Спосіб швидкісної розливки сталі
Номер патенту: 1385
Опубліковано: 25.03.1994
Автори: Єрмоленко Ганна Володимирівна, Клєпіков Сєргєй Анатольєвіч, Голіков Сєргєй Кузьміч, Літвінов Леонід Федорович, Димченко Євген Миколайович, Борисов Юрій Миколайович, Батов Ігорь Вячеславовіч, Авер'янов Олексій Венедиктович, Арцев Юрій Дмитрович, Оробцєв Юрій Вікторович, Голубєв Алєксандр Александровіч, Усік Володимир Пилипович
Завантажити PDF файл.
Формула / Реферат
Способ скоростной разливки стали сверху. преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, а последующую доливку в два приема, причем, первый из них осуществляют с интенсивностью 5-10 кг/с в течение 4-8 с, отличающийся тем, что теплоизоляционные плиты используют со слоем сгораемого красящего вещества на их нижних торцевых поверхностях, а интенсивность первоначальной доливки уменьшают через 2...5 с после появления дыма из-за возгорания красящего вещества.
Текст
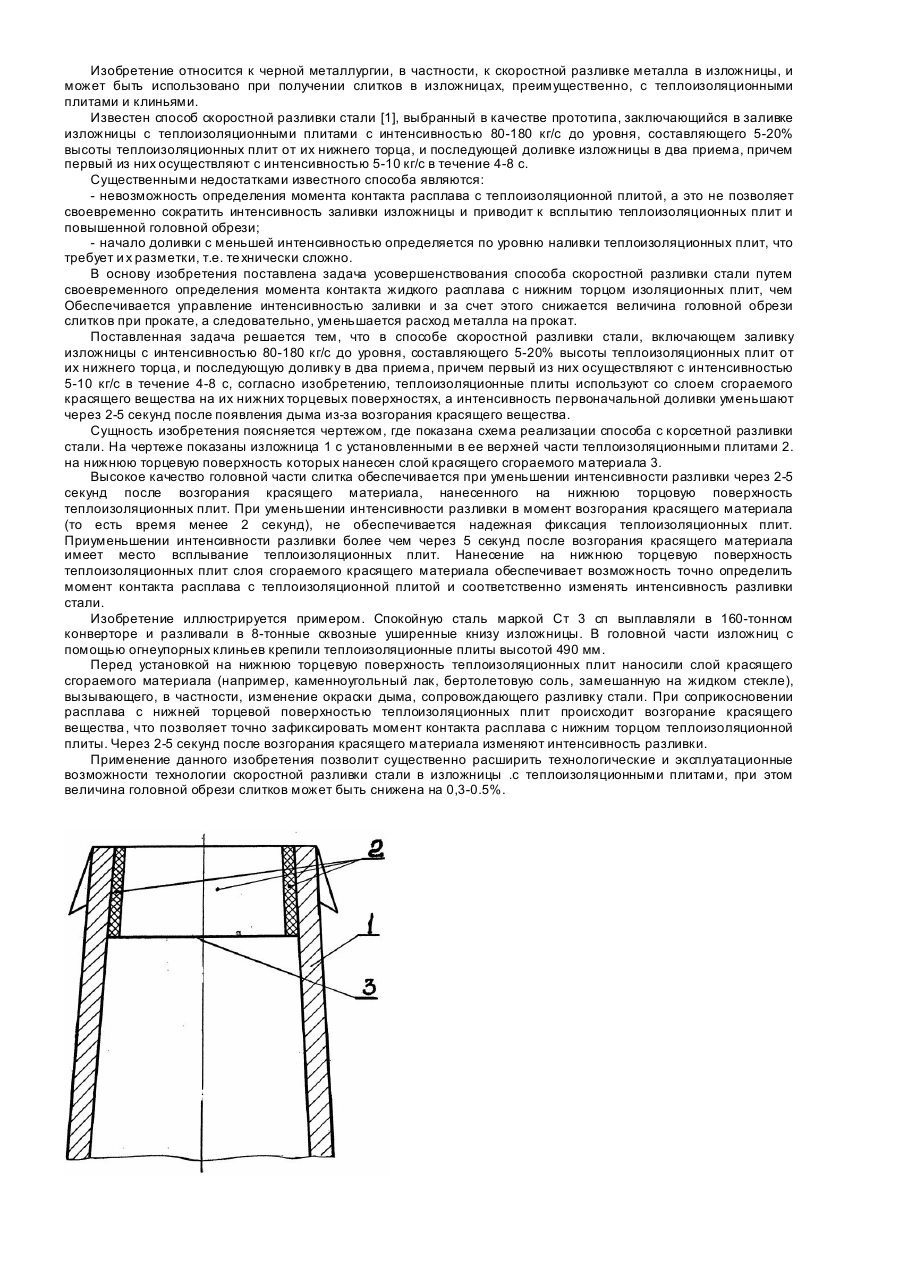
Изобретение относится к черной металлургии, в частности, к скоростной разливке металла в изложницы, и может быть использовано при получении слитков в изложницах, преимущественно, с теплоизоляционными плитами и клиньями. Известен способ скоростной разливки стали [1], выбранный в качестве прототипа, заключающийся в заливке изложницы с теплоизоляционными плитами с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, и последующей доливке изложницы в два приема, причем первый из них осуществляют с интенсивностью 5-10 кг/с в течение 4-8 с. Существенными недостатками известного способа являются: - невозможность определения момента контакта расплава с теплоизоляционной плитой, а это не позволяет своевременно сократить интенсивность заливки изложницы и приводит к всплытию теплоизоляционных плит и повышенной головной обрези; - начало доливки с меньшей интенсивностью определяется по уровню наливки теплоизоляционных плит, что требует и х разметки, т.е. те хнически сложно. В основу изобретения поставлена задача усовершенствования способа скоростной разливки стали путем своевременного определения момента контакта жидкого расплава с нижним торцом изоляционных плит, чем Обеспечивается управление интенсивностью заливки и за счет этого снижается величина головной обрези слитков при прокате, а следовательно, уменьшается расход металла на прокат. Поставленная задача решается тем, что в способе скоростной разливки стали, включающем заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, и последующую доливку в два приема, причем первый из них осуществляют с интенсивностью 5-10 кг/с в течение 4-8 с, согласно изобретению, теплоизоляционные плиты используют со слоем сгораемого красящего вещества на их нижних торцевых поверхностях, а интенсивность первоначальной доливки уменьшают через 2-5 секунд после появления дыма из-за возгорания красящего вещества. Сущность изобретения поясняется чертежом, где показана схема реализации способа с корсетной разливки стали. На чертеже показаны изложница 1 с установленными в ее верхней части теплоизоляционными плитами 2. на нижнюю торцевую поверхность которых нанесен слой красящего сгораемого материала 3. Высокое качество головной части слитка обеспечивается при уменьшении интенсивности разливки через 2-5 секунд после возгорания красящего материала, нанесенного на нижнюю торцовую поверхность теплоизоляционных плит. При уменьшении интенсивности разливки в момент возгорания красящего материала (то есть время менее 2 секунд), не обеспечивается надежная фиксация теплоизоляционных плит. Приуменьшении интенсивности разливки более чем через 5 секунд после возгорания красящего материала имеет место всплывание теплоизоляционных плит. Нанесение на нижнюю торцевую поверхность теплоизоляционных плит слоя сгораемого красящего материала обеспечивает возможность точно определить момент контакта расплава с теплоизоляционной плитой и соответственно изменять интенсивность разливки стали. Изобретение иллюстрируется примером. Спокойную сталь маркой Ст 3 сп выплавляли в 160-тонном конверторе и разливали в 8-тонные сквозные уширенные книзу изложницы. В головной части изложниц с помощью огнеупорных клиньев крепили теплоизоляционные плиты высотой 490 мм. Перед установкой на нижнюю торцевую поверхность теплоизоляционных плит наносили слой красящего сгораемого материала (например, каменноугольный лак, бертолетовую соль, замешанную на жидком стекле), вызывающего, в частности, изменение окраски дыма, сопровождающего разливку стали. При соприкосновении расплава с нижней торцевой поверхностью теплоизоляционных плит происходит возгорание красящего вещества , что позволяет точно зафиксировать момент контакта расплава с нижним торцом теплоизоляционной плиты. Через 2-5 секунд после возгорания красящего материала изменяют интенсивность разливки. Применение данного изобретения позволит существенно расширить технологические и эксплуатационные возможности технологии скоростной разливки стали в изложницы .с теплоизоляционными плитами, при этом величина головной обрези слитков может быть снижена на 0,3-0.5%.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of accelerated teeming of steel
Автори англійськоюBorysov Yurii Mykolaiovych, Holubiev Alieksandr Aleksandrovich, Kliepikov Sierhiei Anatolievich, Orobtsiev Yurii Viktorovych, Dymchenko Yevhen Mykolaiovych, Lytvynov Leonid Fedorovych, Artsev Yurii Dmytrovych, Holikov Sierhiei Kuzmich, Batov Ihor Viacheslavovich, Usik Volodymyr Pylypovych, Yermolenko Hanna Volodymyrivna, Averianov Oleksii Venedyktovych
Назва патенту російськоюСпособ ускоренной разливки стали
Автори російськоюБорисов Юрий Николаевич, Голубев Александр Александрович, Клепиков Сергей Анатольевич, Оробцев Юрий Викторович, Димченко Евгений Николаевич, Литвинов Леонид Федорович, Арцев Юрий Дмитриевич, Голиков Сергей Кузьмич, Батов Игорь Вячеславович, Усик Владимир Филиппович, Ермоленко Анна Владимировна, Аверъянов Алексей Венедиктович
МПК / Мітки
МПК: B22D 7/00
Мітки: швидкісної, розливки, сталі, спосіб
Код посилання
<a href="https://ua.patents.su/1-1385-sposib-shvidkisno-rozlivki-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб швидкісної розливки сталі</a>
Спосіб швидкісної розливки сталі

Номер патенту: 1053
Опубліковано: 30.12.1993
Автори: Борисов Юрій Миколайович, Дагаєв Михайло Григорович, Клепіков Сергій Анатолійович, Усік Володимир Пилипович, Голубєв Олександр Олександрович, Літвінов Леонід Федорович, Оробцєв Юрій Вікторович, Димченко Євген Миколайович, Єрмоленко Ганна Володимирівна, Голіков Сергій Кузьмич
МПК: B22D 7/00
Мітки: швидкісної, розливки, спосіб, сталі
Формула / Реферат:
Способ скоростной разливки стали сверху преимущественно в изложницы с теплоизоляционными плитами, включающий заливку изложницы с интенсивностью 80-180 кг/с до уровня, составляющего 5-20% высоты теплоизоляционных плит от их нижнего торца, и последующую доливку, отличающийся тем, что, с целью ускорения наполнения изложницы и уменьшения зарастания отверстия сталеразливочного стакана, доливку проводят в два приема, причем первый из них...
Спосіб безперервної розливки сталі
Номер патенту: 1440
Опубліковано: 25.03.1994
Автор: Дюдкін Дмитро Олександрович
МПК: B22D 11/00
Мітки: безперервної, розливки, сталі, спосіб
Формула / Реферат:
Способ непрерывной разливки стали, включающий подачу металла в кристаллизатор и охлаждение поверхности слитка с увеличением интенсивности в конце зоны охлаждения, отличающийся тем, что, с целью повышения качества стальных слитков, охлаждение поверхности слитка осуществляют на участке 1,14—1,25 глубины жидкой фазы, а интенсивность охлаждения увеличивают на участке 0,20—0,35 глубины жидкой фазы ступенчато до величины, равной 0,6—1,0...
Спосіб розливу сталі

Номер патенту: 130
Опубліковано: 30.04.1993
Автори: Трілевська Людмила Микитівна, Грєбєнюков Анатолій Васильович, Ігнатьєв Вадим Петрович, Сарамутін Валерій Іванович, Фролов Володимир Миколайович, Явойський Володимир Іванович, Воронов Юрій Федосович
МПК: B22D 7/00
Формула / Реферат:
Формула изобретенияСпособ разливки стали, включающий заполнение изложницы металлом сверху и регулирование скорости разливки с учетом содержания кремния в стали, отличающийся тем, что, с целью обеспечения высокого качества слитка за счет повышения скорости разливки полуспокойной стали до максимально допустимой для данного химического состава стали, скорость разливки регулируют в зависимости от величины произведения – процентное...
Поддон для сифонної розливки сталі

Номер патенту: 1420
Опубліковано: 25.03.1994
Автори: Петін Леонід Григорович, Харченко Борис Васильович, Котляр Володимир Лазарєвич, Кущенко Олександр Іванович, Марков Юрій Ілліч, Снєсарь Микола Ілліч, Локтіонов Петро Якович, Головко Раїса Федорівна, Дворядкін Борис Олександрович, Нєстєров Дмитро Кузьмич, Гордієнко Михайло Силович
МПК: B22D 7/06
Мітки: розливки, сталі, сифонної, поддон
Формула / Реферат:
Поддон для сифонной разливки стали, содержащий металлическую плиту с гнездом и каналами и размещенные в них сифонную проводку и металлический элемент, отделенный от сифонной проводки слоем песка, отличающийся тем, что, с целью снижения трудоемкости сборки, металлический элемент выполнен с конфигурацией, повторяющей контур гнезда и каналов сифонной проводки, а торцевая поверхность металлического элемента совпадает с верхней поверхностью...
Спосіб одержання стальних заготовок
Номер патенту: 932
Опубліковано: 15.12.1993
Автори: Лужецкая Ірина Анатоліївна, Фролов Володимир Миколайович, Нефьодов Анатолій Олександрович, Фролов Артур Володимирович
МПК: B22D 7/00
Мітки: одержання, стальних, спосіб, заготовок
Формула / Реферат:
Ф о р м у л а и з о б р е т е н и я Способ получения стальных заготовок, включающий разливку жидкой стали в изложницы, продувку снизу газами металла в изложнице, кристаллизацию слитка и последующую прокатку, о т л и ч а ю щ и й с я тем, что, с целью улучшения макроструктуры слитка и повышения пластичности стали при прокатке, разливку ведут со скоростью 80... 180 кг/с, продувку газами производят с интенсивностью 0,03...0,05 м/с с...
Попередній патент: Пристрій для контролю вмісту пилу в газовім потоці
Наступний патент: Спосіб виготовлення клейового матеріалу
Випадковий патент: Спосіб доступу при операціях на жовчному міхурі і жовчних протоках