Спосіб складання електродної свічки
Номер патенту: 37516
Опубліковано: 15.05.2001
Автори: Годецький Євген Васильович, Підгорний Володимир Іванович, Коротя Олександр Сільвесторович, Петров Борис Федорович

Формула / Реферат
Спосіб складання електродної свічки, який включая стикування електродів за допомогою ніпельного з´єднання, який відрізняється тим, що перед стикуванням в свічку по зовнішньому діаметру одного з торців електрода з боку стадних поверхонь виконують канали з пазами, які ділять торець електрода на секції.
Текст
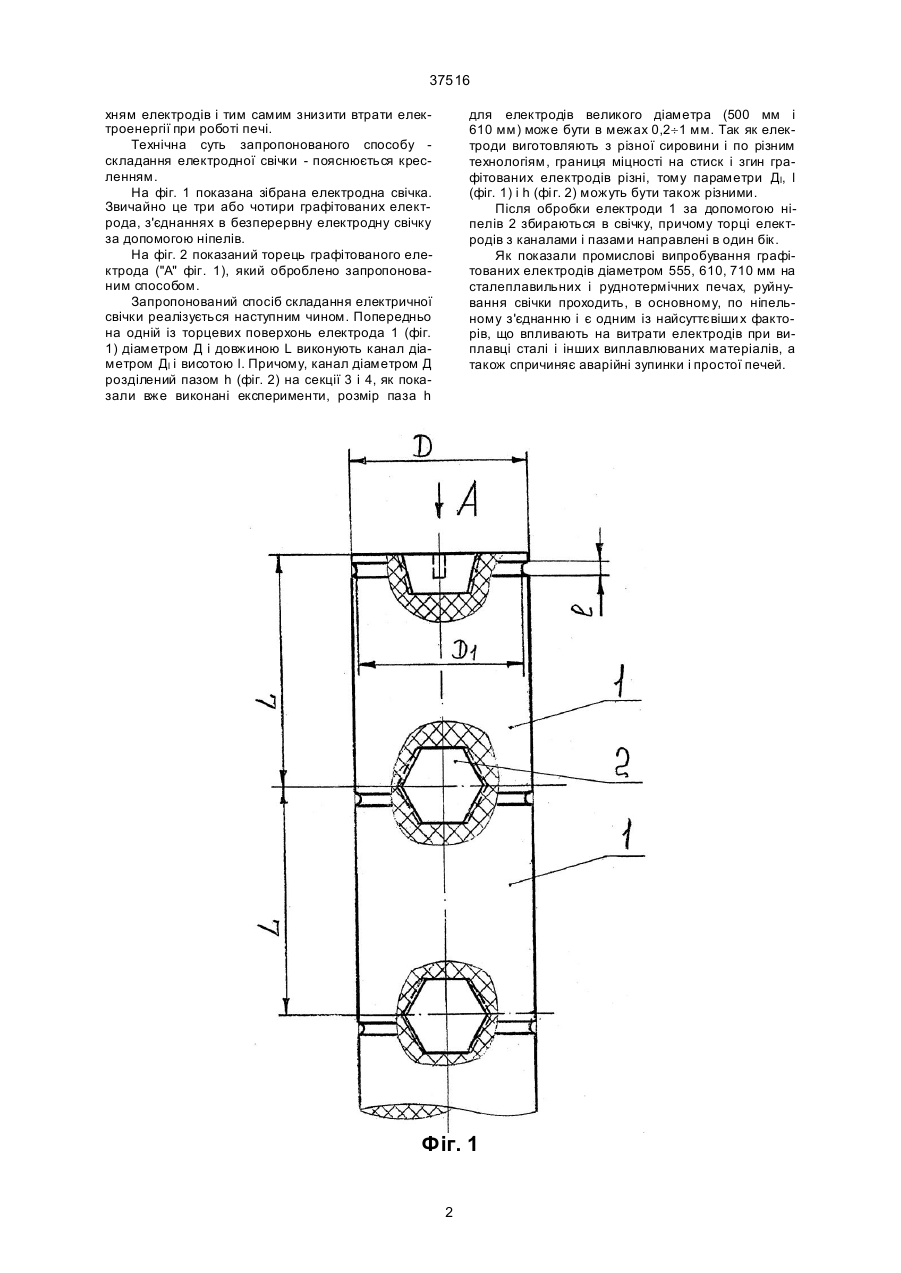
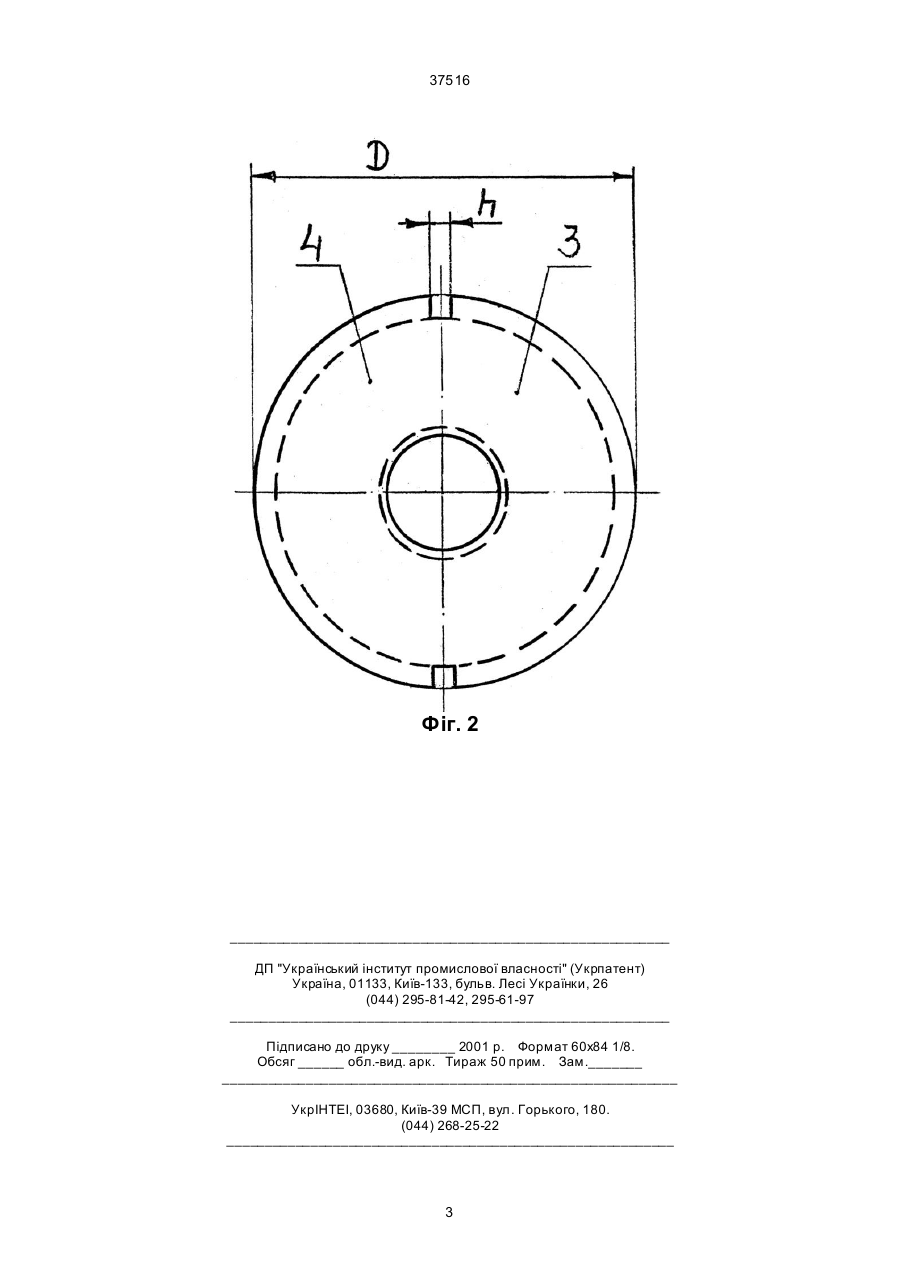
Спосіб складання електродної свічки, який включає стикування електродів за допомогою ніпельного з'єднання, який відрізняється тим, що перед стикуванням в свічку по зовнішньому діаметру одного з торців електрода з боку стичних поверхонь виконують канали з пазами, які ділять торець електрода на секції. (19) (21) 99052826 (22) 21.05.1999 (24) 15.05.2001 (33) UA (46) 15.05.2001, Бюл. № 4, 2001 р. (72) Годецький Євген Васильович, Петров Борис Федорович, Підгорний Володимир Іванович, Коротя Олександр Сільвесторович (73) Відкрите акціонерне товариство "Український 37516 хням електродів і тим самим знизити втрати електроенергії при роботі печі. Технічна суть запропонованого способу складання електродної свічки - пояснюється кресленням. На фіг. 1 показана зібрана електродна свічка. Звичайно це три або чотири графітованих електрода, з'єднаннях в безперервну електродну свічку за допомогою ніпелів. На фіг. 2 показаний торець графітованого електрода ("А" фіг. 1), який оброблено запропонованим способом. Запропонований спосіб складання електричної свічки реалізується наступним чином. Попередньо на одній із торцевих поверхонь електрода 1 (фіг. 1) діаметром Д і довжиною L виконують канал діаметром ДІ і висотою l. Причому, канал діаметром Д розділений пазом h (фіг. 2) на секції 3 і 4, як показали вже виконані експерименти, розмір паза h для електродів великого діаметра (500 мм і 610 мм) може бути в межах 0,2¸1 мм. Так як електроди виготовляють з різної сировини і по різним технологіям, границя міцності на стиск і згин графітованих електродів різні, тому параметри ДІ, l (фіг. 1) і h (фі г. 2) можуть бути також різними. Після обробки електроди 1 за допомогою ніпелів 2 збираються в свічку, причому торці електродів з каналами і пазами направлені в один бік. Як показали промислові випробування графітованих електродів діаметром 555, 610, 710 мм на сталеплавильних і руднотермічних печах, руйнування свічки проходить, в основному, по ніпельному з'єднанню і є одним із найсуттєвіши х факторів, що впливають на витрати електродів при виплавці сталі і інших виплавлюваних матеріалів, а також спричиняє аварійні зупинки і простої печей. Фіг. 1 2 37516 Фіг. 2 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for assembling electrode candle
Автори англійськоюHodetskyi Yevhen Vasyliovych, Petrov Borys Fedorovych, Pidhornyi Volodymyr Ivanovych, Korotia Oleksandr Silvestrovych
Назва патенту російськоюСпособ сборки электродной свечи
Автори російськоюГодецкий Евгений Васильевич, Петров Борис Федорович, Подгорный Владимир Иванович, Коротя Александр Сильвестрович
МПК / Мітки
МПК: H05B 7/07
Мітки: спосіб, складання, свічки, електродної
Код посилання
<a href="https://ua.patents.su/3-37516-sposib-skladannya-elektrodno-svichki.html" target="_blank" rel="follow" title="База патентів України">Спосіб складання електродної свічки</a>
Спосіб складання рефлектора
Номер патенту: 31207
Опубліковано: 15.12.2000
Автори: Сиротюк Віктор Володимирович, Довбуш Мирослав Олексійович, Бойко Олександр Валерійович, Маркович Юрій Іванович, Сиротюк Володимир Григорович
МПК: H01Q 15/14
Мітки: складання, рефлектора, спосіб
Текст:
...сектори каркасу і панелі відбиваючої поверхні рефлектора шляхом обертання маточини навколо циліндричного бурта, після чого нерухомо закріплюють маточину до ОПП і демонтують технологічні прихвати, при цьому циліндрична поверхня бурта є одночасно конструкторського базою для маточини рефлектора і технологічною базою для його складання. На фіг. І зображено рефлектор після його складання на ОПП, на фіг. 2 фрагмент процесу встановлення...
Спосіб регулювання зазору між електродами запальної свічки двигуна
Номер патенту: 15748
Опубліковано: 30.06.1997
Автор: Фомин Леонід Устинович
МПК: F02P 17/00
Мітки: електродами, регулювання, спосіб, запальної, двигуна, зазору, свічки
Формула / Реферат:
(57) 1. Способ регулирования зазора между электродами запальной свечи двигателя, заключающийся в том, что электроды свечи включают в электрическую цепь, содержащую источник питания, параллельно электродам измерительного прибора, отличающийся тем, что устанавливают электроды измерительного прибора в положение, при котором зазор между ними равен эталонной величине, и фиксируют их в этом положении, а электроды свечи устанавливают в положение,...
Спосіб автоматичного складання заготовки верху взуття у плоскому вигляді
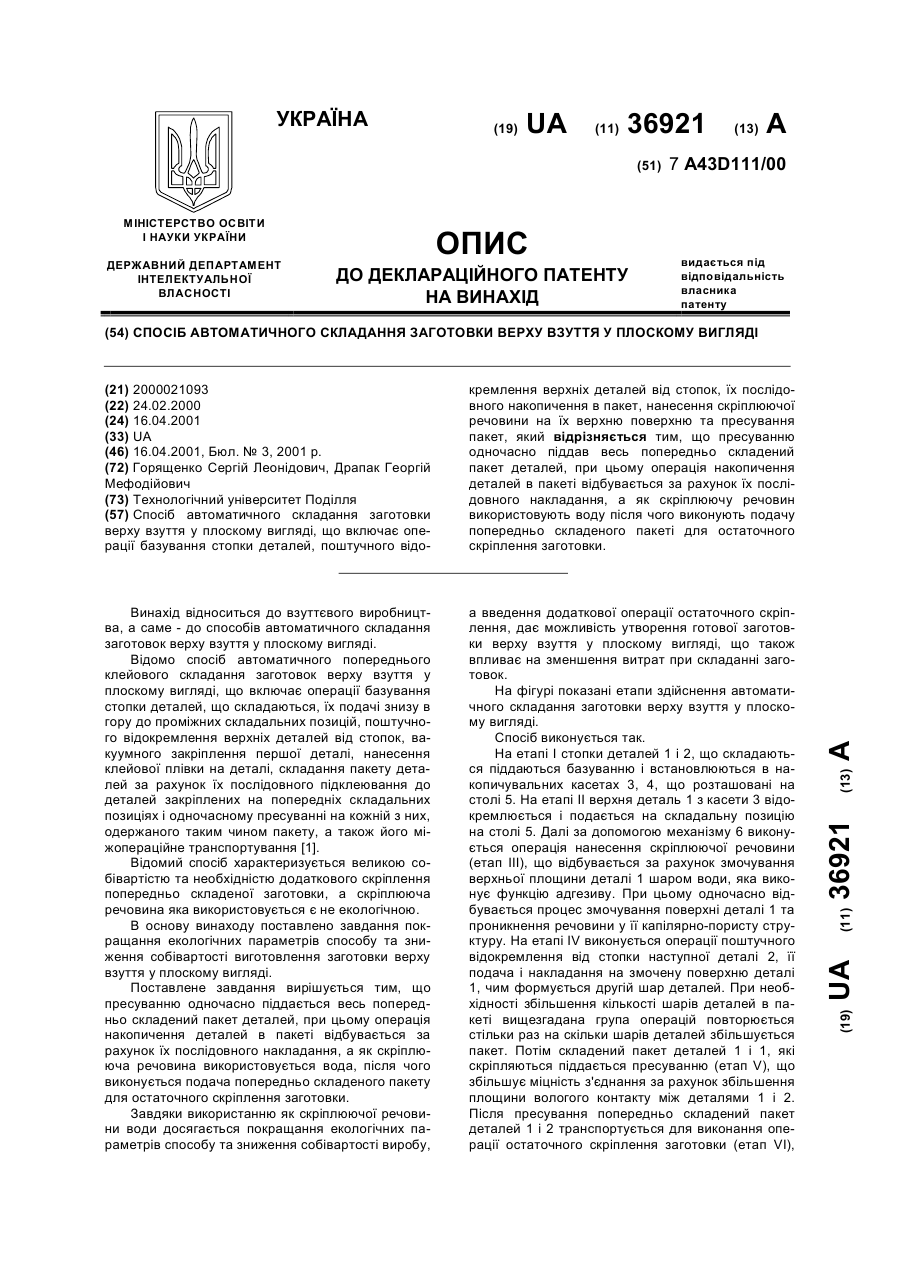
Номер патенту: 36921
Опубліковано: 16.04.2001
Автори: Горященко Сергій Леонідович, Драпак Георгій Мефодійович
МПК: A43D 111/00
Мітки: вигляді, верху, автоматичного, взуття, заготовки, складання, плоскому, спосіб
Формула / Реферат:
Спосіб автоматичного складання заготовки верху взуття у плоскому вигляді, що включає операції базування стопки деталей, поштучного відокремлення верхніх деталей від стопок, їх послідовного накопичення в пакет, нанесення скріплюючої речовини на їх верхню поверхню та пресування пакету, який відрізняється тим, що пресуванню одночасно піддається весь попередньо складений пакет деталей, при цьому операція накопичення деталей в пакеті відбувається...
Спосіб виготовлення електродної маси

Номер патенту: 9383
Опубліковано: 30.09.1996
Автори: Гасик Михайло Іванович, Дунаєв Георгій Олександрович, Лисенко Віктор Федорович, Порада Олексій Миколайович, Кашкуль Володимир Вікторович, Логінов Петро Петрович, Зубанов Віталій Тимофійович, Гріншпунт Олександр Григорович
МПК: H05B 7/09
Мітки: спосіб, маси, виготовлення, електродної
Формула / Реферат:
Способ изготовления электродной массы для самообжигающихся электродов рудовосстановительных электропечей, при котором твердые углеродистые материалы дробят, просеивают, дозируют по гранулометричeскому составу, смешивают их со связующим и формуют, отличающийся тем, что, с целью повышения термической стойкости и снижения расхода самообжигающихся электродов, перед дроблением твердые углеродистые материалы дополнительно прокали вают совместно...
Спосіб складання вузла кріплення полімерного стержня
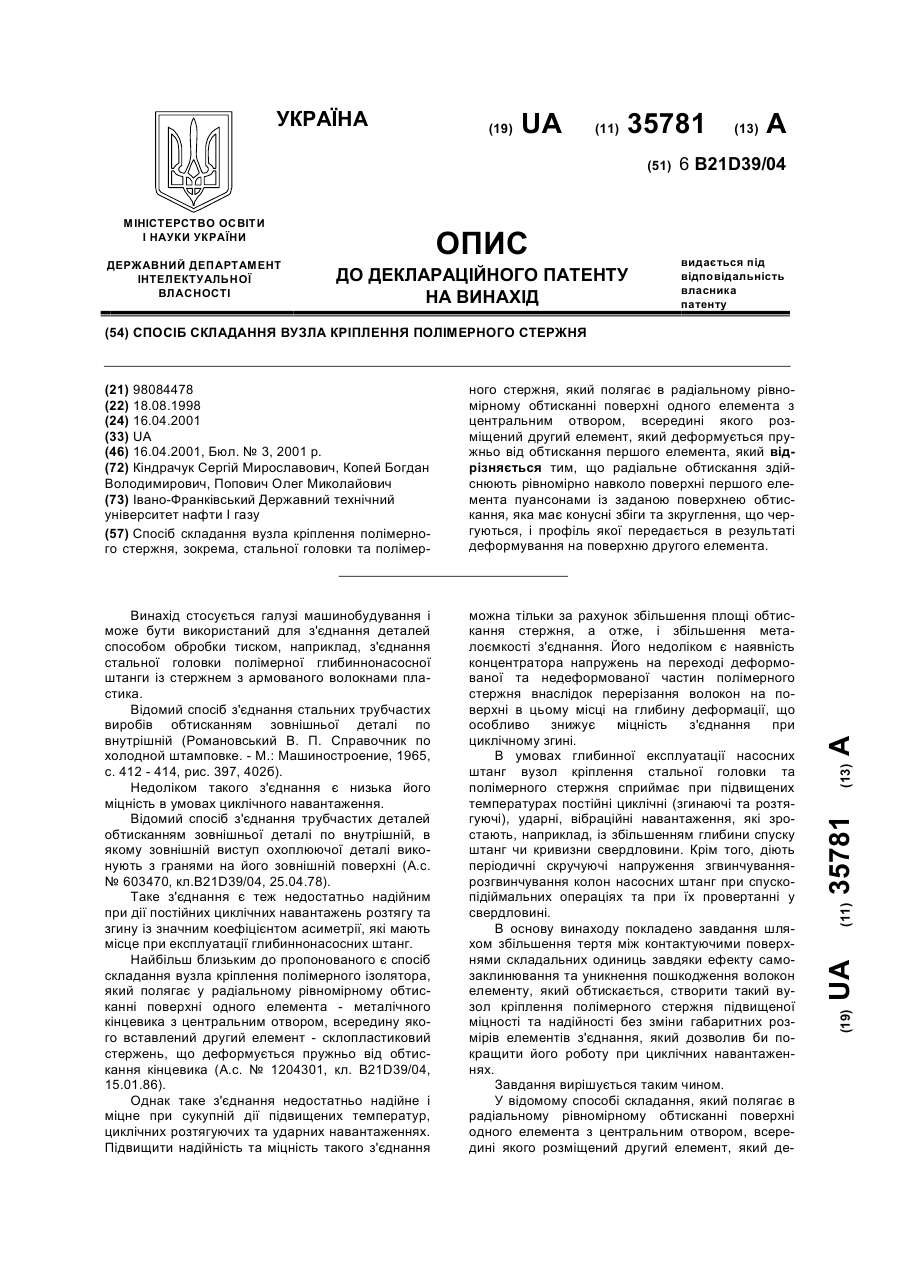
Номер патенту: 35781
Опубліковано: 16.04.2001
Автори: Кіндрачук Сергій Мирославович, Попович Олег Миколайович, Копей Богдан Володимирович
МПК: B21D 39/04
Мітки: складання, кріплення, стержня, спосіб, вузла, полімерного
Формула / Реферат:
Спосіб складання вузла кріплення полімерного стержня, зокрема стальної головки та полімерного стержня який полягає в радіальному рівномірному обтисканні поверхні одного елемента з центральним отвором, всередині якого розміщений другий елемент, який деформується пружньо від обтискання першого елемента, який відрізняється тим, що радіальне обтискання здійснюють рівномірно навколо поверхні першого елемента пуансонами із заданою поверхнею...
Попередній патент: Пристрій для підведення струму до дугової електропечі
Наступний патент: Спосіб приготування пасти для підживлення бджіл
Випадковий патент: Сильце для тварини