Спосіб виготовлення абразивного інструменту з відходів металургійної промисловості
Номер патенту: 68669
Опубліковано: 16.08.2004
Автори: Малишко Іван Олександрович, Мельникова Олена Павлівна, Пєтухова Олена Володимирівна, Чурносов Андрій Павлович, Манік Олександр Миколайович
Формула / Реферат
1. Спосіб виготовлення абразивного інструменту з відходів металургійної промисловості, при якому змішують 51 мас. % абразиву з в'яжучим - сумішшю бісерного полімеру - 24 мас. % поліметилметакрилату з мономером - 24 мас. % рідкого метилметакрилату, і з отверджувачем - 1 мас. % диметиланіліну, одержану суміш формують з доступом кисню при температурі кімнатній або підвищеній, який відрізняється тим, що перед використанням абразиву з відходів металургійної промисловості - шлаку, перетвореного у дрібнозернистий стан, добирають зернистість 45-35 мкм.
2. Спосіб за п. 1, який відрізняється тим, що формування у відкритій формі при кімнатній температурі проводять до 2-х годин.
3. Спосіб за п. 1, який відрізняється тим, що формування у відкритій формі при температурі ![]() 35°С проводять 5-10 хвилин.
35°С проводять 5-10 хвилин.
Текст
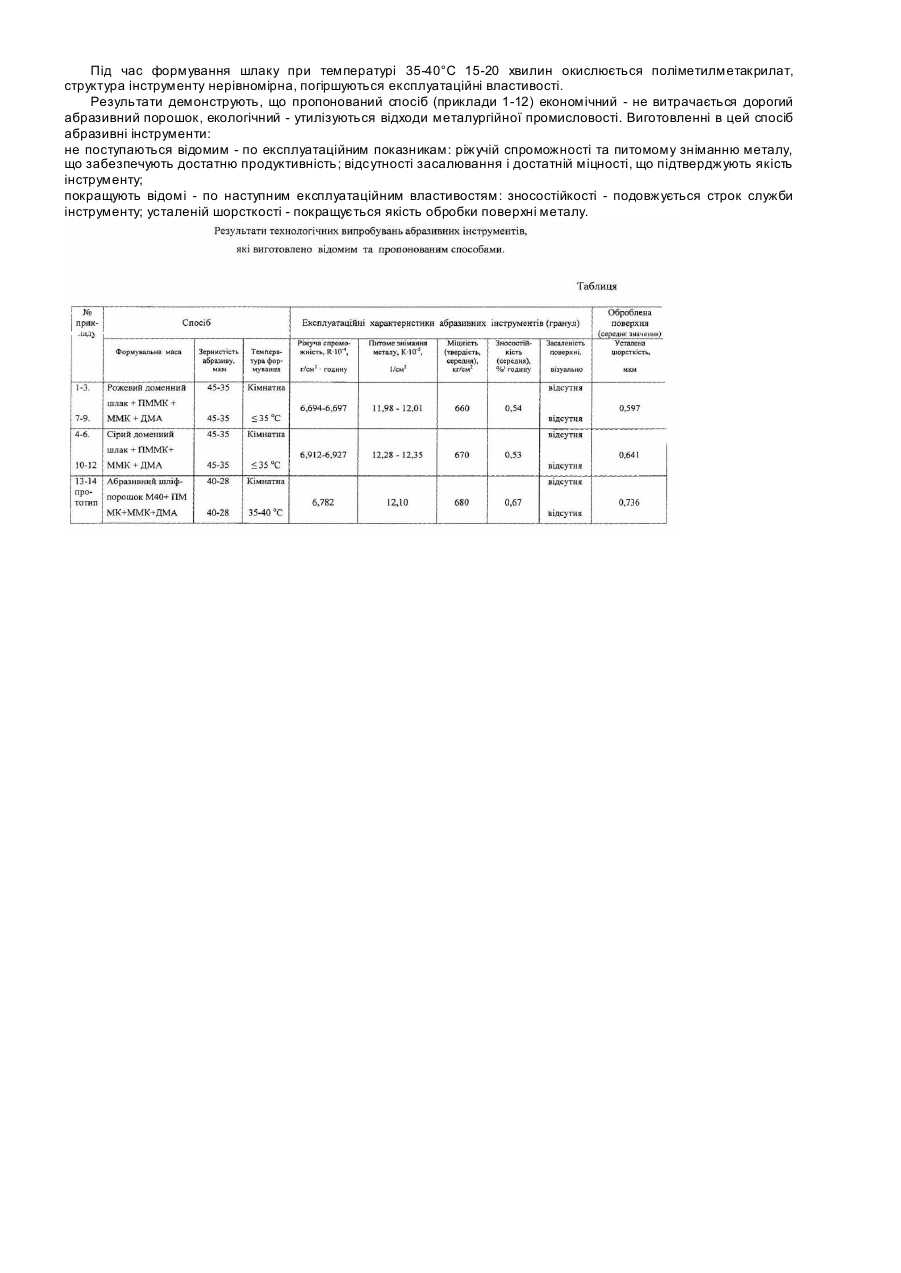
Винахід відноситься до способів виготовлення абразивного інструменту, наприклад, абразивних гранул, які застосовують для віброабразивної оброблювально-зачистної обробки металевих поверхонь. Відомо спосіб виготовлення абразивного інструменту, при якому змішують полімерне в'яжуче з отверджувачем, охолоджують до твердого стану, подрібнюють і в твердому виді змішують з абразивом, суміш помішують у відповідну форму, після формування проводять твердіння при температурі 20-80°С 2-2,5 години. [1. Патент РФ № 2104857, МПК6 B24D 3/22, БИ 1998, №5]. Однак при твердінні в цей спосіб виділяються токсичні речовини, застосування абразивного інструменту обмежено експлуатаційними можливостями - пропонується для обробки мідних сплавів. Найбільш близьким з відомих є спосіб виготовлення абразивного виробу, при якому змішують абразив - 51 мас.% просіяного, очищеного абразивного шліфпорошку з в'яжучим і з отверджувачем - 1 мас.% диметиланіліну. Одержану суміш помішують у відкриту матрицю заданої форми де формування відбувається з доступом кисню при кімнатній температурі 2-3 год. або 15-20 хв. при температурі 35-40°С. В якості в'яжучого використовують суміш бісерного за розміром полімеру - 24 мас.% поліметилметакрилату з мономером - 24 мас.% рідкого метилметакрилату. [2. Патент РФ №2169067, МПК7 B24D 3/20, БИ 2001,№17]. Цей спосіб має високу собівартість, хоч і забезпечує абразивним інструментам високі експлуатаційні можливості при фінішній обробці. В основу винаходу спосіб виготовлення абразивного інструменту з відходів металургійної промисловості, поставлено задачу вдосконалення способу шляхом підбору технології підготовки абразиву й формування абразивної маси, що забезпечує збереження високих абразивних властивостей, утилізацію відходів виробництва та зниження собівартості. Поставлена задача досягається способом, при якому змішують 51 мас. % абразиву просіяного й очищеного з в'яжучим , що є сумішшю бісерного полімеру -24мас.% поліметилметакрилату із мономером - 24 мас. % рідкого метилметакрилату, та з отверджувачем - 1 мас.% диметиланіліну, одержану суміш формують з доступом кисню при температурі кімнатній або підвищеній, за винаходом, перед використанням абразиву з відходів металургійної промисловості - шлаку, перетвореного у дрібнозернистий стан, добирають зернистість 45-35 мкм. Формування при кімнатній температурі проводять до двох годин. Формування при температурі £ 35°C проводять 5-10 хвилин. Причинно-наслідковий зв'язок між сукупністю суттєви х ознак винаходу і те хнічним результатом, якого можна досягти, полягає в тому, що : Спосіб дозволяє застосувати відходи металургійної промисловості - шлак, перетворений у дрібнозернистий стан, як абразив, але тільки шлак зернистістю 45-35 мкм за технологією, що пропонується, сприяє кращому формуванню маси, за рахунок чого, в порівнянні з прототипом, зберігаються або покращуються експлуатаційні характеристики абразивного інструменту й обробленої поверхні. В порівнянні з відомими способами виготовлення виробів з алмазної кришки, спосіб, що пропонується, забезпечує абразивному інструменту зниження собівартості в 6 разів за рахунок застосування відходів металургійної промисловості. Невідомо про спосіб, при якому підготовлене таким шляхом вторинне використання відходів металургійної промисловості - шлаку для виготовлення абразивних інструментів. З рівня техніки для спеціаліста не постає явним образом досягнення позитивного результату від застосування абразивних інструментів, виго товлених в такий спосіб. Інструмент зі застосуванням шлаку, виготовлений в умовах підготовки і формування інших ніж пропонуються, має підвищену сипучість, що приводить до засалювання інструменту, погіршує ріжучу спроможність, міцність, шорсткість обробленої поверхні; або має підвищену собівартість за рахунок перевитрати цінного в'яжучого. Пропонований спосіб був реалізований для виготовлення абразивних гранул конічної форми, які застосовують для віброабразивної оброблювально-зачистної обробки - фінішної обробки, наприклад, полірування металу. Форма у вигляді зворотного конусу для виготовлення абразивного інструменту - абразивної гранули, має розміри d=25мм, h=25мм, таких форм у матриці 25 штук, вигото влених із жароміцного скла, яке не утворює тривкого зв'язку з в'яжучим. Абразив готують ситовим методом. Відходи металургійної промисловості шлак, перетворений у дрібнозернистий стан, просіюють на ситах з розміром боку чарунки на світло 500-400 мкм і добирають необхідну зернистість. Приклади 1-3. В змішувач загружають 887,5г просіяного, очищеного шлаку рожевого доменного дібраної зернистості 45-35мкм, що містить нетоксичні складові: оксид кремнію, оксиди основних металів і сірку, змішують із 420г бісерного поліметилметакрилату (ПММК) з утворенням сипучої суміші. Змішують 420г рідкого метилметакрилату (ММК) з 22,5г диметиланіліну (ДМА). Розчин додають до сипучої суміші, перемішують до утворення однорідної маси 7хв., наповнюють матрицю. Формування відбувалось у відкритих формах при кімнатній температурі 1год.57хв.-1год.59хв. Абразивні гранули легко виймають. Результати в таблиці. Приклади 4-6. В змішувач загружають 887,5г просіяного, очищеного шлаку сірого доменного дібраної зернистості 45-35мкм, який містить нетоксичні складові : оксид кремнію, оксиди основних металів, сірку, і далі аналогічно прикладам 1-3. Формування відбувалось 1год.55 хв.-1год.56 хв. Результати в таблиці. Приклади 7-9. Аналогічно прикладам 1-3 (крім формування). Формування здійснювалось у відкритих формах при температурі £ 35°C 8-10 хвилин. Абразивні гранули легко виймають з матриці. Результати в таблиці. Приклади 10-12. Аналогічно прикладам 4-6 (крім формування). Формування здійснювали у відкритих формах при температурі £ 35°C 5-8 хвилин. Абразивні гранули легко виймають з матриці. Результати в таблиці. Приклад 13 (прототип). В змішувач загружають 887,5г просіяного, очищеного абразивного шліфпорошку, змішують із 420г бісерного поліметилметакрилату з утворенням сипучої суміші. Змішують 420г рідкого метилметакрилату з 22,5г диметиланіліну. Розчин додають до сипучої суміші й перемішують 7хв. до утворення однорідної маси та наповнюють матрицю. Формування здійснюється у відкритих формах при кімнатній температурі 2,5-3 години. Абразивні гранули легко виймають з матриці. Результати в таблиці. Приклад 14(прототип). Аналогічно прикладу 13. Формування здійснюють у відкритих формах при температурі 35-40°С 15-20 хвилин. Результати в таблиці. Поза граничні приклади: Під час формування шлаку при температурі 35-40°С 15-20 хвилин окислюється поліметилметакрилат, структура інструменту нерівномірна, погіршуються експлуатаційні властивості. Результати демонструють, що пропонований спосіб (приклади 1-12) економічний - не витрачається дорогий абразивний порошок, екологічний - утилізуються відходи металургійної промисловості. Виготовленні в цей спосіб абразивні інструменти: не поступаються відомим - по експлуатаційним показникам: ріжучій спроможності та питомому зніманню металу, що забезпечують достатню продуктивність; відсутності засалювання і достатній міцності, що підтверджують якість інструменту; покращують відомі - по наступним експлуатаційним властивостям: зносостійкості - подовжується строк служби інструменту; усталеній шорсткості - покращується якість обробки поверхні металу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of abrasive tool from metallurgical industry waste
Автори англійськоюMalyshko Ivan Oleksandrovych, Petukhova Olena Volodymyrivna
Назва патенту російськоюСпособ изготовления абразивного инструмента из отходов металлургической промышленности
Автори російськоюМалышко Иван Александрович, Петухова Елена Владимировна
МПК / Мітки
МПК: B24D 3/20
Мітки: металургійної, інструменту, абразивного, виготовлення, відходів, промисловості, спосіб
Код посилання
<a href="https://ua.patents.su/2-68669-sposib-vigotovlennya-abrazivnogo-instrumentu-z-vidkhodiv-metalurgijjno-promislovosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення абразивного інструменту з відходів металургійної промисловості</a>
Склад абразивної композиції з відходів металургійної промисловості для виготовлення інструменту
Номер патенту: 68668
Опубліковано: 16.08.2004
Автори: Чурносов Андрій Павлович, Пєтухова Олена Володимирівна, Малишко Іван Олександрович, Мельникова Олена Павлівна, Манік Олександр Миколайович
МПК: B24D 3/20
Мітки: композиції, металургійної, промисловості, відходів, виготовлення, інструменту, абразивної, склад
Формула / Реферат:
1. Склад абразивної композиції з відходів металургійної промисловості для виготовлення інструменту, який містить абразив, отверджувач диметиланіліну і в'яжуче, яке є сумішшю полімеру - бісерного поліметилметакрилату з мономером - рідким метилметакрилатом, який відрізняється тим, що як абразив використовують абразивну композицію на основі відходів металургійної промисловості - шлаку дрібнозернистого з дібраною зернистістю 45-35 мкм при...
Спосіб виготовлення абразивного інструменту
Номер патенту: 35371
Опубліковано: 15.03.2001
Автори: Пєтухова Олена Володимирівна, Мєльнікова Олена Павлівна, Бабічєв Анатолій Прокопович, Кравченко Борис Васильович
МПК: B24D 18/00, C08L 25/00, B24D 17/00, C08J 5/14
Мітки: інструменту, виготовлення, спосіб, абразивного
Формула / Реферат:
Спосіб виготовлення абразивного інструменту шляхом перемішування абразивного наповнювача з полімерним зв'язуючим при температурі формування інструменту по завданим формі та розмірам, спікання, охолодження та витягання з форми, який відрізняється тим, що спочатку одержують полімерне зв'язуюче, перемішуванням бісеру суспензійного полістиролу з медичним вазеліновим маслом, потім абразивний наповнювач нагрітий до температури 220-250°С змішують із...
Маса для виготовлення абразивного інструменту
Номер патенту: 18507
Опубліковано: 25.12.1997
Автори: Мигалина Юрій Вікентієвич, Білинець Микола Денисович, Сані Арпад Юліусович, Мельникович Михайло Миколайович, Лендел Василь Георгієвич, Кияк Марина Юріївна, Драгунцов Вячеслав Васильович, Балог Ірина Михайлівна
МПК: B24D 3/34
Мітки: інструменту, абразивного, виготовлення, маса
Формула / Реферат:
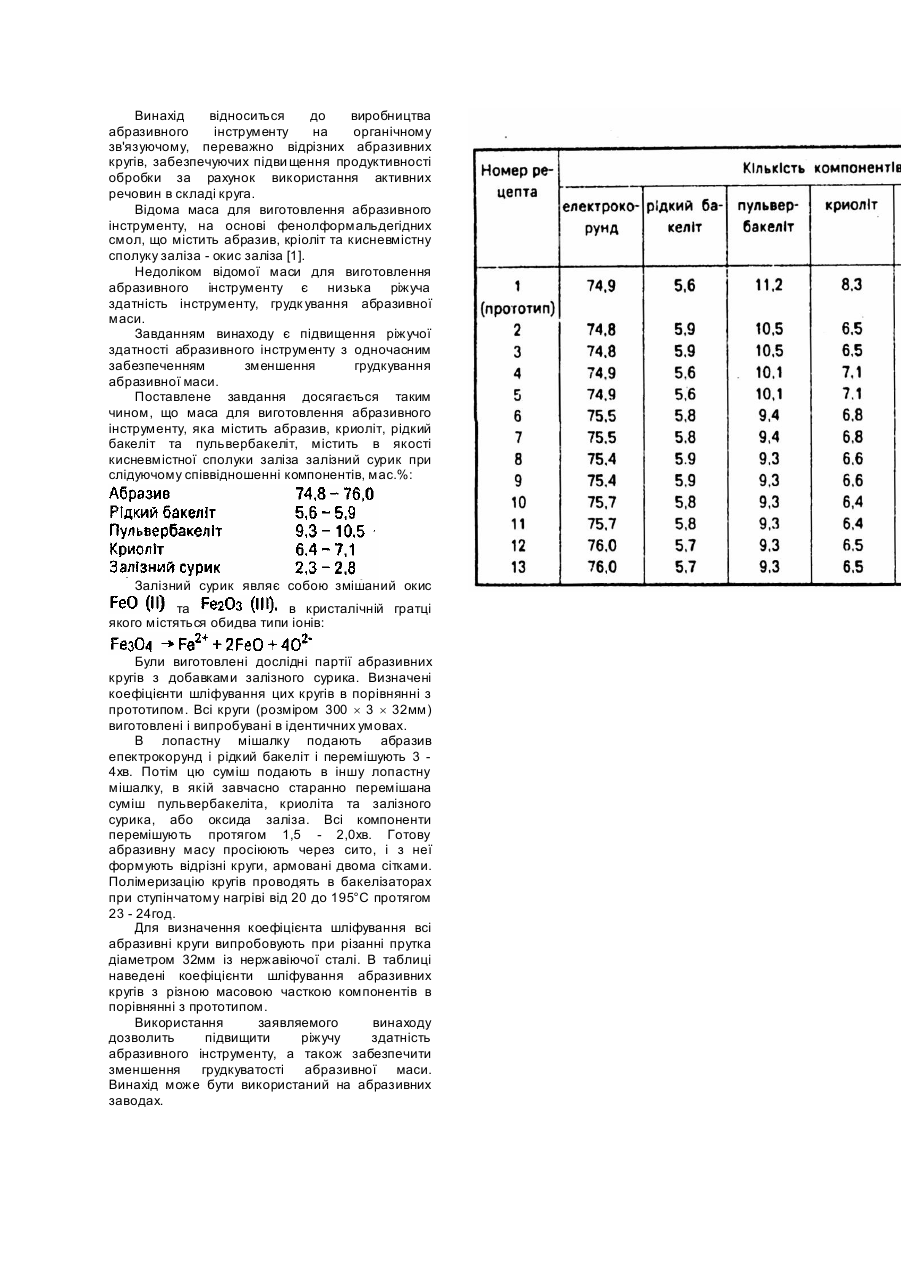
Масса для изготовления абразивного инструмента, включающая абразив, пульвербакелит, жидкий бакелит, криолит и кислородсодержащее соединение железа, отличающаяся тем, что в качестве кислородсодержащего соединения железа она содержит железный сурик при следующем соотношении компонентов, мас.%:
Маса для виготовлення абразивного інструменту
Номер патенту: 30693
Опубліковано: 15.12.2000
Автори: Вороной Віталій Степанович, Плескач Ігор Всеволодович, Масник Володимир Олександрович
МПК: B24D 3/14
Мітки: абразивного, інструменту, маса, виготовлення
Формула / Реферат:
Маса для виготовлення абразивного інструменту, що містить абразив, каустичний магнезит та бішофіт, яка відрізняється тим, що вона додатково містить палену магнезію при такому співвідношенні компонентів, мас. %: Абразив 15,0-60,0 Каустичний магнезит 5,0-57,4 Бішофіт 10,0-35,0 Палена магнезія 2,4-51,0.
Маса для виготовлення робочого шару абразивного інструменту
Номер патенту: 55047
Опубліковано: 17.03.2003
Автори: Крамар Владислав Григорович, Сидорко Володимир Ігорович, Новіков Микола Васильович, Скрябін Віктор Валерійович, Філатов Юрій Данилович
МПК: B24D 3/20
Мітки: маса, інструменту, абразивного, виготовлення, робочого, шару
Формула / Реферат:
1. Маса для виготовлення робочого шару абразивного інструменту, що містить абразивний порошок і органічне зв'язуюче, яка відрізняється тим, що як органічне зв'язуюче вона містить поліетилентерефталат при наступному співвідношенні компонентів, ваг. %: поліетилентерефталат 40-99 абразив 1-60. 2. Маса за п. 1, яка відрізняється тим, що як абразив використано алмазний...
Попередній патент: Форматний барабан азбоцементної листоформівної машини
Наступний патент: Підйомно-рушійний агрегат
Випадковий патент: П'єзоелектричний перетворювач механічних величин