Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води з попереднім нагріванням прес-форми
Номер патенту: 47046
Опубліковано: 17.06.2002
Автори: Мандрік Євген Андрійович, Голубицький Юрій Юрійович, Тупчиєнко Віталій Іванович, Козоброд Дмитро Борисович
Формула / Реферат
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води з попереднім нагріванням прес-форми, при якому використовують прес-форми, наповнені гранулами передспіненого пенополістиролу, які занурюють у киплячу воду, яка знаходиться у стані кругообігу, який відрізняється тим, що прес-форму з гранулами пінополістиролу попередньо нагрівають до температури 75-80 °С, наприклад у середовищі водяної пари над киплячою водою, у якій потім відбувається безпосереднє формування моделей у нагрітій прес-формі.
Текст
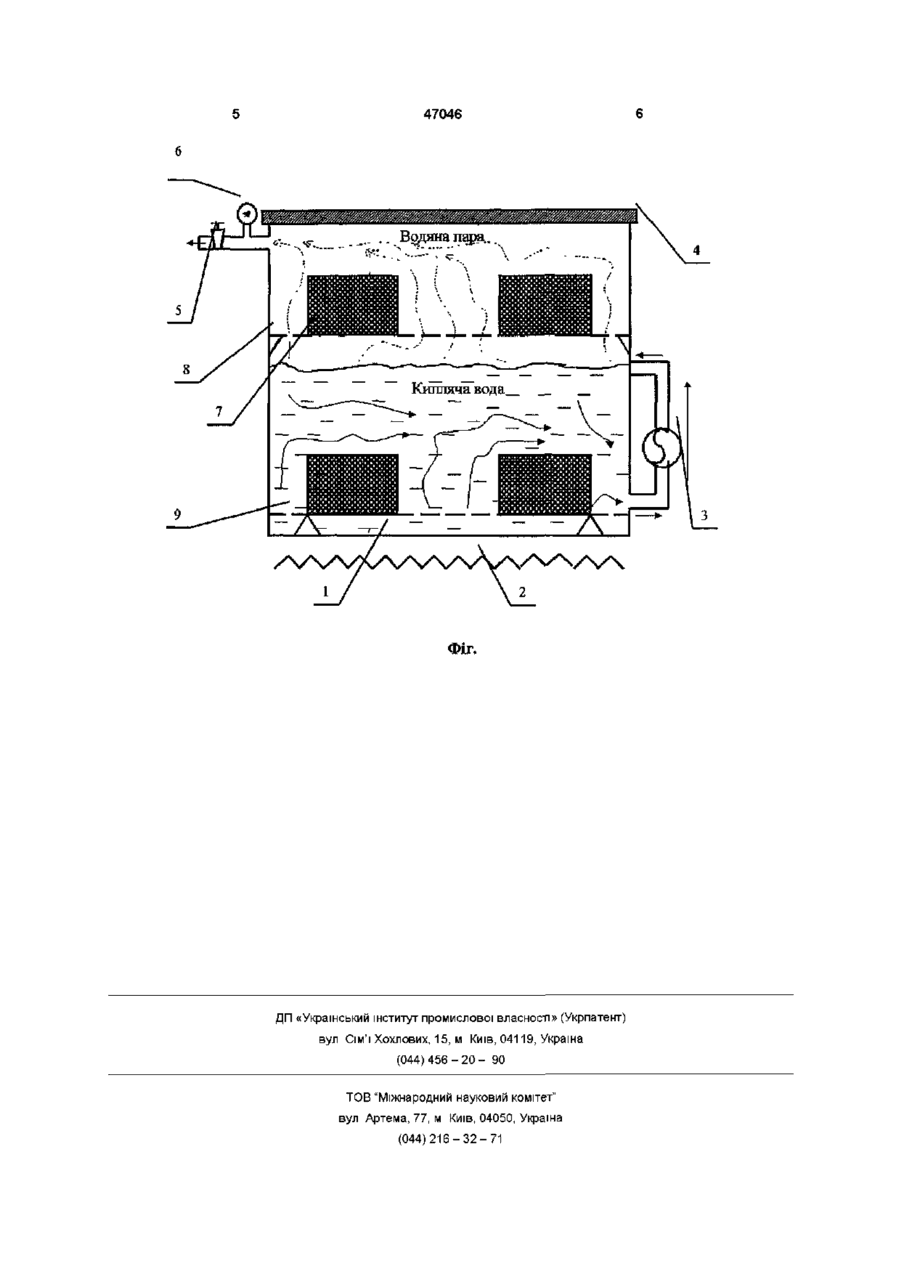
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води з попереднім нагріванням прес-форми, при якому використовують прес-форми, наповнені гранулами передспіненого пенопол їсти ролу, які занурюють у киплячу воду, яка знаходиться у стані кругообігу, який відрізняється тим, що прес-форму з гранулами пінополістиролу попередньо нагрівають до температури 75-80 °С, наприклад у середовищі водяної пари над киплячою водою, у якій потім відбувається безпосереднє формування моделей у нагрітій прес-формі Винахід відноситься до ливарного виробництва, а саме технології виготовлення ливарних моделей з пінополістиролу Цей винахід може бути використаним також у галузях, які виготовляють різні вироби з пінополістиролу спіненням гранульованого пінополістиролу в металевих пресформах іграішки, побутові вироби, пакувальну тару, вироби, що використовуються у морській та оборонній справах Відомо багато способів виготовлення моделей з пінополістиролу у киплячій воді, нагрітим повітрям, "тепловим ударом", токами високої частоти, в автоклаві під тиском перегрітої пари, у потоці перегрітої пари [1 - 3] Поряд з відомими перевагами кожного з способів вони мають певні недоліки, через які сфера їх використання стає обмеженою До таких недоліків відносять складність обладнання (ТВЧ, "тепловий удар"), необхідна наявність перегрітої пари або автономного парогенератора, використовування обладнання, яке працює під тиском (автоклави), велика подовженість процесу (45 - бОхв - у киплячій воді) або необхідність постійного корегування часу формування моделі в залежності від габаритів та металомісткості пресформ Не кожен спосіб придатний до виготовлення крупногабаритних моделей або на їх виготовлення витрачається багато часу, що знижує продуктивність технології ктури, досягти такої структури у моделях перерахованими способами не завжди можливо, особливо з підвищенням товщини стінки моделі (більше 10 - 15мм) або у моделях з різкою різності нністю Найбільш повно перерахованим вимогам задовольняє спосіб виготовлення пшомоделей у Крім того, оскільки одним з важливих показників якості моделі є однорідність її полімерної стру ПОТОЦІ КИПЛЯЧОЇ ВОДИ [4] Суть способу полягає у тому, що нагріту до кипіння воду перед зануренням у неї пресформи з гранулами пінополістиролу приводять у стан кругооберту, тобто у стан потоку з одновекторною спрямованістю руху рідини, коли вода у киплячому стані відбирається з нижньої частини ємності, де відбувається процес спікання моделей, та передається за допомогою перекачуючого пристрою у верхню и частину Таким чином, спікання пінополістиролу у модель відбувається, коли теплообмін у даній системі проходить за рахунок змушеної теплової конвекції Це прискорює передавання теплоти від теплоносія до гранул пінополістиролу, а тому, скорочує подовженість процесу спікання моделі до 15 - 18 хвилин проти 45 - 60 хвилин просто у киплячій воді Перевагами цього способу є відсутність перегрітої пари, забезпечення високоефективного теплообміну між теплоносієм та пресформою, відносно короткий час процесу Та все ж досягти повної структурної однорідності в об'ємі моделі цим способом не завжди вда (О о 47046 ється, кругооберт води необхідно забезпечувати лоїзолюючій кришці 4 виводиться з ємності 1 через спеціальним перекачуючим пристроєм, нарешті випускний кран 5, тиск пари у ємності 1 контролювказаний час процесу є все-таки подовженим і не ється манометром 6 може бути показником високої продуктивності техПісля приведення системи до робочого стану нологи першу партію пресформ з гранулами пінополістиролу 7 розміщують на верхній решітці 8, де вони В основу винаходу поставлена задача спропопередньо нагріваються дією водяної пари (підщення процесу виготовлення моделей та скороготовча стадія процесу) Температура, а значить, і чення його подовженості, покращення структурноподовженість цієї стадії, регулюється краном 5 го стану моделей, а відтак підвищення їх якості та продуктивності технології Водночас з цим ведеться підготовка наступної партії пресформ з пінополістиролом Поставлена задача досягається, якщо процес формування моделі у металевій пресформі роздіПершу партію нагрітих пресформ опускають у лити на дві стадії підготовчу і основну киплячу воду на нижню решітку 9, а на верхню - на те місце, де була перша партія пресформ, розміНеобхідність у такому розділенні процесу вищують наступну партію "холодних" пресформ для ходить з теоретичного аналізу і розрахунків, а танагрівання їх у середовищі пари кож попередніх експериментів по виготовленню пшомоделей в різних умовах Встановлено, що В умовах, коли пресформу з пінополістиролом періодом максимальної активності гранул пінопонагріти до 75 - 80°С, подовженість процесу спіканлістиролу ("чистий" час процесу) є час нагрівання ня пінополістиролу у модель складає 4,0 - 4,5 кожної гранули від 85°С до 99,9°С У цей час стихвилин на один цикл, незалежно від металомісткорольна основа гранули стає високоеластичною сті пресформ та їх КІЛЬКОСТІ в одну закладку, при умова для активної взаємодії гранул між собою і цьому якість моделей висока, як по контуру, так і спікання в однорідну масу Подовженість цього по поверхні при максимальній однорідності струкперіоду (основна стадія) складає теоретично 3,0 тури - одного з головних факторів ефективності 3,5 хвилини незалежно від кінцевих розмірів об'технології єму матеріалу при умові, якщо теплоносій з вхідТаким чином, подовженість циклу виготовленними теплофізичними параметрами буде в контакня моделей буде визначатись тільки часом безпоті з кожною гранулою вказаного об'єму середнього спікання пінополістиролу у модель час впродовжуючого періоду формування моделі на підготовчу стадію, тобто на нагрівання пресформи, входить до складу часу, який витрачається на Значить, залишок часу від загальної подовжепідготовку пресформи до процесу, заповнення її ності процесу витрачається на нагрівання пресфопінополістиролом та охолодження її після закінрми з гранулами пінополістиролу до робочої темчення процесу спікання моделі та не порушує виператури, при якій відбувається спікання робничого циклу пінополістиролу у модель Якщо цей залишок часу, як підготовчу стадію Джерела інформації процесу виділити з загального часу, то подовже1 Житник А С Литье по газифицируемым моденість циклу виготовлення моделі значно скоролям Киев, 1971, с 40-41 титься 2 Степанов Ю А Литье по газифицируемым моделям, Инженерная монография М , "Машгиз", 1979 Реалізується це положення таким чином -262с У ємності 1 (фіг 1) воду до кипіння доводять за допомогою електронагрівача 2 Кругообіг води 3 А с 527242, 996057 забезпечується перекачуючим пристроєм 3 Під 4 Рішення про видачу деклараційного патенту на час кипіння води над її поверхнею утворюється винахід по заявці №99126793 від 14 12 1999р Дасередовище водяної пари, яка при зачиненій тепта прийняття рішення 03 11 2000р 47046 Водяна пара... Кгатляча вода __ _ Фіг. ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Автори англійськоюKozobrod Dmytro Borysovych
Автори російськоюКозоброд Дмитрий Борисович
МПК / Мітки
МПК: B29C 67/20
Мітки: прес-форми, виготовлення, киплячої, попереднім, нагріванням, води, пінополістиролу, потоці, моделей, спосіб
Код посилання
<a href="https://ua.patents.su/3-47046-sposib-vigotovlennya-modelejj-z-pinopolistirolu-u-potoci-kiplyacho-vodi-z-poperednim-nagrivannyam-pres-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води з попереднім нагріванням прес-форми</a>
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води
Номер патенту: 36387
Опубліковано: 16.04.2001
Автори: Козоброд Дмитро Борисович, Тупчиєнко Віталій Іванович, Мандрік Євген Андрійович
МПК: B29C 67/20
Мітки: потоці, виготовлення, моделей, киплячої, спосіб, пінополістиролу, води
Текст:
...яка його щільно закриває, та подвійними стінками (теплоізоляція). У ящик наливають воду і нагрівають до кипіння. Нагріта вода (технологічне середовище) за допомогою пристрою 3 відбирається з нижньої частини ємності, де знаходиться джерело нагріву 4, та подається у верхню частину її по теплоізольованій трубі 5, чим створюється кругооберт рідини (фіг. ). В таких умовах з об'єкту, що обігрівається, наприклад, прес-форми з пінополістиролом,...
Спосіб виготовлення моделей із пінополістиролу
Номер патенту: 244
Опубліковано: 30.04.1993
Автори: Шинський Олег Йосипович, Вишнякова Людмила Петрівна, Князєв Єгор Федорович, Плотнікова Валентина Нікіфоровна
Мітки: виготовлення, моделей, спосіб, пінополістиролу
Формула / Реферат:
(57) Способ изготовления моделей из пенополистирола, включающий подачу в пресс-форму поцвспененных гранул полистирола, легирующих или модифицирующих добавок и окончательное вспенивание гранул полистирола вместе с легирующими или модифицирующими добавками, отличающийся тем, что, с целью получения равномерного легированного или моцифицированного поверхностного слоя модели, одновременно с подачей упомянутых добавок в пресс-форму подают пар.
Спосіб виготовлення пуансонів прес-форм для виробництва взуття
Номер патенту: 39008
Опубліковано: 15.05.2001
Автори: Тітовський Ігор Миколайович, Передрій Павло Павлович, Тарасюк Павло Юхимович, Гайдук Валентин Миколайович
МПК: A43D 1/00
Мітки: прес-форм, виробництва, виготовлення, спосіб, пуансонів, взуття
Формула / Реферат:
Спосіб виготовлення пуансонів прес-форм для виробництва взуття, який передбачає розміщення і закріплення у прес-формі базового пуансона, введення до порожнини прес-форми заповнювача з його наступним ущільнюванням і технологічну витримку, який відрізняється тим, що виготовлення пуансона здійснюють у дві стадії, на одній з яких попередньо у прес-формі по базовому пуансону з алюмінію відливають заготівку з позитивною конфігурацією сліду взуття з...
Камера для виготовлення воскових пластин, які використовуються при створенні реконструкційних моделей
Номер патенту: 35527
Опубліковано: 15.03.2001
Автори: Магаляс Віктор Миколайович, Олійник Ігор Юрійович
МПК: B29K 91/00, B29C 39/02
Мітки: створенні, використовуються, реконструкційних, виготовлення, камера, моделей, пластин, воскових
Формула / Реферат:
Камера для виготовлення воскових пластин, які використовуються для створення реконструкційних моделей, яка відрізняється тим, що вона виготовлена у вигляді куба, верхня стійка якого відкрита, а бокові стінки мають направляючі для розміщення перегородок, які розділяють камеру на окремі секції.
Спосіб визначення концентрації нафтопродуктів в потоці води
Номер патенту: 1924
Опубліковано: 20.12.1994
Автор: Цибизов Володимир Миколайович
МПК: G01N 27/02
Мітки: визначення, потоці, концентрації, спосіб, нафтопродуктів, води
Формула / Реферат:
Способ определения концентрации нефтепродуктов в потоке воды, заключающийся в том, что в исследуемую среду помещают сорбент и измеряют сопротивление между электродом, помещенным в поток до сорбента, и электродом, размещенным в потоке воды после сорбента, и по изменению сопротивления с учетом объема прошедшей через сорбент среды определяют содержание в ней нефтепродуктов, отличающийся тем, что, с целью повышения точности измерения и...
Попередній патент: Розкидач – завантажник сипких матеріалів
Наступний патент: Спосіб лікування хворих на правець
Випадковий патент: Спосіб виплавки сталі в мартенівській печі