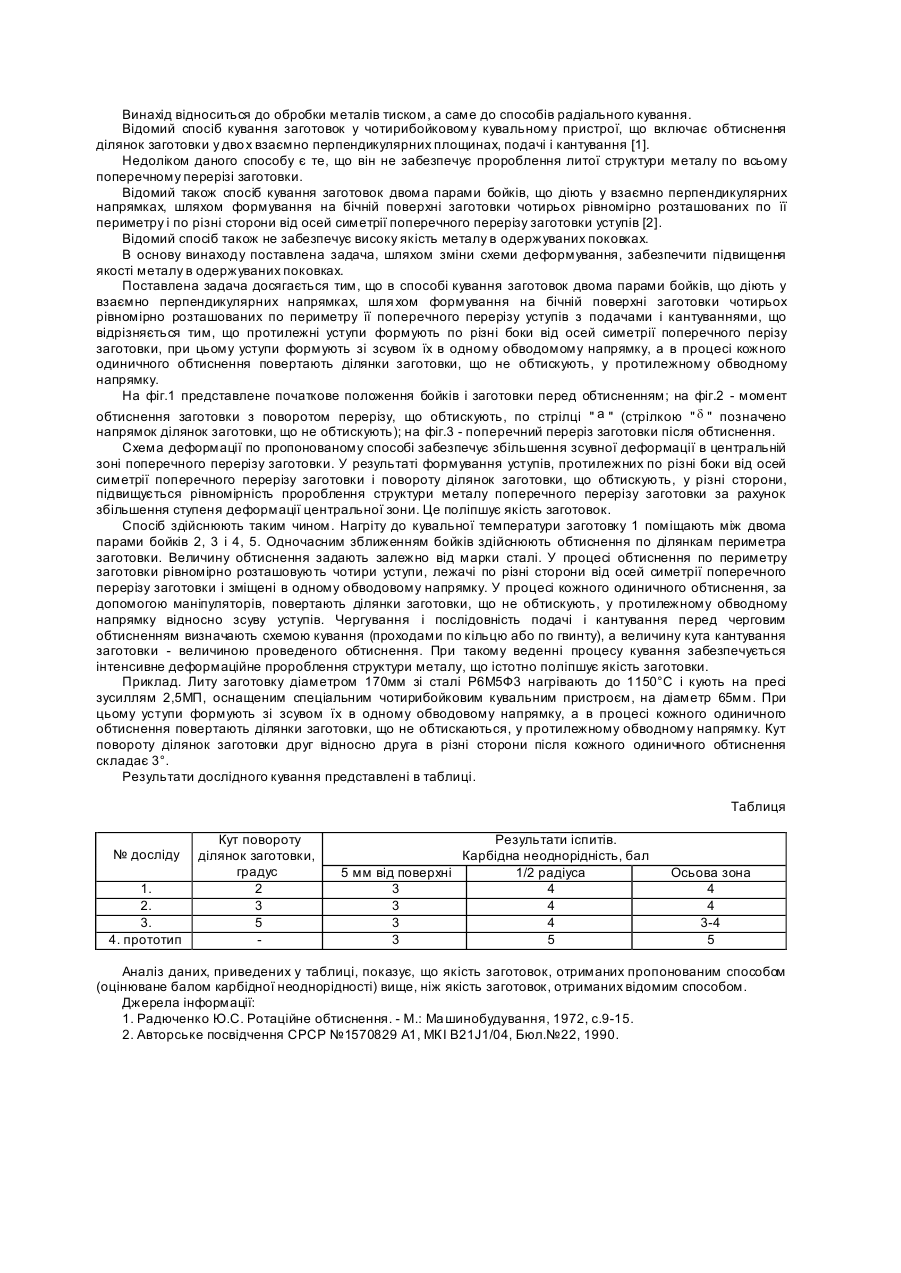
Винахід відноситься до обробки металів тиском, а саме до способів радіального кування. Відомий спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки у дво х взаємно перпендикулярних площинах, подачі і кантування [1]. Недоліком даного способу є те, що він не забезпечує пророблення литої структури металу по всьому поперечному перерізі заготовки. Відомий також спосіб кування заготовок двома парами бойків, що діють у взаємно перпендикулярних напрямках, шляхом формування на бічній поверхні заготовки чотирьох рівномірно розташованих по її периметру і по різні сторони від осей симетрії поперечного перерізу заготовки уступів [2]. Відомий спосіб також не забезпечує високу якість металу в одержуваних поковках. В основу винаходу поставлена задача, шляхом зміни схеми деформування, забезпечити підвищення якості металу в одержуваних поковках. Поставлена задача досягається тим, що в способі кування заготовок двома парами бойків, що діють у взаємно перпендикулярних напрямках, шля хом формування на бічній поверхні заготовки чотирьох рівномірно розташованих по периметру її поперечного перерізу уступів з подачами і кантуваннями, що відрізняється тим, що протилежні уступи формують по різні боки від осей симетрії поперечного перізу заготовки, при цьому уступи формують зі зсувом їх в одному обводомому напрямку, а в процесі кожного одиничного обтиснення повертають ділянки заготовки, що не обтискують, у протилежному обводному напрямку. На фіг.1 представлене початкове положення бойків і заготовки перед обтисненням; на фіг.2 - момент обтиснення заготовки з поворотом перерізу, що обтискують, по стрілці " a " (стрілкою " d " позначено напрямок ділянок заготовки, що не обтискують); на фіг.3 - поперечний переріз заготовки після обтиснення. Схема деформації по пропонованому способі забезпечує збільшення зсувної деформації в центральній зоні поперечного перерізу заготовки. У результаті формування уступів, протилежних по різні боки від осей симетрії поперечного перерізу заготовки і повороту ділянок заготовки, що обтискують, у різні сторони, підвищується рівномірність пророблення структури металу поперечного перерізу заготовки за рахунок збільшення ступеня деформації центральної зони. Це поліпшує якість заготовок. Спосіб здійснюють таким чином. Нагріту до кувальної температури заготовку 1 поміщають між двома парами бойків 2, 3 і 4, 5. Одночасним зближенням бойків здійснюють обтиснення по ділянкам периметра заготовки. Величину обтиснення задають залежно від марки сталі. У процесі обтиснення по периметру заготовки рівномірно розташовують чотири уступи, лежачі по різні сторони від осей симетрії поперечного перерізу заготовки і зміщені в одному обводовому напрямку. У процесі кожного одиничного обтиснення, за допомогою маніпуляторів, повертають ділянки заготовки, що не обтискують, у протилежному обводному напрямку відносно зсуву уступів. Чергування і послідовність подачі і кантування перед черговим обтисненням визначають схемою кування (проходами по кільцю або по гвинту), а величину кута кантування заготовки - величиною проведеного обтиснення. При такому веденні процесу кування забезпечується інтенсивне деформаційне пророблення структури металу, що істотно поліпшує якість заготовки. Приклад. Литу заготовку діаметром 170мм зі сталі Р6М5Ф3 нагрівають до 1150°С і кують на пресі зусиллям 2,5МП, оснащеним спеціальним чотирибойковим кувальним пристроєм, на діаметр 65мм. При цьому уступи формують зі зсувом їх в одному обводовому напрямку, а в процесі кожного одиничного обтиснення повертають ділянки заготовки, що не обтискаються, у протилежному обводному напрямку. Кут повороту ділянок заготовки друг відносно друга в різні сторони після кожного одиничного обтиснення складає 3°. Результати дослідного кування представлені в таблиці. Таблиця № досліду 1. 2. 3. 4. прототип Кут повороту ділянок заготовки, градус 2 3 5 Результати іспитів. Карбідна неоднорідність, бал 5 мм від поверхні 1/2 радіуса 3 4 3 4 3 4 3 5 Осьова зона 4 4 3-4 5 Аналіз даних, приведених у таблиці, показує, що якість заготовок, отриманих пропонованим способом (оцінюване балом карбідної неоднорідності) вище, ніж якість заготовок, отриманих відомим способом. Джерела інформації: 1. Радюченко Ю.С. Ротаційне обтиснення. - М.: Ма шинобудування, 1972, с.9-15. 2. Авторське посвідчення СРСР №1570829 А1, МКІ В21J1/04, Бюл.№22, 1990.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forging blanks
Автори англійськоюLazorkin Viktor Andriovych, Lazorkin Viktor Andriiovych, Ternovyi Yurii Fedorovych, Artamonov Yurii Viktorovych, Bedrosova Larysa Vasylivna
Назва патенту російськоюСпособ ковки заготовок
Автори російськоюЛазоркин Виктор Андреевич, Терновый Юрий Федорович, Артамонов Юрий Викторович, Бедросова Лариса Васильевна
МПК / Мітки
МПК: B21J 1/04
Мітки: заготовок, спосіб, кування
Код посилання
<a href="https://ua.patents.su/2-66491-sposib-kuvannya-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб кування заготовок</a>
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині
Номер патенту: 64357
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Сєдов Анатолій Олександрович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: радіально-кувальній, машини, спосіб, кування, заготовок, чотирибойковий
Формула / Реферат:
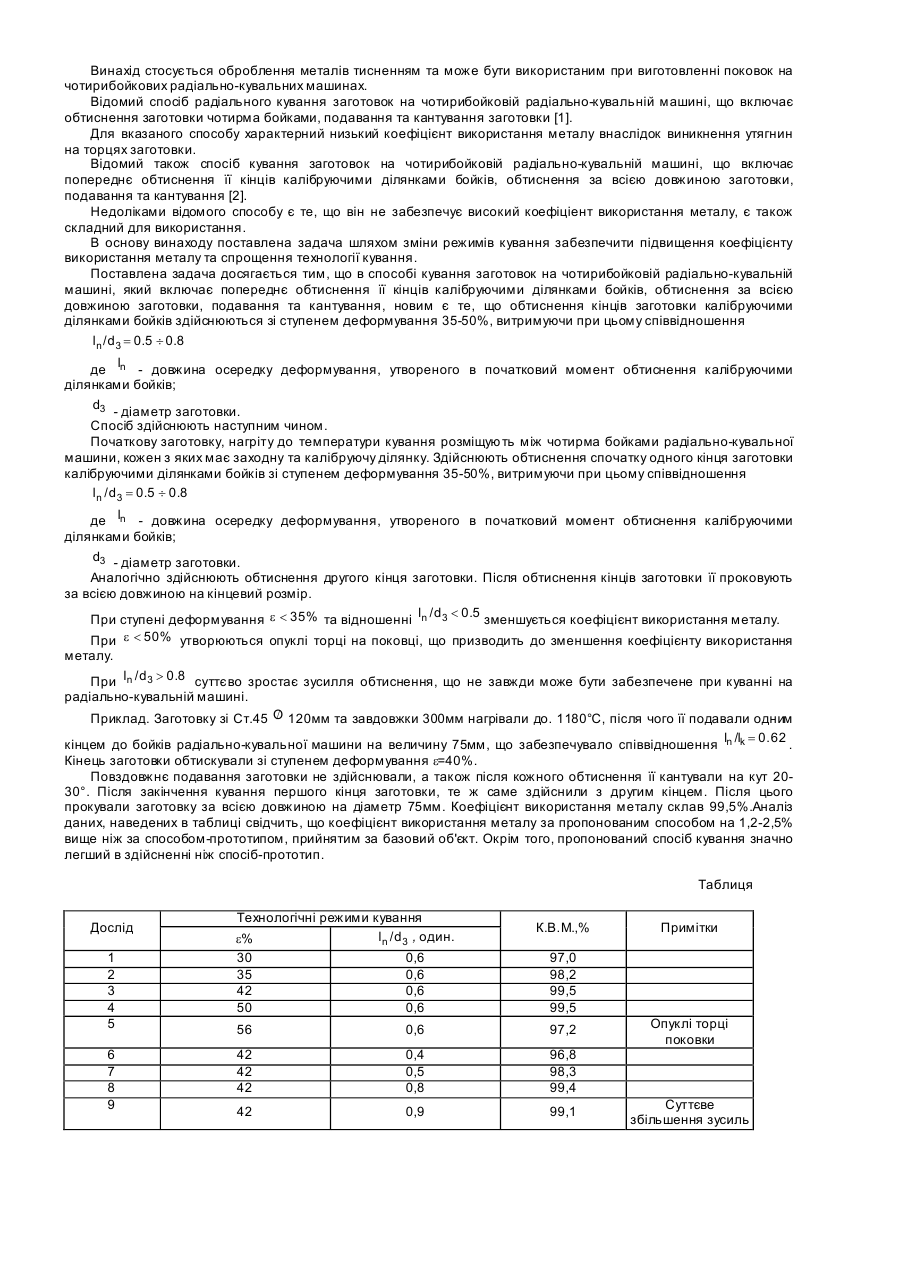
Спосіб кування заготовок на чотирибойковій радіально-кувальній машині, що включає попереднє обтиснення її кінців калібруючими ділянками бойків, обтиснення за всією довжиною заготовки, подавання та кантування, який відрізняється тим, що обтиснення кінців заготовки калібруючими ділянками бойків здійснюють зі ступенем деформування 35-50%, витримуючи при цьому співвідношенняln/d3= 0,5
Спосіб кування заготовок на чотирибойковому кувальному пристрої
Номер патенту: 64356
Опубліковано: 16.02.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B21J 1/04
Мітки: заготовок, пристрої, кування, кувальному, спосіб, чотирибойковому
Формула / Реферат:
1. Спосіб кування заготовок у чотирибойковому кувальному пристрої, що включає обтиснення ділянок заготовки спочатку в двох взаємно перпендикулярних площинах, а потім в одній із площин, подачу і кантування, який відрізняється тим, що обтиснення ділянки заготовки в одній із площин здійснюють після її кантування на кут 45°, при цьому ступінь деформації заготовки при обтисненні її в одній площині в 1,1 - 1,5 рази більше ступеня деформації...
Спосіб радіального кування заготовок

Номер патенту: 48529
Опубліковано: 15.08.2002
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Лазоркіна Дар'я Вікторівна, Бедросова Лариса Василівна
МПК: B21J 1/04
Мітки: радіального, кування, спосіб, заготовок
Формула / Реферат:
Спосіб радіального кування заготовок, який включає деформування заготовки проходами в бойках з західними похилими або конічними та калібруючими плоскими або циліндричними ділянками, шляхом подавання заготовки після кожного разового обтиснення та кантування зі зміною напрямку подавання після кожного проходу, який відрізняється тим, що після кожного разового обтиснення збільшують ступінь деформування заготовки відносно попереднього ступеня...
Спосіб радіального кування заготовок
Номер патенту: 64451
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Артамонов Юрій Вікторович, Терновий Юрій Федорович, Бедросова Лариса Василівна, Лазоркіна Дар'я Вікторівна
МПК: B21J 1/04
Мітки: заготовок, кування, радіального, спосіб
Формула / Реферат:
Спосіб радіального кування заготовок, що включає деформування заготовки проходами в бойках із заходними конічними і циліндричними ділянками, що калібрують, шляхом подачі і кантування заготовки після кожного одиничного обтиснення зі збільшенням ступеня деформації після кожного одиничного обтиснення щодо попереднього ступеня деформації на 0,001-20,000% і зміною напрямку подачі після кожного проходу, який відрізняється тим, що ступінь деформації...
Спосіб кування заготовок в чотирибойковому кувальному пристрої
Номер патенту: 66490
Опубліковано: 17.05.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Мельников Юрій Вадимович
МПК: B21J 1/04
Мітки: чотирибойковому, кування, спосіб, кувальному, заготовок, пристрої
Формула / Реферат:
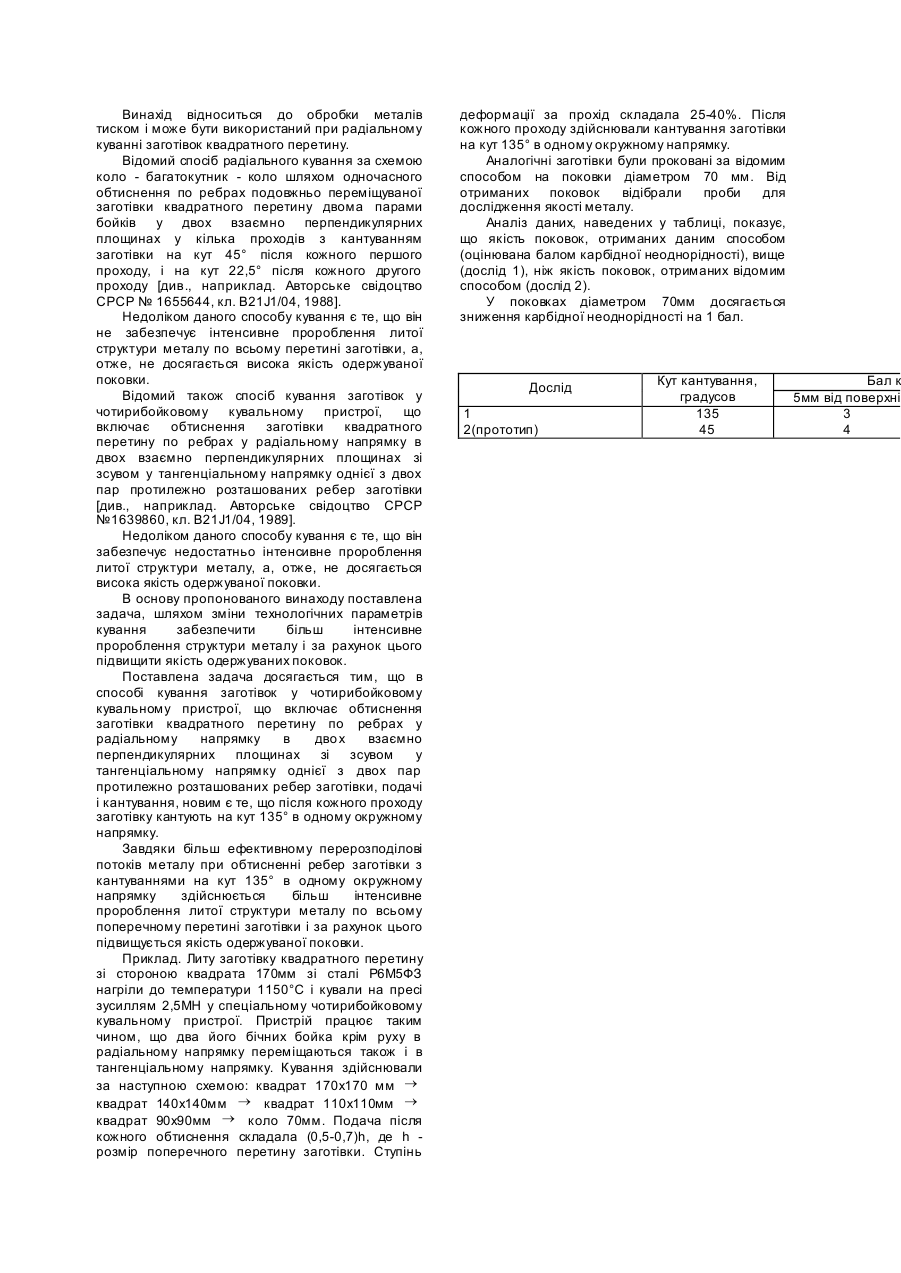
Спосіб кування заготівок у чотирибойковому кувальному пристрої, що включає обтиснення заготівки квадратного перерізу по ребрах у радіальному напрямку в двох взаємно перпендикулярних площинах зі зсувом у тангенціальному напрямку однієї з двох пар протилежно розташованих ребер заготівки, подачі і кантування, який відрізняється тим, що після кожного проходу заготівку кантують на кут 135° в одному коловому напрямку.
Попередній патент: Спосіб кування заготовок в чотирибойковому кувальному пристрої
Наступний патент: Спосіб з’єднання надопорного блока сталевої або сталезалізобетонної нерозрізної балки з монолітним залізобетонним вутом
Випадковий патент: Система гідравлічного підйомника