Спосіб виготовлення разових моделей
Номер патенту: 68186
Опубліковано: 15.07.2004
Автори: Притуляк Анатолій Самуїлович, Яковишин Олег Анатолійович, Вишнякова Людмила Петрівна, Шинський Олег Йосипович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Шульга Василь Тимофійович, Тарасевич Микола Іванович

Формула / Реферат
1. Спосіб виготовлення разових моделей, який полягає в послідовному заповненні порожнини пористої прес-форми спочатку легуючими або модифікуючими домішками, а потім гранулами полімеру, що спінюється, який відрізняється тим, що домішки утримуються на внутрішніх поверхнях стінок пористої прес-форми силою вакууму, створеного в герметичному контейнері, в якому розміщують прес-форму.
2. Спосіб за п.1, який відрізняється тим, що пористість частин кожної стінки прес-форми регулюється залежно від необхідного розподілення домішок по поверхні моделі.
Текст
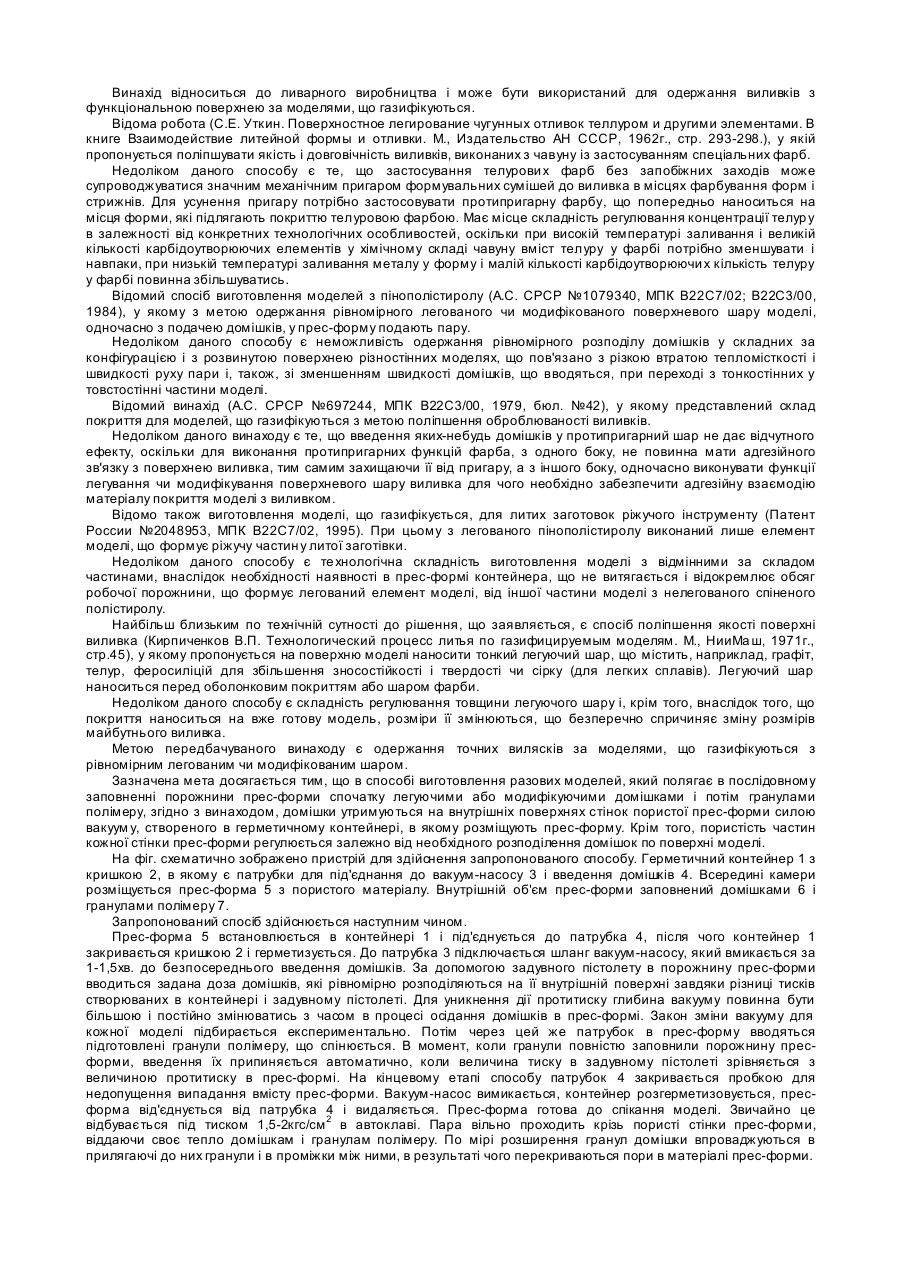
Винахід відноситься до ливарного виробництва і може бути використаний для одержання виливків з функціональною поверхнею за моделями, що газифікуються. Відома робота (С.Е. Уткин. Поверхностное легирование чугунных отливок теллуром и другими элементами. В книге Взаимодействие литейной формы и отливки. М., Издательство АН СССР, 1962г., стр. 293-298.), у якій пропонується поліпшувати якість і довговічність виливків, виконаних з чавуну із застосуванням спеціальних фарб. Недоліком даного способу є те, що застосування телурови х фарб без запобіжних заходів може супроводжуватися значним механічним пригаром формувальних сумішей до виливка в місцях фарбування форм і стрижнів. Для усунення пригару потрібно застосовувати протипригарну фарбу, що попередньо наноситься на місця форми, які підлягають покриттю телуровою фарбою. Має місце складність регулювання концентрації телур у в залежності від конкретних технологічних особливостей, оскільки при високій температурі заливання і великій кількості карбідоутворюючих елементів у хімічному складі чавуну вміст телуру у фарбі потрібно зменшувати і навпаки, при низькій температурі заливання металу у форму і малій кількості карбідоутворюючи х кількість телуру у фарбі повинна збільшуватись. Відомий спосіб виготовлення моделей з пінополістиролу (А.С. СРСР №1079340, МПК В22С7/02; В22С3/00, 1984), у якому з метою одержання рівномірного легованого чи модифікованого поверхневого шару моделі, одночасно з подачею домішків, у прес-форму подають пару. Недоліком даного способу є неможливість одержання рівномірного розподілу домішків у складних за конфігурацією і з розвинутою поверхнею різностінних моделях, що пов'язано з різкою втратою тепломісткості і швидкості руху пари і, також, зі зменшенням швидкості домішків, що вводяться, при переході з тонкостінних у товстостінні частини моделі. Відомий винахід (А.С. СРСР №697244, МПК В22С3/00, 1979, бюл. №42), у якому представлений склад покриття для моделей, що газифікуються з метою поліпшення оброблюваності виливків. Недоліком даного винаходу є те, що введення яких-небудь домішків у протипригарний шар не дає відчутного ефекту, оскільки для виконання протипригарних функцій фарба, з одного боку, не повинна мати адгезійного зв'язку з поверхнею виливка, тим самим захищаючи її від пригару, а з іншого боку, одночасно виконувати функції легування чи модифікування поверхневого шару виливка для чого необхідно забезпечити адгезійну взаємодію матеріалу покриття моделі з виливком. Відомо також виготовлення моделі, що газифікується, для литих заготовок ріжучого інструменту (Патент России №2048953, МПК В22С7/02, 1995). При цьому з легованого пінополістиролу виконаний лише елемент моделі, що формує ріжучу частин у литої заготівки. Недоліком даного способу є те хнологічна складність виготовлення моделі з відмінними за складом частинами, внаслідок необхідності наявності в прес-формі контейнера, що не витягається і відокремлює обсяг робочої порожнини, що формує легований елемент моделі, від іншої частини моделі з нелегованого спіненого полістиролу. Найбільш близьким по технічній сутності до рішення, що заявляється, є спосіб поліпшення якості поверхні виливка (Кирпиченков В.П. Технологический процесс литья по газифицируемым моделям. М., НииМа ш, 1971г., стр.45), у якому пропонується на поверхню моделі наносити тонкий легуючий шар, що містить, наприклад, графіт, телур, феросиліцій для збільшення зносостійкості і твердості чи сірку (для легких сплавів). Легуючий шар наноситься перед оболонковим покриттям або шаром фарби. Недоліком даного способу є складність регулювання товщини легуючого шару і, крім того, внаслідок того, що покриття наноситься на вже готову модель, розміри її змінюються, що безперечно спричиняє зміну розмірів майбутнього виливка. Метою передбачуваного винаходу є одержання точних вилясків за моделями, що газифікуються з рівномірним легованим чи модифікованим шаром. Зазначена мета досягається тим, що в способі виготовлення разових моделей, який полягає в послідовному заповненні порожнини прес-форми спочатку легуючими або модифікуючими домішками і потім гранулами полімеру, згідно з винаходом, домішки утримуються на внутрішніх поверхнях стінок пористої прес-форми силою вакуум у, створеного в герметичному контейнері, в якому розміщують прес-форму. Крім того, пористість частин кожної стінки прес-форми регулюється залежно від необхідного розподілення домішок по поверхні моделі. На фіг. схематично зображено пристрій для здійснення запропонованого способу. Герметичний контейнер 1 з кришкою 2, в якому є патрубки для під'єднання до вакуум-насосу 3 і введення домішків 4. Всередині камери розміщується прес-форма 5 з пористого матеріалу. Внутрішній об'єм прес-форми заповнений домішками 6 і гранулами полімеру 7. Запропонований спосіб здійснюється наступним чином. Прес-форма 5 встановлюється в контейнері 1 і під'єднується до патрубка 4, після чого контейнер 1 закривається кришкою 2 і герметизується. До патрубка 3 підключається шланг вакуум-насосу, який вмикається за 1-1,5хв. до безпосереднього введення домішків. За допомогою задувного пістолету в порожнину прес-форми вводиться задана доза домішків, які рівномірно розподіляються на її внутрішній поверхні завдяки різниці тисків створюваних в контейнері і задувному пістолеті. Для уникнення дії протитиску глибина вакууму повинна бути більшою і постійно змінюватись з часом в процесі осідання домішків в прес-формі. Закон зміни вакууму для кожної моделі підбирається експериментально. Потім через цей же патрубок в прес-форму вводяться підготовлені гранули полімеру, що спінюється. В момент, коли гранули повністю заповнили порожнину пресформи, введення їх припиняється автоматично, коли величина тиску в задувному пістолеті зрівняється з величиною протитиску в прес-формі. На кінцевому етапі способу патрубок 4 закривається пробкою для недопущення випадання вмісту прес-форми. Вакуум-насос вимикається, контейнер розгерметизовується, пресформа від'єднується від патрубка 4 і видаляється. Прес-форма готова до спікання моделі. Звичайно це відбувається під тиском 1,5-2кгс/см 2 в автоклаві. Пара вільно проходить крізь пористі стінки прес-форми, віддаючи своє тепло домішкам і гранулам полімеру. По мірі розширення гранул домішки впроваджуються в прилягаючі до них гранули і в проміжки між ними, в результаті чого перекриваються пори в матеріалі прес-форми. Для виготовлення використовують полімери фракції 0,5-1,6мм, а в якості домішків порошок різних легуючих чи моди4пкуючих домішків фракції 0,05-0,1мм. В умовах дослідного виробництва Фізико-технологічного інституту металів та сплавів НАН України були отримані моделі вагою 43г з глибиною проникнення домі шків 1-3мм, в залежності від їх насипної маси для кожного експерименту. Регулюючи пористість окремих частин стінок пресформи від 0 до 50%, отримували на одній моделі поверхні з різним вмістом легуючих або модифікуючих домішків. Використання способу дозволяє отримати точні моделі з функціональним покриттям внаслідок об'єднання операцій спікання моделі і нанесення функціонального покриття.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of single patterns
Автори англійськоюShynskyi Oleh Yosypovych, Yakovyshyn Oleh Anatoliiovych, Vyshniakova Liudmyla Petrivna, Shulha Vasyl Tymofiiovych, Tarasevych Mykola Ivanovych, Shynskyi Ihor Olehovych
Назва патенту російськоюСпособ изготовления разовых моделей
Автори російськоюШинский Олег Иосифович, Яковишин Олег Анатольевич, Вишнякова Людмила Петровна, Шульга Василий Тимофеевич, Тарасевич Николай Иванович, Шинский Игорь Олегович
МПК / Мітки
МПК: B22C 9/04
Мітки: виготовлення, моделей, разових, спосіб
Код посилання
<a href="https://ua.patents.su/2-68186-sposib-vigotovlennya-razovikh-modelejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення разових моделей</a>
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води
Номер патенту: 36387
Опубліковано: 16.04.2001
Автори: Тупчиєнко Віталій Іванович, Козоброд Дмитро Борисович, Мандрік Євген Андрійович
МПК: B29C 67/20
Мітки: моделей, води, виготовлення, спосіб, киплячої, пінополістиролу, потоці
Текст:
...яка його щільно закриває, та подвійними стінками (теплоізоляція). У ящик наливають воду і нагрівають до кипіння. Нагріта вода (технологічне середовище) за допомогою пристрою 3 відбирається з нижньої частини ємності, де знаходиться джерело нагріву 4, та подається у верхню частину її по теплоізольованій трубі 5, чим створюється кругооберт рідини (фіг. ). В таких умовах з об'єкту, що обігрівається, наприклад, прес-форми з пінополістиролом,...
Спосіб виготовлення ливарних моделей з пінополістиролу
Номер патенту: 63153
Опубліковано: 15.01.2004
Автори: Харченко Валентин Дмитрович, Мандрік Євген Андрійович, Яковлев Олексій Володимирович
МПК: B22C 1/00
Мітки: ливарних, виготовлення, пінополістиролу, моделей, спосіб
Формула / Реферат:
Спосіб виготовлення моделей з пінополістиролу, який включає попереднє нагрівання прес-форм у потоці киплячої води, при якому прес-форми наповняють гранулами передспіненого пінополістиролу і занурюють у киплячу воду, що знаходиться у cтані кругообертання, який відрізняється тим, що до складу суміші (гранул пінополістиролу) додають тирсу пилоподібної фракції у співвідношенні компонентів (об'ємн. ч.): спінений полістирол «робочої»...
Спосіб виготовлення моделей, що газифікуються
Номер патенту: 65857
Опубліковано: 15.04.2004
Автори: Шинський Олег Йосипович, Яковишин Олег Анатолійович, Шульга Василь Тимофійович, ШИНСЬКИЙ ІГОР ОЛЕГОВИЧ, Чичкань Іван Петрович, Семашко Олександр Вікторович
МПК: B22C 9/04
Мітки: спосіб, моделей, газифікуються, виготовлення
Формула / Реферат:
Спосіб виготовлення моделей, що газифікуються, полягає в виготовленні їх з полімерних матеріалів, який відрізняється тим, що поверхню моделі обклеюють полімерною пористою плівкою.
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води з попереднім нагріванням прес-форми
Номер патенту: 47046
Опубліковано: 17.06.2002
Автори: Голубицький Юрій Юрійович, Тупчиєнко Віталій Іванович, Козоброд Дмитро Борисович, Мандрік Євген Андрійович
МПК: B29C 67/20
Мітки: нагріванням, попереднім, води, потоці, пінополістиролу, моделей, киплячої, спосіб, прес-форми, виготовлення
Формула / Реферат:
Спосіб виготовлення моделей з пінополістиролу у потоці киплячої води з попереднім нагріванням прес-форми, при якому використовують прес-форми, наповнені гранулами передспіненого пенополістиролу, які занурюють у киплячу воду, яка знаходиться у стані кругообігу, який відрізняється тим, що прес-форму з гранулами пінополістиролу попередньо нагрівають до температури 75-80 °С, наприклад у середовищі водяної пари над киплячою водою, у якій потім...
Камера для виготовлення воскових пластин, які використовуються при створенні реконструкційних моделей
Номер патенту: 35527
Опубліковано: 15.03.2001
Автори: Олійник Ігор Юрійович, Магаляс Віктор Миколайович
МПК: B29C 39/02, B29K 91/00
Мітки: створенні, виготовлення, використовуються, камера, воскових, моделей, реконструкційних, пластин
Формула / Реферат:
Камера для виготовлення воскових пластин, які використовуються для створення реконструкційних моделей, яка відрізняється тим, що вона виготовлена у вигляді куба, верхня стійка якого відкрита, а бокові стінки мають направляючі для розміщення перегородок, які розділяють камеру на окремі секції.