Спосіб розливу сталі зверху
Номер патенту: 6861
Опубліковано: 31.03.1995
Автори: Димченко Євген Миколайович, Голубєв Алєксандр Алєксандровіч, Оробцев Юрій Вікторович, Голіков Сєргєй Кузьміч, Авер'янов Олексій Венедиктович, Ємченко Юрій Борисович, Єрмоленко Ганна Володимирівна, Літвінов Леонід Федорович
Формула / Реферат
Способ разливки стали сверху, преимущественно в изложницы с теплоизоляционными плитами, включающий нанесение на торцевую поверхность теплоизоляционных плит сгораемого красящего вещества, заливку стали в изложницы и последующую ее доливку, отличающийся тем, что доливку прекращают или уменьшают ее интенсивность на время горения красящего вещества, а продолжительность горения регулируют количеством сгораемого красящего вещества, нанесенного на торцевую и боковую поверхность теплоизоляционных плит.
Текст
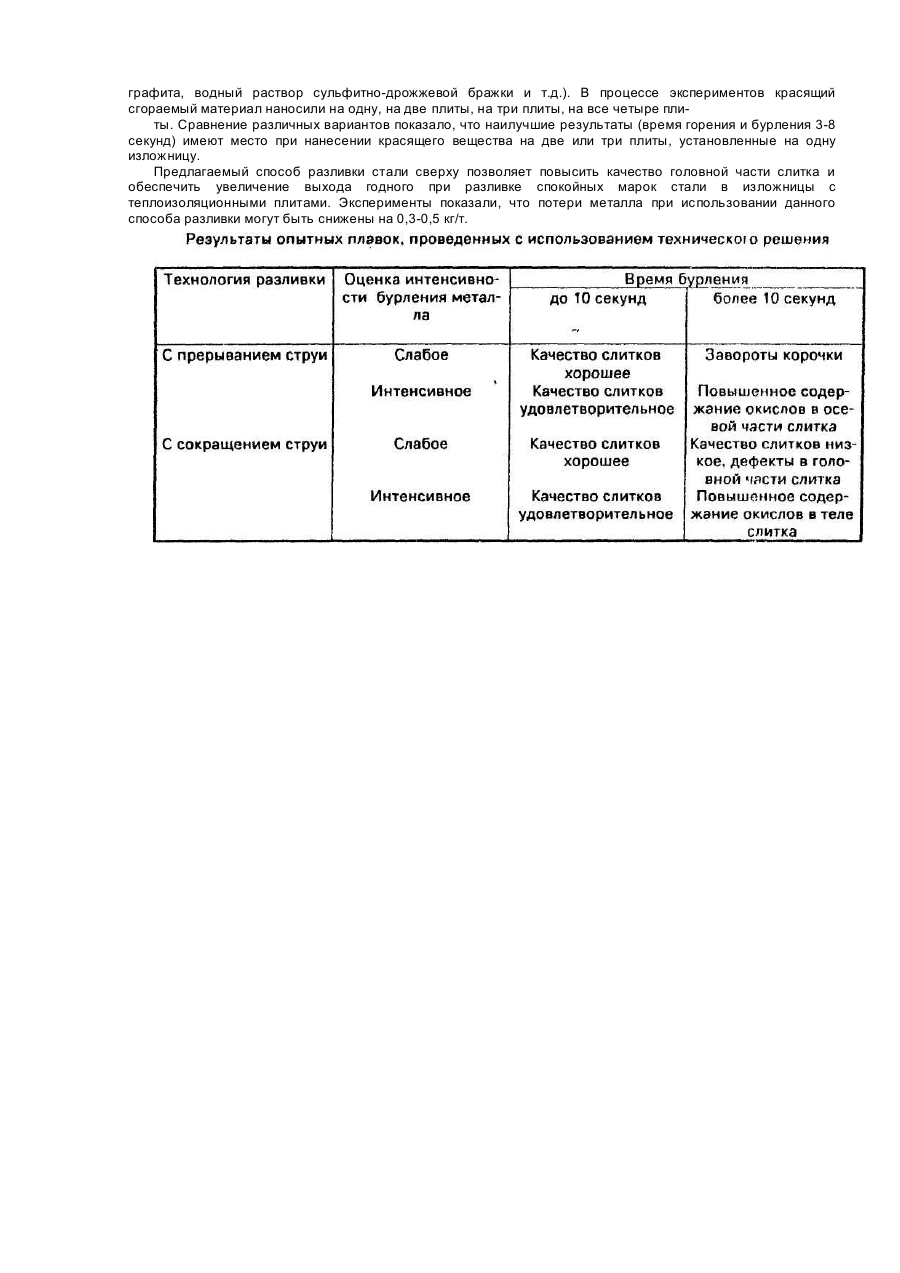
Изобретение относится к черной металлургии, в частности, к разливке стали в изложницы с использованием теплоизоляционных плит. Известен способ скоростной разливки стали сверху, преимущественно в изложницы с теплоизоляционными плитами и клиньями, включающий заливку с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от нижнего торца, перерыв и последующую доливку (1). Прерывание струи на 20-30 секунд, показанное в примере выполнения способа, повышает продолжительность наполнения изложницы и как следствие этого снижается производительность разливки. Кроме того, за время прерывания струи зарастает канал сталеразливочного стакана, что ухудшает условия работы шиберного затвора и усложняет процесс разливки, а также сказывается на качество боковой поверхности слитка вследствие веерообразования в струе расплава. Известен также способ скоростной разливки стали сверху, преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня составляющего 5-20% высоты теплоизоляционных плит от нижнего торца и последующую доливку в два приема, причем первый из них осуществляют с интенсивностью 5-10 кг/с в течение 4-8 секунд, а затем до окончания наполнения изложницы с интенсивностью 50-70 кг/с. Недостатком данного способа является сложность контроля за уровнем металла в изложнице. При двухрядной установке изложниц на разливочной тележке уровень металла в изложницах. Недостатком данного способа является сложность контроля за уровнем металла в наложнице. При двухрядной установке изложниц на разливочной тележке уровень металла в изложницах, расположенных во втором ряду, невозможно контролировать с разливочной площадки. Это влечет за собой увеличение количества всплывающих теплоизоляционных плит и как следствие этого ухудшается качество слитков и снижается выход годного металла. Наиболее близким по технической сущности и достигаемому результату к заявляемому способу является способ скоростной разливки стали (Заключающий нанесение на торцевую поверхность теплоизоляционных плит сгораемого красящего вещества, заливку стали в изложницы и последующую ее доливку, выбранный в качестве прототипа. В известном способе скоростной разливки стали возгорание красящего материала вызывает бурление расплава, интенсивность которого зависит от количества красящего материала, нанесенного на торцевую поверхность теплоизоляционных плит и скорости разливки стали. Недостатком известного способа является отсутствие связи между длительностью и интенсивностью бурления и режимом разливки, что не позволяет управлять процессом разливки стали. По известному способу додивка стали во время интенсивного бурления расплава, вызванного горением красящего материала, способствует поражению тела слитка дефектами, что в целом снижает его качество и уменьшает выход годного. В основу изобретения поставлена задача усовершенствования способа скоростной разливки стали (3), в котором продолжительность горения красящего вещества регулируют его количеством, нанесенным на торцевую и боковую поверхность теплоизоляционных плит, а доливку стали прекращают или уменьшают ее интенсивность на время горения красящего вещества. Техническим результатом заявляемого изобретения является возможность контроля за уровнем металла в изложнице, а именно: прекращение доливки стали или уменьшение ее интенсивности осуществляют на определенное (оптимальное) время -на время горения красящего вещества. Этим обеспечивается рациональный режим заполнения изложницы и улучшается качество головной части слитка. В процессе разливки в момент подхода жидкой стали в изложнице к нижнему торцу теплоизоляционных плит красящее вещество, нанесенное на торцевую и боковую поверхность теплоизоляционных плит, возгорается. В этот момент прекращают доливку (или уменьшают ее интенсивность) на время горения красящего вещества, а затем продолжают заливку в нормальном режиме. Оптимальная длительность прекращения доливки (или уменьшения ее интенсивности) обеспечивается за счет контроля за длительностью горения красящего вещества, количество которого подбирают соответствующим образом. Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники и смежных областях не позволило выявить в них признаки, отличающие заявляемое техническое решение от прототипа. Предлагаемое техническое решение явным образом не следует для специалиста из уровня техники. Это позволяет сделать вывод о соответствии изобретения критерию "изобретательский уровень". Данное техническое решение легко осуществимо и соответствует критерию "промышленная применимость", что подтверждается результатами опытных плавок (табл.) и прилагаемым примером. Анализ результатов опытных плавок показал, что высокое качество головной части слитка обеспечивается в случае, если доливка стали прекращается на время интенсивного бурления металла, вызванного возгоранием красящего вещества. При слабом бурлении металла струя не прерывается, уменьшается интенсивность доливки металла. Экспериментально установлено, что время бурления не должно превышать 10 секунд. При интенсивном бурлении и перерыве струи на время больше 10 секунд начинает формироваться корочка, которая в последующем может служить источником ряда серьезных дефектов в частности повышенным содержанием окислов в теле слитка. Предлагаемый способ разливки стали сверху реализуют следующим образом. Пример. Спокойную сталь марки СтЗсп выплавляли в 160-тонном конвертере и разливали в 8-тонные сквозные; уширенные книзу изложницы. В головной части изложниц крепи-ли с помощью огнеупорных клиньев теплоизоляционные плиты длиной 490 мм. Перед установкой на нижнюю торцевую поверхность теплоизоляционных плит наносили слой красящего сгораемого материала (например, водный раствор графита, водный раствор сульфитно-дрожжевой бражки и т.д.). В процессе экспериментов красящий сгораемый материал наносили на одну, на две плиты, на три плиты, на все четыре плиты. Сравнение различных вариантов показало, что наилучшие результаты (время горения и бурления 3-8 секунд) имеют место при нанесении красящего вещества на две или три плиты, установленные на одну изложницу. Предлагаемый способ разливки стали сверху позволяет повысить качество головной части слитка и обеспечить увеличение выхода годного при разливке спокойных марок стали в изложницы с теплоизоляционными плитами. Эксперименты показали, что потери металла при использовании данного способа разливки могут быть снижены на 0,3-0,5 кг/т.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for top casting of steel
Автори англійськоюYemchenko Yurii Borysovych, Lytvynov Leonid Fedorovych, Orobtsev Yurii Viktorovych, Dymchenko Yevhen Mykolaiovych, Holubev Oleksandr Oleksandrovych, Yermolenko Hanna Volodymyrivna, Averianov Oleksii Venedyktovych, Holikov Sierhiei Kuzmich
Назва патенту російськоюСпособ разливки стали сверху
Автори російськоюЕмченко Юрий Борисович, Литвинов Леонид Федорович, Оробцев Юрий Викторович, Димченко Евгений Николаевич, Голубев Александр Александрович, Ермоленко Анна Владимировна, Аверъянов Алексей Венедиктович, Голиков Сергей Кузьмич
МПК / Мітки
МПК: B22D 7/00
Мітки: зверху, розливу, сталі, спосіб
Код посилання
<a href="https://ua.patents.su/2-6861-sposib-rozlivu-stali-zverkhu.html" target="_blank" rel="follow" title="База патентів України">Спосіб розливу сталі зверху</a>
Спосіб швидкісної розливки сталі
Номер патенту: 1385
Опубліковано: 25.03.1994
Автори: Димченко Євген Миколайович, Борисов Юрій Миколайович, Авер'янов Олексій Венедиктович, Батов Ігорь Вячеславовіч, Голубєв Алєксандр Александровіч, Арцев Юрій Дмитрович, Літвінов Леонід Федорович, Оробцєв Юрій Вікторович, Усік Володимир Пилипович, Голіков Сєргєй Кузьміч, Клєпіков Сєргєй Анатольєвіч, Єрмоленко Ганна Володимирівна
МПК: B22D 7/00
Мітки: швидкісної, спосіб, сталі, розливки
Формула / Реферат:
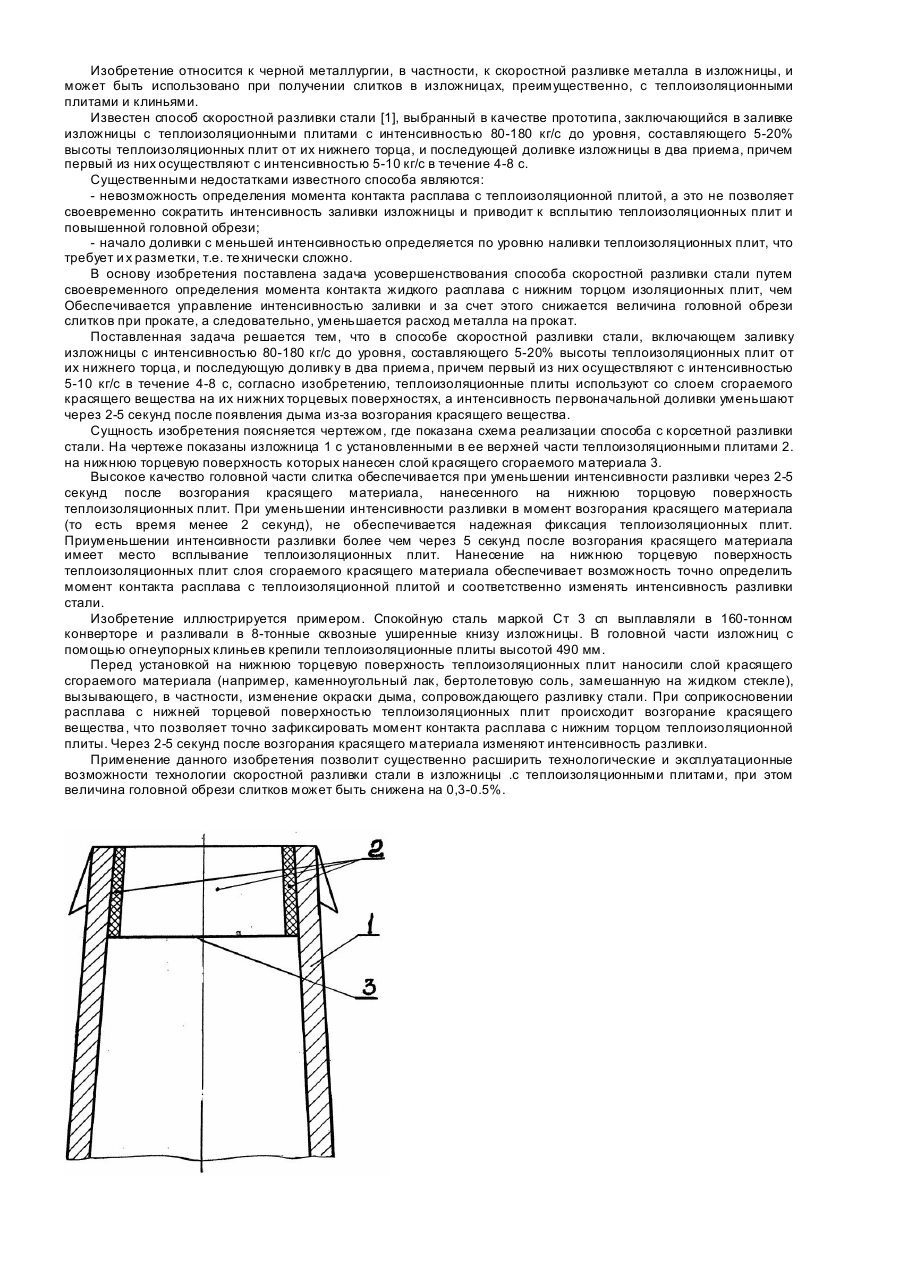
Способ скоростной разливки стали сверху. преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, а последующую доливку в два приема, причем, первый из них осуществляют с интенсивностью 5-10 кг/с в течение 4-8 с, отличающийся тем, что теплоизоляционные плиты используют со слоем сгораемого красящего...
Спосіб розливу зливків киплячоі сталі і пристрій для його здійснення
Номер патенту: 5056
Опубліковано: 28.12.1994
Автор: Коржавін Андрій Сидорович
МПК: B22D 7/00
Мітки: киплячоі, сталі, зливків, пристрій, розливу, здійснення, спосіб
Формула / Реферат:
1. Способ разливки слитков кипящей стали, включающий заливку металла в изложницу сверху, обдувку его кислородом и последующую кристаллизацию, отличающийся тем, что, с целью уменьшения химической неоднородности слитков из кипящей малоокисленной стали и увеличения выхода годного, кислород подают на стенки изложницы со стороны ее верхнего торца. 2. Устройство для разливки слитков кипящей стали, содержащее разливочный ковш изложницы,...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Ігнатьєв Вадим Петрович, Грєбєнюков Анатолій Васильович, Трілевська Людмила Микитівна, Фролов Володимир Миколайович, Явойський Володимир Іванович, Сарамутін Валерій Іванович, Воронов Юрій Федосович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Спосіб швидкісної розливки сталі

Номер патенту: 1053
Опубліковано: 30.12.1993
Автори: Усік Володимир Пилипович, Оробцєв Юрій Вікторович, Єрмоленко Ганна Володимирівна, Борисов Юрій Миколайович, Голіков Сергій Кузьмич, Літвінов Леонід Федорович, Голубєв Олександр Олександрович, Димченко Євген Миколайович, Дагаєв Михайло Григорович, Клепіков Сергій Анатолійович
МПК: B22D 7/00
Мітки: сталі, спосіб, швидкісної, розливки
Формула / Реферат:
Способ скоростной разливки стали сверху преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, и последующую доливку, отличающийся тем, что, с целью ускорения наполнения изложницы и уменьшения зарастания отверстия сталеразливочного стакана, доливку проводят в два приема, причем первый из них...
Пристрій для сифонного розливу сталі

Номер патенту: 1463
Опубліковано: 25.07.1994
Автори: Борисов Юрій Миколайович, Арцев Юрій Дмитрович, Димченко Євген Миколайович, Дудін Віктор Іванович, Оробцєв Юрій Вікторович, Єрмоленко Ганна Володимирівна, Авер'янов Олексій Венедиктович
МПК: B22D 7/12
Мітки: сифонного, розливу, сталі, пристрій
Формула / Реферат:
1. Устройство для сифонной разливки стали, содержащее изложницу, поддон с размещенной в нем сифонной проводкой, в каналах которой выполнены два выходных заливочных отверстия, равно отстоящие от продольной оси изложницы, отличающееся тем, что оно снабжено скобой из металлической трубки, внутренний диаметр, толщина стенки и радиус изгиба которой соответственно равны 0,15-0,25; 0,03-0,06 и 3,0-5,0 диаметра выходного заливочного отверстия, при...
Попередній патент: Пристрій для голкотерапії
Наступний патент: Статор електричної машини
Випадковий патент: Пристрій для охолодження та навантажування чушок