Спосіб виготовлення порожнистих полімерних моделей з функціональною поверхнею
Номер патенту: 68187
Опубліковано: 15.07.2004
Автори: Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Тарасевич Микола Іванович, Шинський Олег Йосипович, Ясинський Олександр Олександрович, Чорновол Аркадій Васильович, Пащенко Василь Миколайович
Формула / Реферат
1. Спосіб виготовлення порожнистих полімерних моделей з функціональною поверхнею, який полягає в послідовному введенні в порожнину пористої прес-форми легуючих або модифікуючих домішок і гранул полімеру, що спінюється, який відрізняється тим, що в процесі спікання моделі домішки і гранули на внутрішній поверхні пористої прес-форми утримуються вакуумом герметичного контейнера, в якому розміщена прес-форма.
2. Спосіб за п.1, який відрізняється тим, що пористість частин стінок прес-форми регулюється залежно від необхідного розподілення домішок по поверхні моделі.
Текст
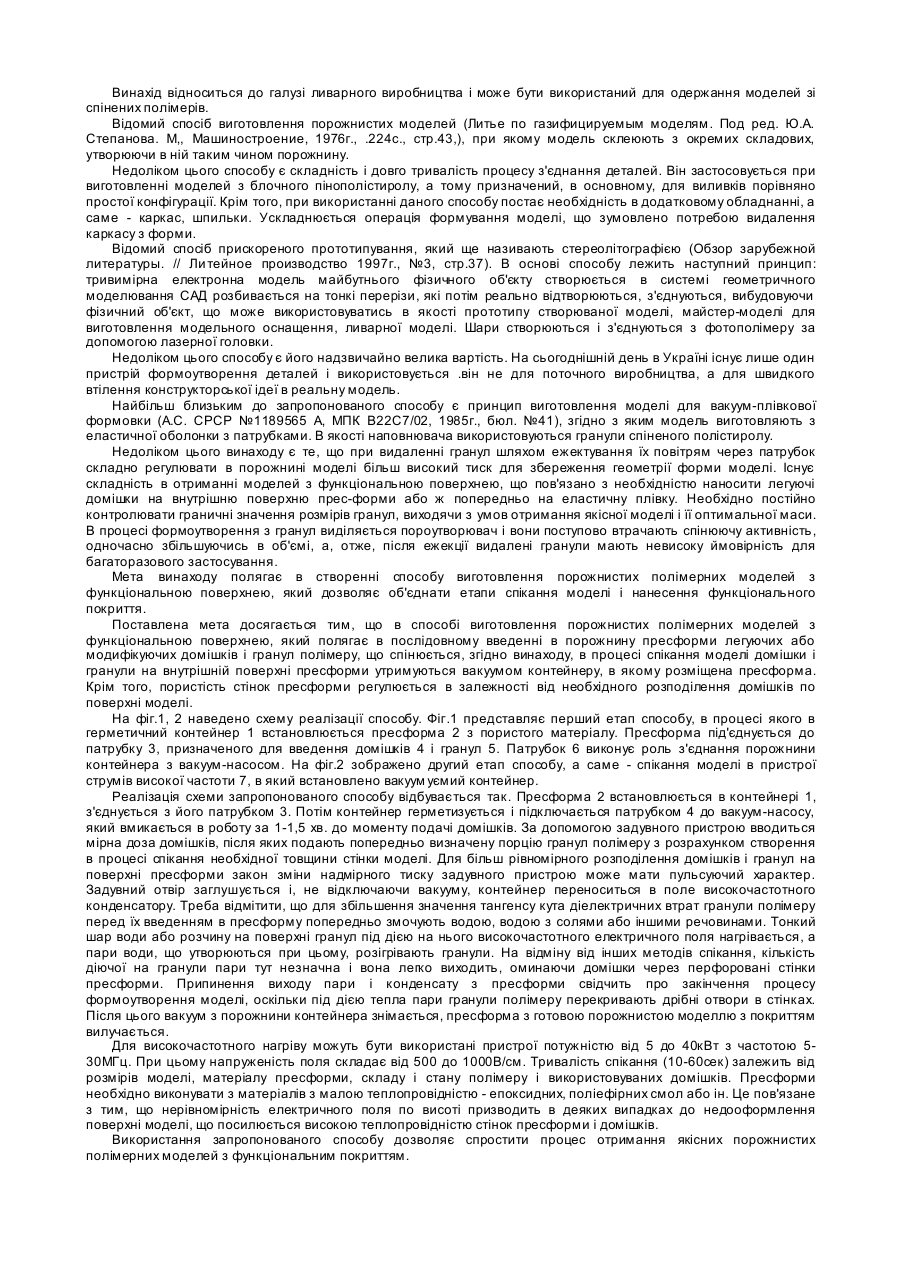
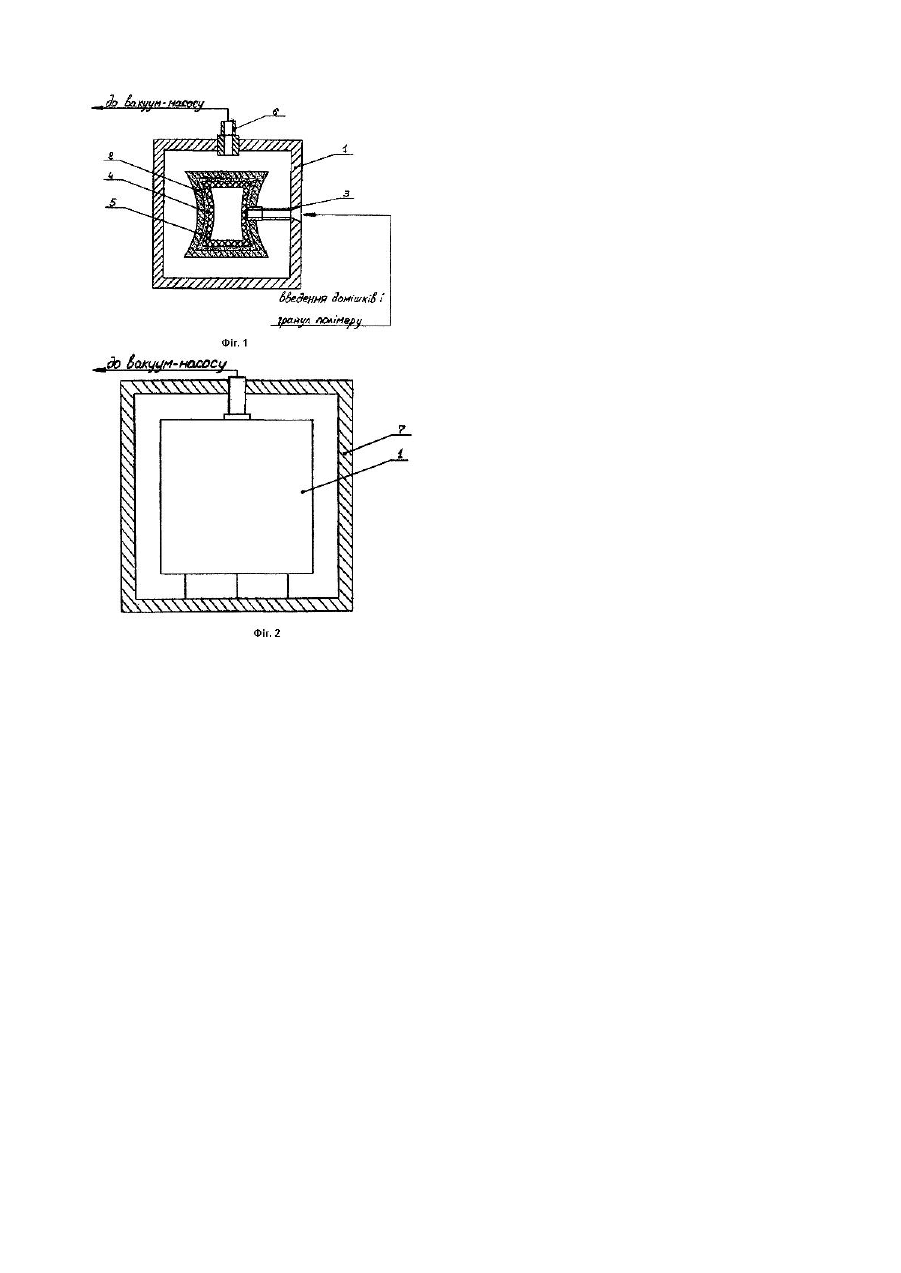
Винахід відноситься до галузі ливарного виробництва і може бути використаний для одержання моделей зі спінених полімерів. Відомий спосіб виготовлення порожнистих моделей (Литье по газифицируемым моделям. Под ред. Ю.А. Степанова. М,, Машиностроение, 1976г., .224с., стр.43,), при якому модель склеюють з окремих складових, утворюючи в ній таким чином порожнину. Недоліком цього способу є складність і довго тривалість процесу з'єднання деталей. Він застосовується при виготовленні моделей з блочного пінополістиролу, а тому призначений, в основному, для виливків порівняно простої конфігурації. Крім того, при використанні даного способу постає необхідність в додатковому обладнанні, а саме - каркас, шпильки. Ускладнюється операція формування моделі, що зумовлено потребою видалення каркасу з форми. Відомий спосіб прискореного прототипування, який ще називають стереолітографією (Обзор зарубежной литературы. // Ли тейное производство 1997г., №3, стр.37). В основі способу лежить наступний принцип: тривимірна електронна модель майбутнього фізичного об'єкту створюється в системі геометричного моделювання САД розбивається на тонкі перерізи, які потім реально відтворюються, з'єднуються, вибудовуючи фізичний об'єкт, що може використовуватись в якості прототипу створюваної моделі, майстер-моделі для виготовлення модельного оснащення, ливарної моделі. Шари створюються і з'єднуються з фотополімеру за допомогою лазерної головки. Недоліком цього способу є його надзвичайно велика вартість. На сьогоднішній день в Україні існує лише один пристрій формоутворення деталей і використовується .він не для поточного виробництва, а для швидкого втілення конструкторської ідеї в реальну модель. Найбільш близьким до запропонованого способу є принцип виготовлення моделі для вакуум-плівкової формовки (А.С. СРСР №1189565 А, МПК В22С7/02, 1985г., бюл. №41), згідно з яким модель виготовляють з еластичної оболонки з патрубками. В якості наповнювача використовуються гранули спіненого полістиролу. Недоліком цього винаходу є те, що при видаленні гранул шляхом ежектування їх повітрям через патрубок складно регулювати в порожнині моделі більш високий тиск для збереження геометрії форми моделі. Існує складність в отриманні моделей з функціональною поверхнею, що пов'язано з необхідністю наносити легуючі домішки на внутрішню поверхню прес-форми або ж попередньо на еластичну плівку. Необхідно постійно контролювати граничні значення розмірів гранул, виходячи з умов отримання якісної моделі і її оптимальної маси. В процесі формоутворення з гранул виділяється пороутворювач і вони поступово втрачають спінюючу активність, одночасно збільшуючись в об'ємі, а, отже, після ежекції видалені гранули мають невисоку ймовірність для багаторазового застосування. Мета винаходу полягає в створенні способу виготовлення порожнистих полімерних моделей з функціональною поверхнею, який дозволяє об'єднати етапи спікання моделі і нанесення функціонального покриття. Поставлена мета досягається тим, що в способі виготовлення порожнистих полімерних моделей з функціональною поверхнею, який полягає в послідовному введенні в порожнину пресформи легуючих або модифікуючих домішків і гранул полімеру, що спінюється, згідно винаходу, в процесі спікання моделі домішки і гранули на внутрішній поверхні пресформи утримуються вакуумом контейнеру, в якому розміщена пресформа. Крім того, пористість стінок пресформи регулюється в залежності від необхідного розподілення домішків по поверхні моделі. На фіг.1, 2 наведено схему реалізації способу. Фіг.1 представляє перший етап способу, в процесі якого в герметичний контейнер 1 встановлюється пресформа 2 з пористого матеріалу. Пресформа під'єднується до патрубку 3, призначеного для введення домішків 4 і гранул 5. Патрубок 6 виконує роль з'єднання порожнини контейнера з вакуум-насосом. На фіг.2 зображено другий етап способу, а саме - спікання моделі в пристрої струмів високої частоти 7, в який встановлено вакуум уємий контейнер. Реалізація схеми запропонованого способу відбувається так. Пресформа 2 встановлюється в контейнері 1, з'єднується з його патрубком 3. Потім контейнер герметизується і підключається патрубком 4 до вакуум-насосу, який вмикається в роботу за 1-1,5 хв. до моменту подачі домішків. За допомогою задувного пристрою вводиться мірна доза домішків, після яких подають попередньо визначену порцію гранул полімеру з розрахунком створення в процесі спікання необхідної товщини стінки моделі. Для більш рівномірного розподілення домішків і гранул на поверхні пресформи закон зміни надмірного тиску задувного пристрою може мати пульсуючий характер. Задувний отвір заглушується і, не відключаючи вакууму, контейнер переноситься в поле високочастотного конденсатору. Треба відмітити, що для збільшення значення тангенсу кута діелектричних втрат гранули полімеру перед їх введенням в пресформу попередньо змочують водою, водою з солями або іншими речовинами. Тонкий шар води або розчину на поверхні гранул під дією на нього високочастотного електричного поля нагрівається, а пари води, що утворюються при цьому, розігрівають гранули. На відміну від інших методів спікання, кількість діючої на гранули пари тут незначна і вона легко виходить, оминаючи домішки через перфоровані стінки пресформи. Припинення виходу пари і конденсату з пресформи свідчить про закінчення процесу формоутворення моделі, оскільки під дією тепла пари гранули полімеру перекривають дрібні отвори в стінках. Після цього вакуум з порожнини контейнера знімається, пресформа з готовою порожнистою моделлю з покриттям вилучається. Для високочастотного нагріву можуть бути використані пристрої потужністю від 5 до 40кВт з частотою 530МГц. При цьому напруженість поля складає від 500 до 1000В/см. Тривалість спікання (10-60сек) залежить від розмірів моделі, матеріалу пресформи, складу і стану полімеру і використовуваних домішків. Пресформи необхідно виконувати з матеріалів з малою теплопровідністю - епоксидних, поліефірних смол або ін. Це пов'язане з тим, що нерівномірність електричного поля по висоті призводить в деяких випадках до недооформлення поверхні моделі, що посилюється високою теплопровідністю стінок пресформи і домішків. Використання запропонованого способу дозволяє спростити процес отримання якісних порожнистих полімерних моделей з функціональним покриттям.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of hollow polymeric moulds with functional surface
Автори англійськоюShynskyi Oleh Yosypovych, Yakovyshyn Oleh Anatoliiovych, Tarasevych Mykola Ivanovych, Shynskyi Ihor Olehovych, Yasynskyi Oleksandr Oleksandrovych
Назва патенту російськоюСпособ изготовления полых полимерных моделей с функциональной поверхностью
Автори російськоюШинский Олег Иосифович, Яковишин Олег Анатольевич, Тарасевич Николай Иванович, Шинский Игорь Олегович, Ясинский Александр Александрович
МПК / Мітки
МПК: B22C 9/04
Мітки: спосіб, порожнистих, функціональною, виготовлення, моделей, полімерних, поверхнею
Код посилання
<a href="https://ua.patents.su/2-68187-sposib-vigotovlennya-porozhnistikh-polimernikh-modelejj-z-funkcionalnoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення порожнистих полімерних моделей з функціональною поверхнею</a>
Спосіб виготовлення разових моделей
Номер патенту: 68186
Опубліковано: 15.07.2004
Автори: Яковишин Олег Анатолійович, Притуляк Анатолій Самуїлович, Шульга Василь Тимофійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Вишнякова Людмила Петрівна, Шинський Олег Йосипович, Тарасевич Микола Іванович
МПК: B22C 9/04
Мітки: спосіб, моделей, разових, виготовлення
Формула / Реферат:
1. Спосіб виготовлення разових моделей, який полягає в послідовному заповненні порожнини пористої прес-форми спочатку легуючими або модифікуючими домішками, а потім гранулами полімеру, що спінюється, який відрізняється тим, що домішки утримуються на внутрішніх поверхнях стінок пористої прес-форми силою вакууму, створеного в герметичному контейнері, в якому розміщують прес-форму.2. Спосіб за п.1, який відрізняється тим, що пористість...
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води
Номер патенту: 36387
Опубліковано: 16.04.2001
Автори: Тупчиєнко Віталій Іванович, Козоброд Дмитро Борисович, Мандрік Євген Андрійович
МПК: B29C 67/20
Мітки: потоці, виготовлення, спосіб, води, моделей, пінополістиролу, киплячої
Текст:
...яка його щільно закриває, та подвійними стінками (теплоізоляція). У ящик наливають воду і нагрівають до кипіння. Нагріта вода (технологічне середовище) за допомогою пристрою 3 відбирається з нижньої частини ємності, де знаходиться джерело нагріву 4, та подається у верхню частину її по теплоізольованій трубі 5, чим створюється кругооберт рідини (фіг. ). В таких умовах з об'єкту, що обігрівається, наприклад, прес-форми з пінополістиролом,...
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води з попереднім нагріванням прес-форми
Номер патенту: 47046
Опубліковано: 17.06.2002
Автори: Голубицький Юрій Юрійович, Мандрік Євген Андрійович, Тупчиєнко Віталій Іванович, Козоброд Дмитро Борисович
МПК: B29C 67/20
Мітки: киплячої, прес-форми, пінополістиролу, води, моделей, потоці, попереднім, нагріванням, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води з попереднім нагріванням прес-форми, при якому використовують прес-форми, наповнені гранулами передспіненого пенополістиролу, які занурюють у киплячу воду, яка знаходиться у стані кругообігу, який відрізняється тим, що прес-форму з гранулами пінополістиролу попередньо нагрівають до температури 75-80 °С, наприклад у середовищі водяної пари над киплячою водою, у якій потім...
Спосіб виготовлення ливарних моделей з пінополістиролу
Номер патенту: 63153
Опубліковано: 15.01.2004
Автори: Яковлев Олексій Володимирович, Харченко Валентин Дмитрович, Мандрік Євген Андрійович
МПК: B22C 1/00
Мітки: пінополістиролу, моделей, виготовлення, ливарних, спосіб
Формула / Реферат:
Спосіб виготовлення моделей з пінополістиролу, який включає попереднє нагрівання прес-форм у потоці киплячої води, при якому прес-форми наповняють гранулами передспіненого пінополістиролу і занурюють у киплячу воду, що знаходиться у cтані кругообертання, який відрізняється тим, що до складу суміші (гранул пінополістиролу) додають тирсу пилоподібної фракції у співвідношенні компонентів (об'ємн. ч.): спінений полістирол «робочої»...
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 65857
Опубліковано: 15.04.2004
Автори: Яковишин Олег Анатолійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Чичкань Іван Петрович, Семашко Олександр Вікторович, Шульга Василь Тимофійович, Шинський Олег Йосипович
МПК: B22C 9/04
Мітки: моделей, виготовлення, спосіб, газифікуються
Формула / Реферат:
Спосіб виготовлення моделей, що газифікуються, полягає в виготовленні їх з полімерних матеріалів, який відрізняється тим, що поверхню моделі обклеюють полімерною пористою плівкою.
Попередній патент: Комбікорм скп-1 для яєчних перепелів
Наступний патент: Світлофільтр
Випадковий патент: Гібридна силова система транспортного засобу