Спосіб управління витратою металевого розплаву
Номер патенту: 67965
Опубліковано: 15.07.2004
Автори: Горюк Максим Степанович, Фікссен Владислав Миколайович, Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович, Богдан Кім Степанович
Формула / Реферат
Спосіб управління витратою металевого розплаву із двокамерного магнітодинамічного промковша у кристалізатор машини неперервного лиття заготовок шляхом регулювання маси розплаву у випускній камері, який відрізняється тим, що в процесі лиття неперервно вимірюють фактично миттєве значення маси розплаву у промковші та підтримують її на заданому рівні, змінюючи величину і знак електромагнітної сили в каналі, що з'єднує впускну і випускну камери промковша, в залежності від маси розплаву у випускній камері.
Текст
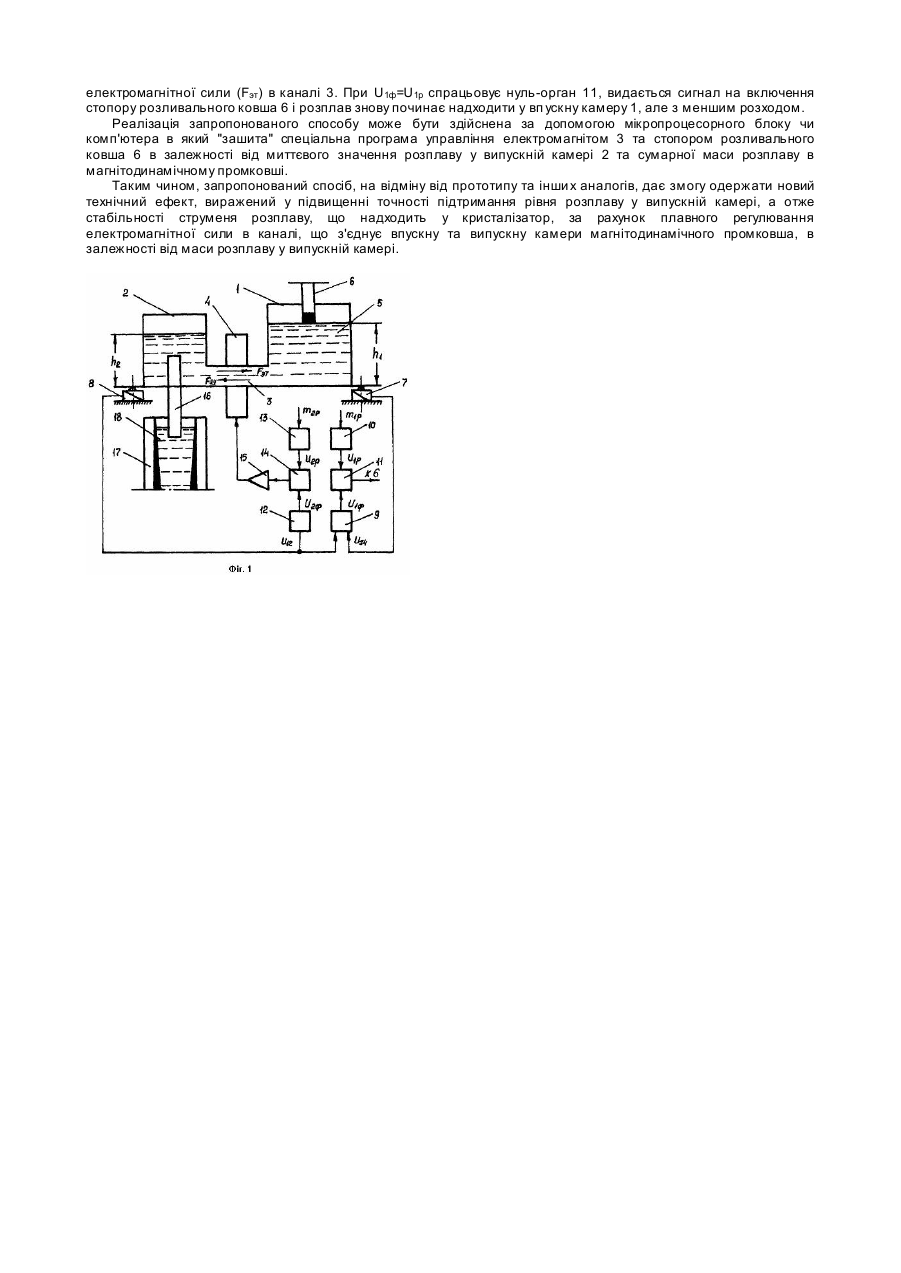
Винахід відноситься до металургійного виробництва і може бути використаний в процесі неперервного лиття металевих заготовок із чорних та кольорових сплавів. Відомо спосіб заливання рідкого металу за допомогою двох електромагнітних насосів, з'єднаних гідравлічно послідовно та розташованих вище рівня металу у ковші, причому заповнення насосів здійснюється за допомогою стороннього пристрою (а.с. 213301 СССР В22D26/01 Способ заливки жидкого металла /М.Р. Цин, В.П. Полищук, заявл. 11.02.1966). Недоліком цього способу є те, що в процесі лиття можливе застигання металу в каналі при зупинці, складність конструкції та системи управління. Також відомо спосіб для переливання рідкої сталі з промковша у кристалізатор МНЛЗ (Verfaren und Vorrichtung zum AusgieBen von Stahl dus TanchauguB: заявка 19623783 Германия, МПК 6 B22D91/10 / Schemeit Hans-jurgen, Uriau Ulrich; Monnesman A.J. - Заявл. 04.06.96; опубл. 11.12.97), який передбачає введення додаткової проміжної ємкості, що складається з двох частин - першої, необхідної для розосередження струменя при переливанні у другу частин у, виконаної у ви гляді заглибленого стакану. Недоліком цього способу є складність його реалізації та неможливість без додаткових засобів підтримання заданого рівня розплаву у вип ускній камері, а отже і параметрів струменя, який надходить у кристалізатор, а також збільшення габаритів по висоті (МНЛЗ) машини неперервного лиття заготовок. Найбільш близьким (прототипом) до запропонованого винаходу щодо технічної суті та досягнутого результату є спосіб управління розходом рідкого металу при неперервному литті штаби (Способ управления жидкого металла при непрерывном литье полосы. Заявка 6448646, Япония, МКИЧ B22D11/06,11/10 /Кобаяси Синдзи, Сато Тору, Морито Нобуюки, Миякэ Ко; Ковасаки Сэйтецу к. к. - №62-205720; Опубл. 23.02.89 // Кокай токкё кохо. Сер.2 (2). - 1989. -12. -С.241-247), який передбачає вимірювання швидкості течії металу та регулювання положення механізму стопору розливального ковша в залежності від відхилення фактичного значення швидкості від заданого (розрахункового) з приведенням розходу до норми. Недоліком цього способу є необхідність зважування розливального ковша, що ускладнює конструкцію і систему управління процесом неперервного лиття заготовок. Крім того, цей спосіб не може бути застосований при використанні двохкамерного магнітодинамічного промковша в процесі неперервного лиття у зв'язку з відсутністю ін формації про миттєве значення маси розплаву у вип ускній камері промковша. В основу запропонованого винаходу поставлена задача підвищення точності підтримання заданого розходу розплаву з магнітодинамічного проміжного ковша в кристалізатор МНЛЗ. Поставлена задача вирішена тим, що запропонований спосіб управління розходом металевого розплаву із двохкамерного магнітодинамічного промковша у кристалізатор МНЛЗ шляхом регулювання маси розплаву у випускній камері, передбачає те, що в процесі лиття безперервно вимірюють фактичне миттєве значення маси розплаву в промковші та підтримують її на заданому рівні, змінюючи величину і знак електромагнітної сили в каналі, що з’єднує вп ускну та випускну камери промковша, в залежності від маси розплаву у випускній камері. Запропонований спосіб дозволяє підвищити точність підтримання розходу розплаву завдяки плавному регулюванні електромагнітної сили в каналі, який з'єднує впускну та випускну камери промковша, що забезпечує стабільність миттєвого значення маси розплаву у випускній камері, а отже і гідростатичний тиск над випускним стаканом. Для пояснення запропонованого винаходу на Фіг.1 наведено функціональну схему пристрою, який реалізує спосіб управління розходом металевого розплаву. Магнітодинамічний промківш складається із впускної 1 та випускної 2 камер, з'єднаних каналом 3, охопленим електромагнітом 4. Металевий розплав 5 надходить у впускну камеру 1 з розливального ковша 6, обладнаного тим чи іншим затвором (наприклад стопором). Промківш встановлено на чотирьох силовимірювальних датчиках 7, 8, ви ходи яких підключені до входу суматора 9, ви хід якого разом з виходом блоку завдання 10 з'єднано з входами нуль-органа 11, а його вихід підключено до блоку управління приводом затвору розливального ковша (на схемі не показано). Крім того, ви ходи датчиків 8, розташованих зі сторони випускної камери 2 підключені до входу формувача 12, вихід якого разом з виходом блоку завдання 13 підключено до входів нуль-органа 14, а його вихід через підсилювач сигналу 15 з'єднано з електромагнітом 4. Випускна камера 2 промковша обладнана стаканом 16, через який розплав 5 надходить у кристалізатор 17 МНЛЗ, де формується заготовка 18. Процес неперервного лиття заготовок з використанням запропонованого способу відбувається наступним чином. У вихідному стані магнітодинамічний проміжний ківш пустий і знаходиться в очікувальному режимі. В момент спрацювання стопору розливального ковша 6 розплав 5 починає надходити у впускну 1 та випускну 2 камери проміжного ковша і через стакан 16 у кристалізатор 17. Одночасно вмикається електромагніт 4, який створює в каналі З електромагнітну силу F эт, чи Fэ у в залежності від маси розплаву 5 у випускній камері 2. Сила, яку створює маса розплаву 5 у промковші у кожну мить часу, діє на силовимірювальні датчики 7, 8, сумарний вихідний сигнал яких (Uå = U12 + U34 ) подається на суматор 9, вихідний сигнал U котрого разом з сигналом U 1ф 1p блока 10 надходить на входи нуль-органа 11. Якщо миттєве значення маси розплаву 5 в промковші дорівнює заданому значенню, тобто U1ф = U1p, процес лиття стабілізується. При цьому h2=hp і над стаканом 16 у випускній камері 2 феростатичний тиск дорівнює заданому (розрахунковому). Якщо рівень h 2>hp, а отже маса розплаву у випускній камері 2 більша, ніж розрахункова, сигнал U 12 збільшується, що призводить до збільшення сили Fэт гальмування розплаву 5 в каналі 3. В результаті цього рівень h2 почне зменшуватись до рівня hp, тобто відбувається підтримання миттєвого значення маси розплаву у випускній камері 2 при постійному розході надходження розплаву з розливального ковша 6 у вп ускну камеру 1 і коливаннях рівня h 1. Якщо рівень h21, 2 U1p, видається сигнал на відключення приводу стопору розливального ковша 6 і надходження розплаву 5 у впускну камеру 2 тимчасово припиняється. В той же час надходження розплаву в кристалізатор 17 залишається стабільним (h2=hp) за рахунок регулювання електромагнітної сили (Fэт) в каналі 3. При U1ф =U1p спрацьовує нуль-орган 11, видається сигнал на включення стопору розливального ковша 6 і розплав знову починає надходити у вп ускну камеру 1, але з меншим розходом. Реалізація запропонованого способу може бути здійснена за допомогою мікропроцесорного блоку чи комп'ютера в який "зашита" спеціальна програма управління електромагнітом 3 та стопором розливального ковша 6 в залежності від миттєвого значення розплаву у випускній камері 2 та сумарної маси розплаву в магнітодинамічному промковші. Таким чином, запропонований спосіб, на відміну від прототипу та інши х аналогів, дає змогу одержати новий технічний ефект, виражений у підвищенні точності підтримання рівня розплаву у випускній камері, а отже стабільності струменя розплаву, що надходить у кристалізатор, за рахунок плавного регулювання електромагнітної сили в каналі, що з'єднує впускну та випускну камери магнітодинамічного промковша, в залежності від маси розплаву у випускній камері.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of metal melt consumption
Автори англійськоюBohdan Kim Stepanovych, Dubodelov Viktor Ivanovych, Fikssen Vladyslav Mykolaiovych, Pohorskyi Viktor Konstiantynovych, Horiuk Maksym Stepanovych
Назва патенту російськоюСпособ управления расходом металлического расплава
Автори російськоюБогдан Ким Степанович, Дубоделов Виктор Иванович, Фикссен Владислав Николаевич, Погорский Виктор Константинович, Горюк Максим Степанович
МПК / Мітки
МПК: B22D 11/10
Мітки: розплаву, металевого, витратою, спосіб, управління
Код посилання
<a href="https://ua.patents.su/2-67965-sposib-upravlinnya-vitratoyu-metalevogo-rozplavu.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління витратою металевого розплаву</a>
Спосіб позапічної обробки металевого розплаву на основі заліза
Номер патенту: 41073
Опубліковано: 15.08.2001
Автори: Цибулевський Олександр Еріковіч, Живченко Володимир Семенович, Олійник Юрій Володимирович, Олійник Юрій Іванович
МПК: C21C 7/00
Мітки: обробки, металевого, спосіб, розплаву, заліза, основі, позапічної
Формула / Реферат:
Спосіб позапічної обробки металевого розплаву на основі заліза, який включає подачу в ківш твердої шлакоутворюючої суміші, що містить вуглецевмісний матеріал і розріджувач, злив конвертерного шлаку і подачу металевого розплаву в ківш, який відрізняється тим, що як розріджувач використовують кам'яновугільну породу в кількості, вибраній із співвідношення кам'яновугільної породи та вуглецевмісного матеріалу, рівній 0,83 - 0,60, а подачу в ківш...
Металургійна місткість для продування металевого розплаву газами
Номер патенту: 36103
Опубліковано: 16.04.2001
Автори: Макаров Григорій Арестович, Живченко Володимир Семенович, Боровиков Геннадій Федорович, Олійник Юрій Володимирович, Зазулін Микола Єгорович, Шеремет Володимир Олександрович, Нечепоренко Володимир Андрійович
МПК: B22D 41/00
Мітки: металургійна, газами, місткість, металевого, продування, розплаву
Формула / Реферат:
1. Металургійна місткість для продування металевого розплаву газами, що містить футерований кожух, футеровку стін, футеровку днища з двох шарів, один з яких виконаний з газопроникного вогнетривкого матеріалу, а другий - з гранульованого матеріалу, розміщений між кожухом і шаром з газопроникного вогнетривкого матеріалу, і патрубок для підведення газу, яка відрізняється тим, що місткість оснащена металевою пластиною, розміщеною по діаметру...
Спосіб одержання тонкої стрічки з металевого розплаву
Номер патенту: 27934
Опубліковано: 16.10.2000
Автори: Нестеров Дмитро Кузьмич, Медведев Віктор Степанович, Сагітов Григорій Ахнавович
МПК: B22D 11/06
Мітки: тонкої, металевого, стрічки, одержання, розплаву, спосіб
Текст:
...м/с. Высота поддержания уровня расплава в промежуточном ковше, обеспечивающая устойчивое ведение процесса разливки, определяется в соответствии с сущностью изобретения из следующего (не учитывая изменения объема жидкого расплава в ванне вследствие снижения ее температуры от момента разливки до момента кристаллизации) соотношения Qi=(1,02-H,08)Qi (3) или 2 J i ( ) - V O K p (4) откуда -\2 (5) 2g jurn* Поддержание в промежуточном ковше...
Шлакоутворююча суміш для обробки металевого розплаву

Номер патенту: 45580
Опубліковано: 15.04.2002
Автори: Живченко Володимир Семенович, Цибулевський Олександр Еріковіч, Олійник Юрій Володимирович, Олійник Юрій Іванович
МПК: C22B 9/10, C21C 7/076
Мітки: розплаву, шлакоутворююча, обробки, металевого, суміш
Формула / Реферат:
1. Шлакоутворююча суміш для обробки металевого розплаву, що містить конверторний шлак і легкоплавку складову, яка відрізняється тим, що суміш додатково містить вуглецевий розкиснювач, а як легкоплавка складова використана кам'яновугільна порода при наступному співвідношенні компонентів, мас. %: Вуглецевий розкиснювач 5,0-10,0 Кам'яновугільна порода 15,0-25,0 ...
Спосіб оброблення металевого розплаву
Номер патенту: 12935
Опубліковано: 28.02.1997
Автори: Ромадикін Сергій Дмитрійович, Бабанін Анатолій Якович, Бєлов Борис Федорович, Носоченко Олег Васильович, Лєнський Валерій Георгійович, Бузун Ігор Леонідович, Ніколаєв Генадій Андрійович, Троцан Анатолій Іванович, Позняк Леонід Олександрович, Мельник Сергій Георгійович
МПК: C21C 7/00
Мітки: спосіб, оброблення, металевого, розплаву
Формула / Реферат:
(57) Способ обработки металлического расплава, включающий подачу порошкообразных реагентов в расплав в потоке газа-носителя через канал и сопло погружной фурмы, отличающийся тем, что перед выходом порошкообразных реагентов из сопла погружной фурмы производят частичное разделение газопорошковой смеси, при этом в расплав подают порошкообразные реагенты и газ-носитель в количестве 0,2-0,3 от общего расхода, а остальной газ-носитель подают для...
Попередній патент: Стальний рамний каркас багатоповерхової будівлі
Наступний патент: Арочне податливе кріплення гірничої виробки
Випадковий патент: Шарнірно-стрижневий механізм