Спосіб виробництва електродної маси
Номер патенту: 67877
Опубліковано: 15.07.2004
Автори: Лапін Євген Володимирович, Куцін Володимир Семенович, Кашкуль Володимир Вікторович, Гасик Михайло Іванович, Борисов Анатолій Трохимович, Ольшанський Володимир Ілліч, Овчарук Анатолій Миколайович
Формула / Реферат
1. Спосіб виробництва електродної маси, що містить термоантрацит і сполучне, при якому антрацит дроблять, прожарюють, розсіюють, змішують зі сполучним і формують, який відрізняється тим, що при прожарюванні антрациту нагрівання в інтервалі температур 600-1200°С ведуть зі швидкістю 25-75°С/хв.
2. Спосіб за п. 1, який відрізняється тим, що швидкість нагрівання регулюють зміною довжини зони прожарювання, яку визначають за емпіричною формулою:
Lз.п.=(0,9-1,1)(4+ Ln![]() ),
),
де Lз.п. - довжина зони прожарювання, м
Ln - довжина печі, м
U - вміст летючих речовин в антрациті, що прожарюється, ваг. часток.
Текст
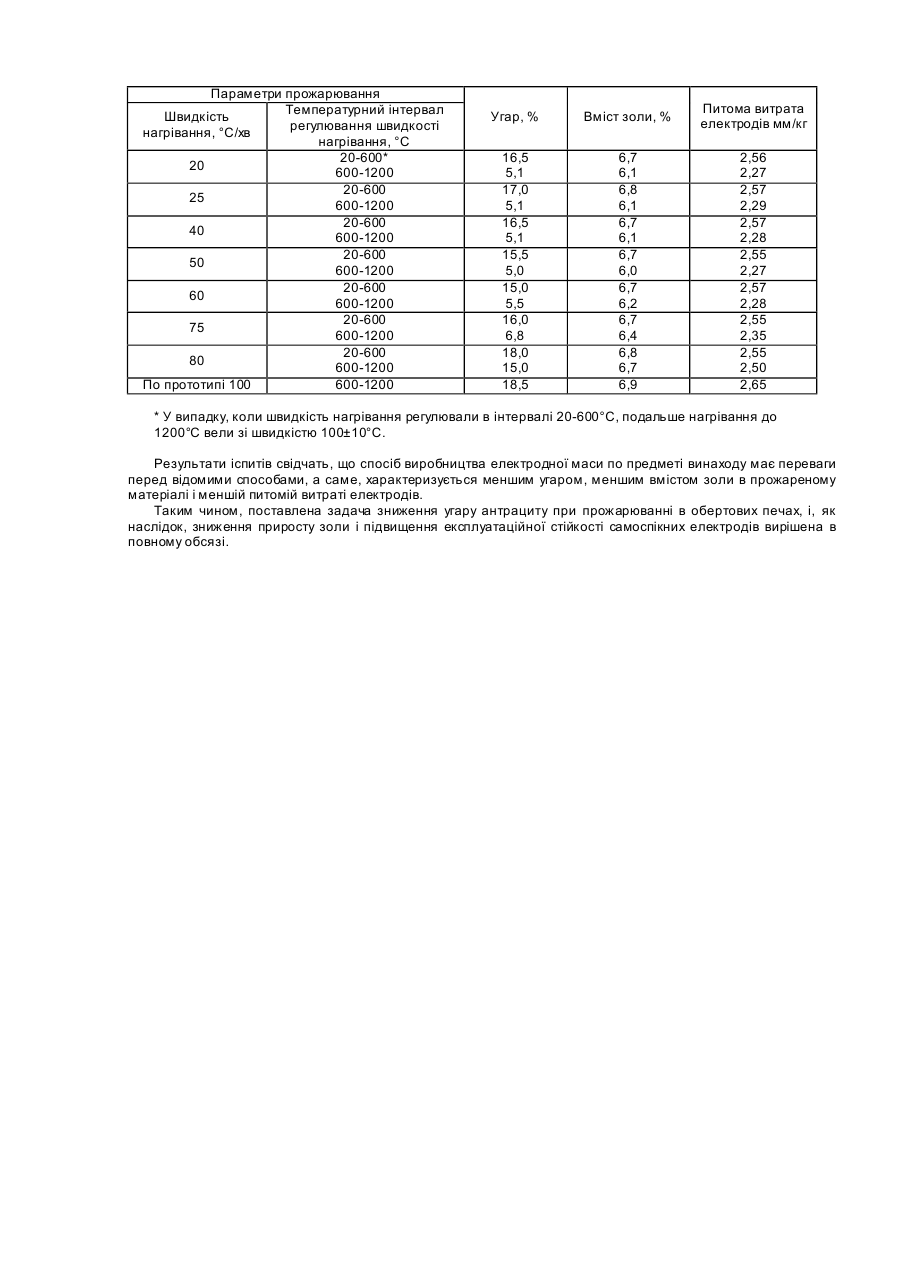
Винахід відноситься до електротермії, переважно до руднотермічних електропечей для виробництва феросплавів, кольорових металів, карбіду кальцію й ін. неорганічних матеріалів і може бути використаний при виробництві електродних мас для самоспікних електродів електропечей. Основними матеріалами для виготовлення електродної маси є термоантрацит і сполучне, переважно, кам'яновугільний пек. Термоантрацит одержують з антрациту шляхом прожарювання, наприклад, в обертових газополум'яних печах при температурі до 1200°С і більш, дроблять, розсіюють, змішують зі сполучним і формують брикети електродної маси, використовувані надалі для виготовлення самоспікних електродів. Прожарювання антрациту в обертових печах характеризується великим угаром і збільшенням вмісту золи, що знижує якість електродної маси. Відомий спосіб виготовлення електродної маси, що включає послідовне одержання термоантрациту з антрациту шля хом прожарювання його в ретортних печах, далі прожарювання термоантрациту в электрокальцинаторах чи обертових печах. [М.І.Гасик, "Електроди рудовідновлювальних електропечей", М, Металургія, 1984, с.68-72]. Такий спосіб подвійного прожарювання характеризується великим угаром антрациту (до 30%), збільшенням вмісту золи і, відповідно, порівняно низькою якістю електродної маси. Найбільш близьким до пропонованого по технічній сутності є спосіб виготовлення електродної маси для самоспікних електродів рудовідновлювальних електропечей [патент України №6638 від 29.12.94р.], що включає попереднє прожарювання антрациту, наступне його охолодження, спільне подрібнювання з коксом, дозування, змішування зі сполучним і формування отриманої електродної маси. При такому способі швидкість нагрівання антрациту в обертовій печі до 1200°С не регулюється і, як правило, складає 75-150°С/хв і більш. Такому швидкому нагріванню сприяє виділення і горіння летучих речовин, вміст яких в антрациті досягає 7%. Висока швидкість нагрівання антрациту приводить до його розтріскування, значному збільшенню поверхні, що контактує з киснем повітря при високій температурі і, як наслідок, і великому угар у. У свою чергу, угар вуглецю приводить до збільшення вмісту золи і знижує якість електродної маси. Приготовлена таким способом електродна маса не завжди володіє високими фізикомеханічними властивостями, часто мають місце обриви і відколи робочого кінця електрода. Задачею дійсного винаходу є зниження угару електрода при прожарюванні антрациту в обертових печах, і, як наслідок, зниження приросту золи в прожареному матеріалі і підвищення .якості самоспікних електродів. Поставлена задача вирішується шляхом регулювання швидкості нагрівання антрациту в температурному інтервалі від 600 до 1200°С і підтримці її в межах 25-75°С/хв. За таких умов нагрівання не відбувається розтріскування шматків антрациту, поверхня контакту вуглецю з киснем не збільшується, угар антрациту і збільшення зольності незначні. Регулювання швидкості нагрівання при постійній швидкості руху матеріалу досягаються зміною довжини зони прожарювання, що може бути визначена по формулі Lз.п.=(0,9¸1,1)(4+Ln- U ) (1) де Lз.п. - довжина зони прожарювання, м Ln - довжина печі, м U - вміст летучи х речовин в антрациті, ваг. часток. Формула носить експериментальний характер і виведена за результатами численних досліджень. Довжина зони прожарювання регулюється зміною величини розрідження в холодній голівці печі і контролюється оптичним пірометром. При збільшенні Lз.п. від розрахункового значення розрідження зменшують, а при зменшенні -збільшують. При нагріванні до 600°С зміна геометричних розмірів антрациту і виникнення термічних напруг, що приводять до розтріскування, незначні, тому регулювати швидкість нагрівання в цьому температурному інтервалі недоцільно. По цій же причині недоцільно регулювати швидкість нагрівання при температурах більш 1200°С. Збільшення швидкості нагрівання більш 75°С/хв приводить до виникнення термічних напруг у шматках антрациту, розтріскування, збільшення поверхні контакту з киснем і збільшення угару. Зниження швидкості нагрівання нижче 25°С/хв недоцільно, тому що знижує продуктивність печі, а подальшого зниження угару не відбувається. Крім того, винахід має й інші відмітні ознаки, що характеризують заявлений об'єкт в окремих випадках його виконання й експлуатації. Швидкість нагрівання антрациту регулюється зміною довжини зони прожарювання при постійній швидкості переміщення матеріалу. При цьому найкращі результати досягають, коли довжину зони прожарювання погоджують з первісним вмістом летучи х речовин в антрациті і визначають по формулі (1). Зменшення довжини зони прожарювання до величини менш 0,9 від розрахункової при мінімальному вмісті летучи х (0,02ваг. часток) приведе до збільшення швидкості нагрівання до значення вище 75°С/хв, розтріскування і збільшення угару. Збільшення довжини зони прожарювання до величини 1,1 від розрахункової недоцільно при максимальному змісті летучи х речовин в антрациті (0,07ваг. часток), тому що приведе до зниження продуктивності печі без подальшого зменшення угару. Обрані параметри прожарювання антрациту пояснюються експериментальними даними, приведеними в таблиці 1. Іспити проводили в такий спосіб. Партії антрациту з однаковим вмістом золи 5,2% зважували, прожарювали по різних режимах, знову зважували для визначення величини угару, визначали вміст золи, після чого дробили, дозували, змішували зі сполучним і формували брикети електродної маси. Електродну масу завантажували в кожуха самоспікних електродів діаметром 100мм трифазної печі потужністю 120кВА і виплавляли силікомарганець по ДСТУ 3548-97. Питому витрату електродної маси визначали по відношенню довжини витраченого електрода до маси отриманого металу. Таблиця 1. Параметри прожарювання Температурний інтервал Швидкість регулювання швидкості нагрівання, °С/хв нагрівання, °С 20-600* 20 600-1200 20-600 25 600-1200 20-600 40 600-1200 20-600 50 600-1200 20-600 60 600-1200 20-600 75 600-1200 20-600 80 600-1200 По прототипі 100 600-1200 Угар, % Вміст золи, % Питома витрата електродів мм/кг 16,5 5,1 17,0 5,1 16,5 5,1 15,5 5,0 15,0 5,5 16,0 6,8 18,0 15,0 18,5 6,7 6,1 6,8 6,1 6,7 6,1 6,7 6,0 6,7 6,2 6,7 6,4 6,8 6,7 6,9 2,56 2,27 2,57 2,29 2,57 2,28 2,55 2,27 2,57 2,28 2,55 2,35 2,55 2,50 2,65 * У випадку, коли швидкість нагрівання регулювали в інтервалі 20-600°С, подальше нагрівання до 1200°С вели зі швидкістю 100±10°С. Результати іспитів свідчать, що спосіб виробництва електродної маси по предметі винаходу має переваги перед відомими способами, а саме, характеризується меншим угаром, меншим вмістом золи в прожареному матеріалі і меншій питомій витраті електродів. Таким чином, поставлена задача зниження угару антрациту при прожарюванні в обертових печах, і, як наслідок, зниження приросту золи і підвищення експлуатаційної стійкості самоспікних електродів вирішена в повному обсязі.
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for the preparation of electrode mass
Автори англійськоюHasyk Mykhailo Ivanovych, Kashkul Volodymyr Viktorovych, Kutsin Volodymyr Semenovych, Lapin Yevhen Volodymyrovych, Ovacharuk Anatolii Mykolaiovych, Olshanskyi Volodymyr Illich
Назва патенту російськоюСпособ производства электродной массы
Автори російськоюГасик Михаил Иванович, Кашкуль Владимир Викторович, Куцин Владимир Семенович, Лапин Евгений Владимирович, Овчарук Анатолий Николаевич, Ольшанский Владимир Ильич
МПК / Мітки
МПК: C10L 9/00, C01B 31/02, C04B 35/52, H05B 7/09
Мітки: виробництва, електродної, спосіб, маси
Код посилання
<a href="https://ua.patents.su/2-67877-sposib-virobnictva-elektrodno-masi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва електродної маси</a>
Спосіб одержання електродної маси для самовипалювальних електродів
Номер патенту: 67518
Опубліковано: 15.06.2004
Автори: Гріншпунт Олександр Григорович, Малий Євген Іванович, Уразліна Ольга Юріївна
МПК: C01B 31/02, C25B 11/00
Мітки: маси, електродної, самовипалювальних, спосіб, електродів, одержання
Формула / Реферат:
1. Спосіб одержання електродної маси для самовипалювальних електродів, що включає прожарювання, дроблення, розсів і дозування твердих вуглецевих матеріалів, змішування їх із зв'язуючим і наступне формування маси, який відрізняється тим, що після дроблення тверді вуглецеві матеріали обробляють парами кам'яновугільної смоли.2. Спосіб за п. 1, який відрізняється тим, що пари кам'яновугільної смоли виділяють з рідкої фази фусів...
Склад електродної маси самоопалювального електрода

Номер патенту: 57873
Опубліковано: 15.07.2003
Автори: Капелянов Володимир Якович, Меренков Юрій Вікторович, Ліхачьов Анатолій Гаврилович, Солошенко Володимир Павлович, Кузьменко Володимир Федорович, Єрко Володимир Ілліч
МПК: H05B 7/09
Мітки: маси, самоопалювального, електродної, електрода, склад
Формула / Реферат:
1. Склад електродної маси самоопалювального електрода, який містить термоантрацит різного гранулометричного розміру, добавки, сполучне - кам'яновугільний пек, який відрізняється тим, що як добавки в ньому використані некондиційні залишки виробництва сплавів, витоплених в печах з електродами з цією масою, а також кокс щільністю з різницею ± 4% від щільності кам'яновугільного пеку, при цьому співвідношення...
Пристрій для визначення зони коксування електродної маси у самовипалювальному електроді
Номер патенту: 54615
Опубліковано: 17.03.2003
Автори: Статива Володимир Максимович, Лотц Юрій Фридрихович, Ліхачьов Анатолій Гаврилович, Капелянов Володимир Якович, Арьков Вячеслав Олександрович, Єрко Володимир Ілліч, Солошенко Володимир Павлович
МПК: F27D 11/08, H05B 7/09
Мітки: самовипалювальному, електродної, пристрій, коксування, маси, визначення, електроді, зони
Формула / Реферат:
Пристрій для визначення зони коксування електродної маси у самовипалювальному електроді, що включає контактну систему, електрично зв'язану з вимірювальним приладом, який відрізняється тим, що контакт на електроді виконаний зовнішнім і жорстко закріплений на натискному кільці, при цьому він розташований між контактними щоками на ділянці електрода, що має найкоротшу відстань до футерівки печі, і притиснутий до електрода контрвантажем за...
Спосіб виготовлення електродної маси

Номер патенту: 9383
Опубліковано: 30.09.1996
Автори: Лисенко Віктор Федорович, Порада Олексій Миколайович, Кашкуль Володимир Вікторович, Зубанов Віталій Тимофійович, Гасик Михайло Іванович, Логінов Петро Петрович, Дунаєв Георгій Олександрович, Гріншпунт Олександр Григорович
МПК: H05B 7/09
Мітки: маси, спосіб, електродної, виготовлення
Формула / Реферат:
Способ изготовления электродной массы для самообжигающихся электродов рудовосстановительных электропечей, при котором твердые углеродистые материалы дробят, просеивают, дозируют по гранулометричeскому составу, смешивают их со связующим и формуют, отличающийся тем, что, с целью повышения термической стойкости и снижения расхода самообжигающихся электродов, перед дроблением твердые углеродистые материалы дополнительно прокали вают совместно...
Спосіб складання електродної свічки

Номер патенту: 37516
Опубліковано: 15.05.2001
Автори: Годецький Євген Васильович, Підгорний Володимир Іванович, Петров Борис Федорович, Коротя Олександр Сільвесторович
МПК: H05B 7/07
Мітки: електродної, свічки, складання, спосіб
Формула / Реферат:
Спосіб складання електродної свічки, який включая стикування електродів за допомогою ніпельного з´єднання, який відрізняється тим, що перед стикуванням в свічку по зовнішньому діаметру одного з торців електрода з боку стадних поверхонь виконують канали з пазами, які ділять торець електрода на секції.
Попередній патент: Трансплантат, що усуває дефекти та відновлює функції біологічних тканин, та спосіб його одержання
Наступний патент: Парогазотурбінний привід газоперекачувального агрегату компресорної станції
Випадковий патент: Металокерамічний ущільнювальний матеріал